Изобретение относится к обработке металлов давлением, а именно к устройствам для обкатки.
Известна обкатная машина, содержащая станину приводной шпиндель, в которой размещен зажимной патрон, и узел привода зажимного патрона в виде силового цилиндра с распределителем, а также формующий инструмент,
Недостатком известного станка является невозможность обработки на нем трубчатых заготовок любой длины
Наиболее близким по технической сущности является станок, содержащий смонтированные на станине основной и дополнительный шпиндели, суппорт с формующим инструментом. Этот станок позволяет изготавливать детали из труб практически неограниченной длины.
х Недостатком известного станка является сложность его изготовления из-за наличия двух приводных шпинделей, к один из них снабжен приводом осевого перемещения
Цель изобретения - упрощение конструкции станка за счет исключения дополнительного шпинделя.
Указанная цель достигается тем. что в станке для обкатки трубчатых заготовок, содержащем смонтированные на станине основной шпиндель и поддерживающее устройство, суппорт с формующим инструментом, взамен поддерживающего устройства соосно основному шпинделю на стойках установлена свободно вращающаяся в подшипниковом узле втулка, при этом станина выполнена с направляющими, на которых жестко закреплены стойки.
Свободно вращающиеся втулки закрепляются на направляющих станины И предназначаются для удержания заготовки от прогиба, а в конце обкатки, после отделения готовой детали - от зе падения. Вместе с тем, свободно вращающиеся втулки должны обеспечить еще одно технологическое назначение: оно не должно препятствовать осевому скольжению детали в процессе ее обработки, так как в противном случае это вызовет утонение обрабатываемых заготовVI
сл
1
00
ки и детали в пережиме. В станке-прототипе эта задача решена за счет применения дополнительного шпинделя с жестким зажимом заготовки в кулачках патрона, но с приводом осевого перемещения.
В технике известно применение свободно вращающихся втулок, служащих для обеспечения поддержания деталей или для обеспечения осевого перемещения.
Использование известных втулок позволяет обеспечить выполнение новой функции, т.е. предотвратить утонение стенки заготовки в месте пережима при обкатке, что приводит к упрощению конструкции станка. Наличие втулок не решает полностью задачу, если бы не выполнялось условие наличия зазора между заготовкой и внутренним диаметром втулки.
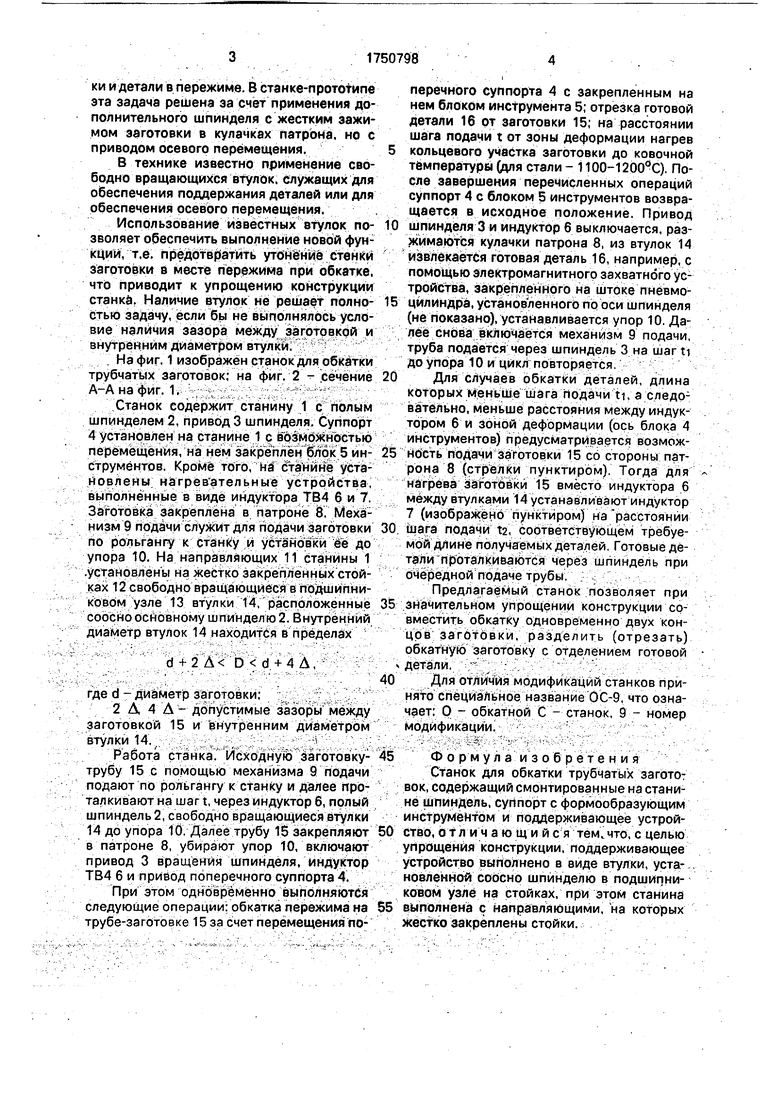
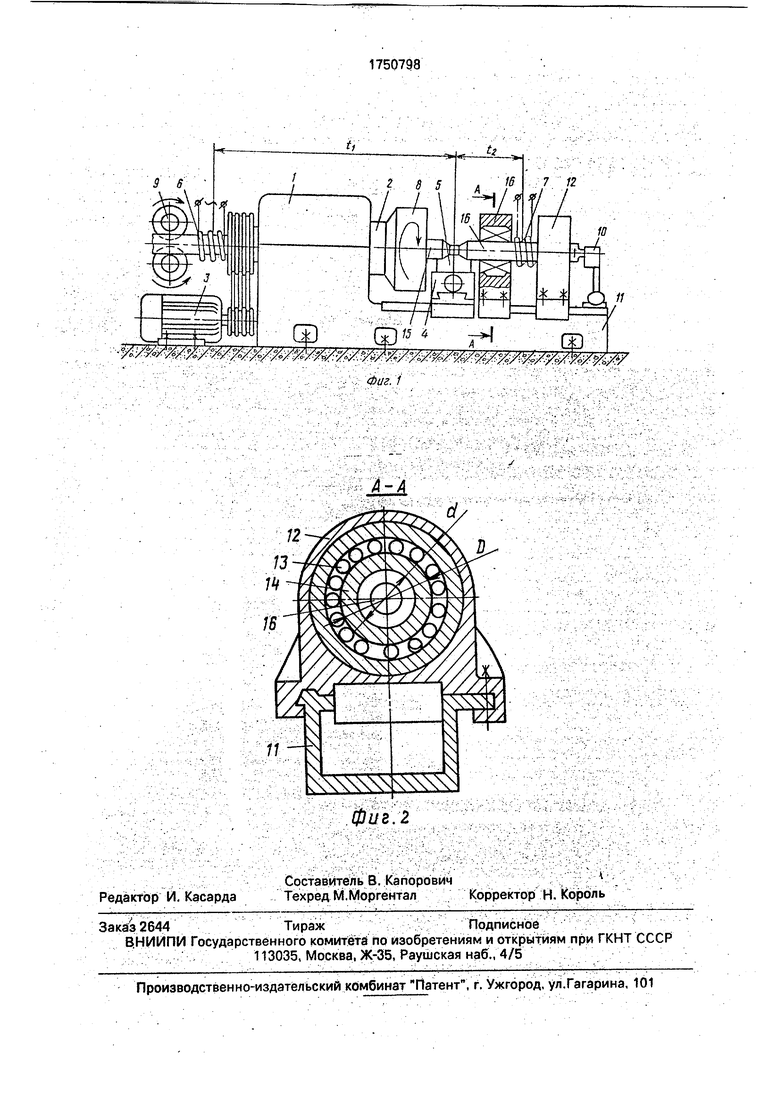
На фиг. 1 изображен станок для обкатки трубчатых заготовок; на фиг. 2 - сечение А-А на фиг. 1.
Станок содержит станину 1 с полым шпинделем 2, привод 3 шпинделя. Суппорт 4 установлен на станине 1 с возможностью перемещения, на нем закреплён блок 5 инструментов. Кроме того, на Станине установлены нагревательные устройства, выполненные в виде индуктора ТВ4 6 и 7. Заготовка закреплена в патроне 8. Механизм 9 подачи служит для подачи заготовки по рольгангу к станку и установки ее до упора 10. На направляющих 11 станины 1 .установлены на жестко закрепленных стойках 12 свободно вращающиеся в подшипниковом узле 13 втулки 14, расположенные соосно основному шпинделю 2. Внутренний диаметр втулок 14 находится в пределах
d+2A ,
где d - диаметр заготовки;
2 А 4 А - допустимые зазоры между заготовкой 15 и внутренним диаметром втулки 14. t
Работа станка. Исходную заготовку- трубу 15 с помощью механизма 9 подачи подают по рольгангу к станку и далее проталкивают на шаг t, через индуктор 6, полый шпиндель 2, свободно вращающиеся втулки 14 до упора 10. Далее трубу 15 закрепляют в патроне 8, убирают упор 10, включают привод 3 вращения шпинделя, индуктор ТВ4 б и привод поперечного суппорта 4.
При этом одновременно выполняются следующие операции: обкатка пережима на трубе-заготовке 15 за счет перемещения поперечного суппорта 4 с закрепленным на нем блоком инструмента 5; отрезка готовой детали 16 от заготовки 15; на расстоянии шага подачи t от зоны деформации нагрев
кольцевого участка заготовки до ковочной температуры (для стали - 1100-1200°С). После завершения перечисленных операций суппорт 4 с блоком 5 инструментов возвращается в исходное положение. Привод
шпинделя 3 и индуктор 6 выключается, разжимаются кулачки патрона 8, из втулок 14 извлекается готовая деталь 16, например, с помощью электромагнитного захватного устройства, закрепленного на штоке пневмоцилиндра, установленного по оси шпинделя (не показано), устанавливается упор 10. Далее снова включается механизм 9 подачи, труба подается через шпиндель 3 на шаг ti до упора 10 и цикл повторяется
Для случаев обкатки деталей, длина которых меньше шага подачи ц, а следовательно, меньше расстояния между индуктором 6 и зоной деформации (ось блока 4 инструментов) предусматривается возможность подачи заготовки 15 со стороны патрона 8 (стрелки пунктиром) Тогда для нагрева заготовки 15 вместо индуктора 6 между втулками 14 устанавливают индуктор 7 (изображено пунктиром) на расстоянии
шага подачи ta, соответствующем требуемой длине получаемых деталей Готовые детали проталкиваются через шпиндель при очередной подаче трубы
Предлагаемый станок позволяет при
значительном упрощении конструкции совместить обкатку одновременно двух концов заготовки, разделить (отрезать) обкатную заготовку с отделением готовой . детали.
Для отличия модификаций станков принято специальное название ОС-9, что означает: О - обкатной С - станок. 9 - номер модификации.
Формула изобретения
Станок для обкатки трубчатых заготовок, содержащий смонтированные на станине шпиндель, суппорт с формообразующим инструментом и поддерживающее устройство, отличающийся тем, что, с целью упрощения конструкции, поддерживающее устройство выполнено в виде втулки, установленной соосно шпинделю в подшипниковом узле на стойках, при этом станина
выполнена с направляющими, на которых жестко закреплены стойки.
7 12
10
11
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обкатки трубчатых заготовок | 1987 |
|
SU1459790A1 |
| Способ изготовления полого герметичного шара | 1988 |
|
SU1660812A1 |
| Станок для обкатки трубчатых заготовок | 1980 |
|
SU969371A1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |
| Многошпиндельный обкатной станок | 1988 |
|
SU1562050A1 |
| МАШИНА ДЛЯ ОБКАТКИ ТРУБЧАТЫХ ЗАГОТОВОК ФОРМУЮЩИМ ИНСТРУМЕНТОМ | 1971 |
|
SU312656A1 |
| Планетарный обкатной станок | 1987 |
|
SU1444031A1 |
| Машина для закатки горловин баллонов | 1989 |
|
SU1722665A1 |
| Станок для обкатки трубчатыхзАгОТОВОК OC-3 | 1976 |
|
SU816632A1 |
| МАШИНА ДЛЯ ОБКАТКИ ГОРЛОВИН БАЛЛОНОВ | 1972 |
|
SU325074A1 |
Использование: обработка металлов давлением. Сущность изобретения1 станок содержит станину, смонтированные на ней шпиндель, суппорт с формирующим инструментом и поддерживающее устройство Поддерживающее устройство быполнено в виде втулки, установленной соосно с шпинделем в подшипниковом узле на стойках, которые жестко закреплены на направляющих станины. 2 ил
12
11
AiA
| Станок для обкатки трубчатых заготовок | 1980 |
|
SU969371A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
