2.Автоматическая линия по п.1, отличающая с я тем, что она снабжена фстоэлек-трическим устройством для контроля длины загото вок на приводном рольганге, сблокированным с устройством для подачи заготовок с приводного рольганга на промежуточный накопитель.
3. Автоматическая линия по п.1, отлич ающаяся тем, что
онА снабжена установленными у приводного рольганга бункером-накопителем и сблокированными с устройством для изготовления заготовок средством для удаления заготовок с приводного для удаления заготовок с приводного рольганга в бункер-накопитель и средством для подачи заготовок из бункера-накопителя на приводной рольганг.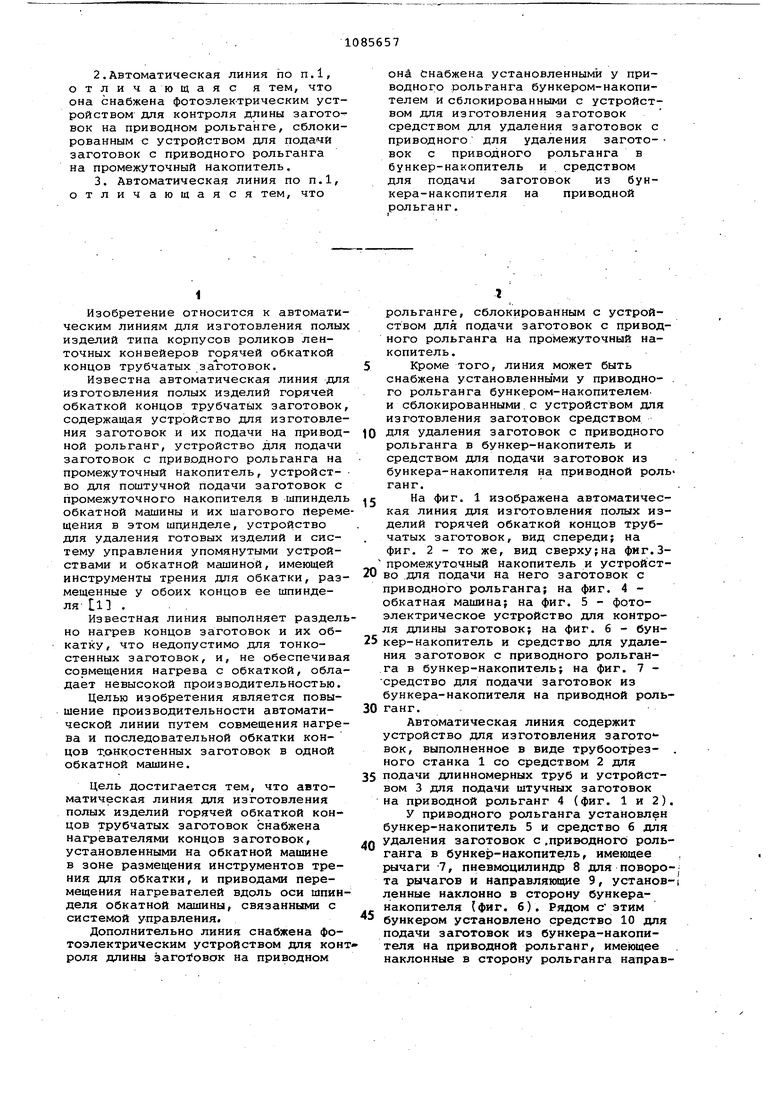

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления полых изделий горячей обкаткой концов трубчатых заготовок | 1984 |
|
SU1266606A1 |
| Машина для обкатки трубчатых за-гОТОВОК | 1978 |
|
SU795653A1 |
| Роторное устройство для обкатки трубчатых заготовок | 1988 |
|
SU1641489A1 |
| Станок для обкатки трубчатых заготовок ОС-9 | 1990 |
|
SU1750798A1 |
| Линия для изготовления полых корпусов | 1985 |
|
SU1319982A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Способ изготовления дренажно-распределительного устройства водоподготовительного фильтра | 1989 |
|
SU1681890A1 |
| МАШИНА ДЛЯ ОБКАТКИ ГОРЛОВИН БАЛЛОНОВ | 1972 |
|
SU325074A1 |
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
| Устройство для ротационного выдавливания | 1983 |
|
SU1100027A1 |

1. АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛИ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ГОРЯЧЕЙ ОБКАТКОЙ КОНЦОВ ТРУБЧАТЫХ ЗАГОТОЮК, содержащая усч ройство для изготовления заготовок и их подачи на приводной рольганг, устройство для подачи заготовок с приводного рольганга на промежуточный накопитель, устройство для поштучной подачи заготовок с промежуточного накопителя в .итиндель обкатной машины и их шагового осевого перемещения в этом шпинделе, устройство для удаления готовых изделий и систему управления упомянутыми устройствами и обкатной машиной, имеющей инструменты трения для обкатки, размещенные у обоих к;онцов ее шпиндела, отличающаяся тем, что, с целью повышения производительности путем совмещения нагрева и последовательной обкатки концов тонкостенных заготовок в одной обкатной машине, она снабжена нагрева- g S телями концов заготовок, установленными на обкатной машине в зоне размещения инструментов трения для обкатки , и приводами перемещения нагревателей вдоль оси шпинделя обкатной машины, связанными с системой управ- S ленйя. СХ) СП О) ел 
1
Изобретение относится к автоматическим линиям для изготовления полых изделий типа корпусов роликов ленточных конвейеров горячей обкаткой концов трубчатых заготовок.
Известна автоматическая линия для изготовления полых изделий горячей обкаткой концов трубчатых заготовок, содержащая устройство для изготовления заготовок и их подачи на приводной рольганг, устройство для подачи заготовок с приводного рольганга на промежуточный накопитель, устройство для поштучной подачи заготовок с промежуточного накопителя в шпиндель обкатной машины и их шагового Леремещения в этом шдинделе, устройство для удаления готовых изделий и систему управления упомянутыми устройствами и обкатной машиной, имеющей инструменты трения для обкатки, размещенные у обоих концов ее шпинделя- 1 .
Известная линия выполняет раздельно нагрев концов заготовок и их обкатку , что недопустимо для тонкостенных заготовок, и, не обеспечивая совмещения нагрева с обкаткой, обладает невысокой производительностью.
Целью изобретения является повышение производительности автоматической линии путем совмещения нагрева и последовательной обкатки концов т.онкостенных заготовок в одной обкатной машине.
Цель достигается тем, что автоматическая линия для изготовления полых изделий горячей обкаткой концов трубчатых заготовок снабжена нагревателями концов заготовок, установленными на обкатной машине в зоне размещения инструментов трения для обкатки, и приводами перемещения нагревателей вдоль оси шпинделя обкатной машины, связанными с системой управления.
Дополнительно линия снабжена фотоэлектрическим устройством для контроля длины загот овок на приводном
рольганге, сблокированным с устройством для подачи заготовок с приводного рольганга на промежуточный накопитель. Кроме того, линия может быть
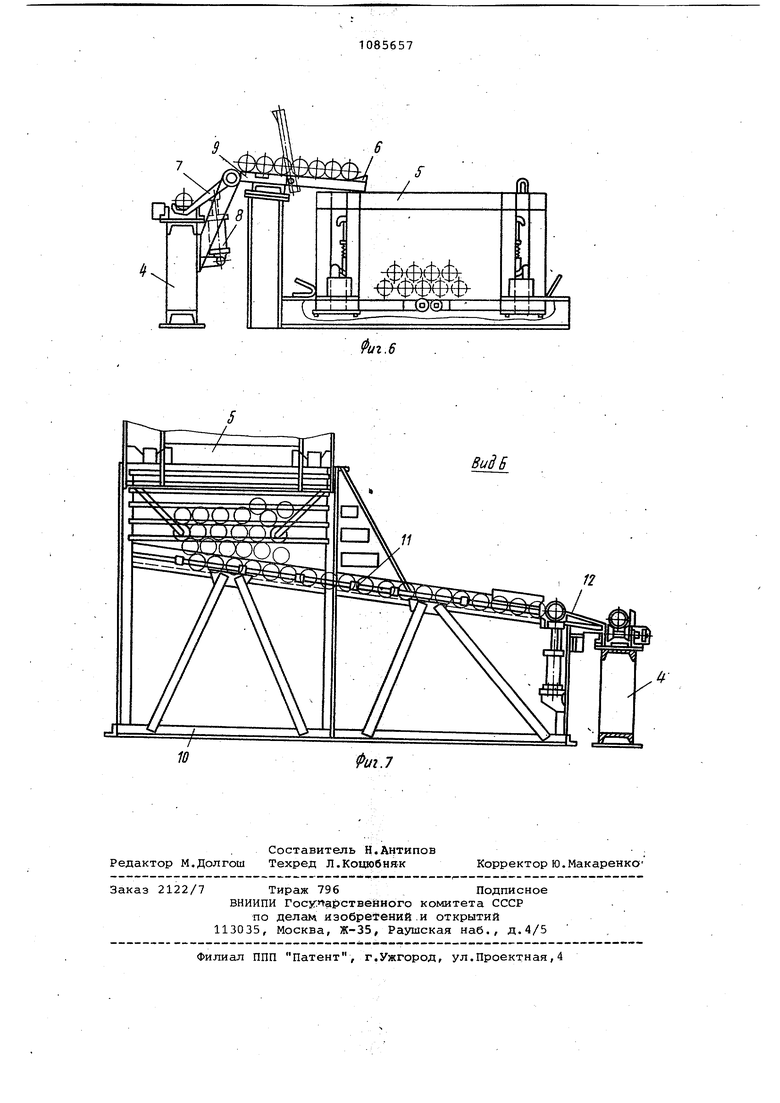
снабжена установленными у приводно- . го рольганга бункером-накопителем, и сблокированными.с устройством для изготовления заготовок средством 0 для удаления заготовок с приводного рольганга в бункер-накопитель и средством для подачи заготовок из бункера-накопителя на приводной рольганг.. 5 На фиг. 1 изображена автоматическая линия для изготовления полых изделий горячей обкаткой концов трубчатых заготовок, вид спереди; на фиг. 2 - то же, вид сверху;на фиг.З промежуточный накопитель и устройст0 во .для подачи на него заготовок с приводного рольганга; на фиг. 4 обкатная машина; на фиг. 5 - фотоэлектрическое устройство для контроля длины заготовок; на фиг. 6 - бун5 кер-накопитель и средство для удаления заготовок с приводного рольганга в бункер-накопитель; на фиг. 7 средство для подачи заготовок из бункера-накопителя на приводной роль0 Ганг.
Автоматическая линия содержит устройство для изготовления загото вок, выполненное в виде трубоотрез- . ного станка 1 со средством 2 для 5 подачи длинномерных труб и устройством 3 для подачи штучных заготовок на приводной рольганг 4 (фиг. 1 и 2). У приводного рольганга установлен бункер-накопитель 5 и средство 6 для Q удаления заготовок с .приводного рольганга в бункер-накопитель, имеющее , рычаги 7, пневмоцилиндр 8 для поворо-: та рычагов и направляющие 9, уставов-i ленные наклонно в сторону бункеранакопителя (фиг. 6). Рядом с этим бункером установлено средство 10 для подачи заготовок из бункера-накопителя на приводной рольганг, имеющее наклонные в сторону рольганга направляющие 11 и узел 12 для поштучной подачи заготовок на лриводной рольганг (фиг. .7) . На приводном рольганге 4 установ лено фотоэлектрическое устройство 1 для контроля длины заготовок, содер жащее фотоэлектрические датчики 14, 15 и 16 и средства для блокировки (не показаны) устройства 13 с уст ройством 17 для подачи заготовок с приводного рольганга 4 на промежуточ ный накопитель 18 (фиг. 5, 2 и 3). Устройство 17 содержит рычаги 19 и пневмоцилиндр 20 для их поворота. Обкатная машина 21 имеет полый шпиндель 22 со сквозным отверстием для размещения заготовок и узлы 23 для их зажима в шпинделе (фиг. 4).. Устройство для поштучной подачи заготовок с промежуточного накопителя 18 в шпиндель 22 обкатной машины и шагового осевого перемещения заготовок в шпинделе 22 выполнено в виде отсекателя 24, приводом которого является пневмоцилиндр 25, досылателя 26 и упора 27. Обкатная машина 21 оснащена инструментами 28 трения для обкатки концов заготовок, соединенными с приводами 29 их перемещения, нагревателями 30 с приводами 31 их перемещения вдоль оси шпинделя обкатной машины 21} линия содержит устройство 32 для удаления готовых изделий и систему управления (не показана). В конце приводного рольганга установлена емкость 33 для отбракованных заготовок. Средством 2 длинномерная труба подается в трубоотрезной станок 1, который разрезает эту трубу на заготовки, подаваемые на устройство 3 и привод ной рольганг 4. Установленное на последнем фотоэлектрическое устрой- ство 13 датчиками 14, 15 и 16 выполняет контроль длины Заготовок. В случае выхода длины заготовки из поля допуска приводным.ролы ангом 4 заготовка направляется в емкость 33 для отбракованных заготовок. Если длина заготовки находится в установленных пределах, устройство 17 посредством рычагов 19 и пневмоцилиндра 20 подает заготовку на промежуточный накопитель 18. Поштучная подача заготовок с промежуточного накопителя в шпиндель 22 обкатной машины выполняется отсекателем 24 и досылателем 26 до упора 27. После зажима заготовок узлами 23 обкатной машины включаются приводы нагревателей 30 и одновременно приводы перемещения инструментов трения 28, вследствие чего выполняется одновременный на- грев заготовок и обкатка их конце . вых частей. Готовые изделия удаляют ся устройством 32. В процессе работы линии или при остановке обкатной машины заготовки средством 6 перемещаются в бункернакопитель 5 для создания задела заготовок. При остановке трубоотрезного станка 1 указанный бункер устанавливают на раму средства lo, чем. обеспечивается подача з.аготовок на приводной рольганг для непрерывной работы обкатной машины. 15 Фиг. 5 16
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
