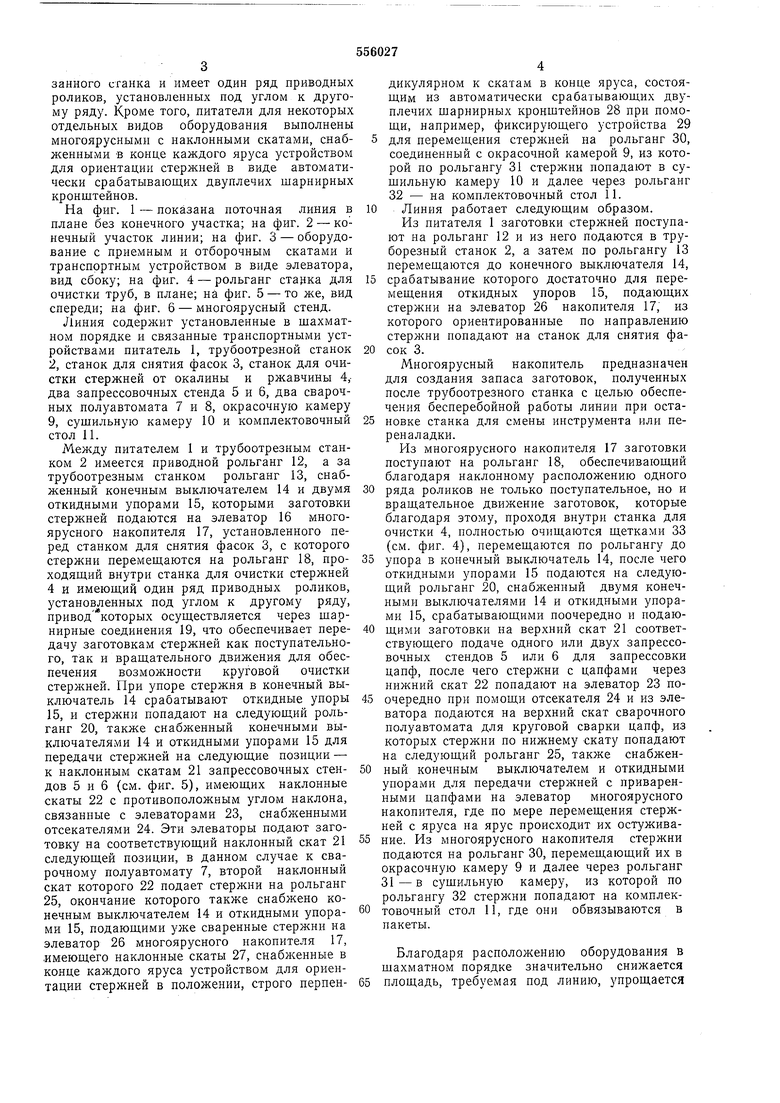
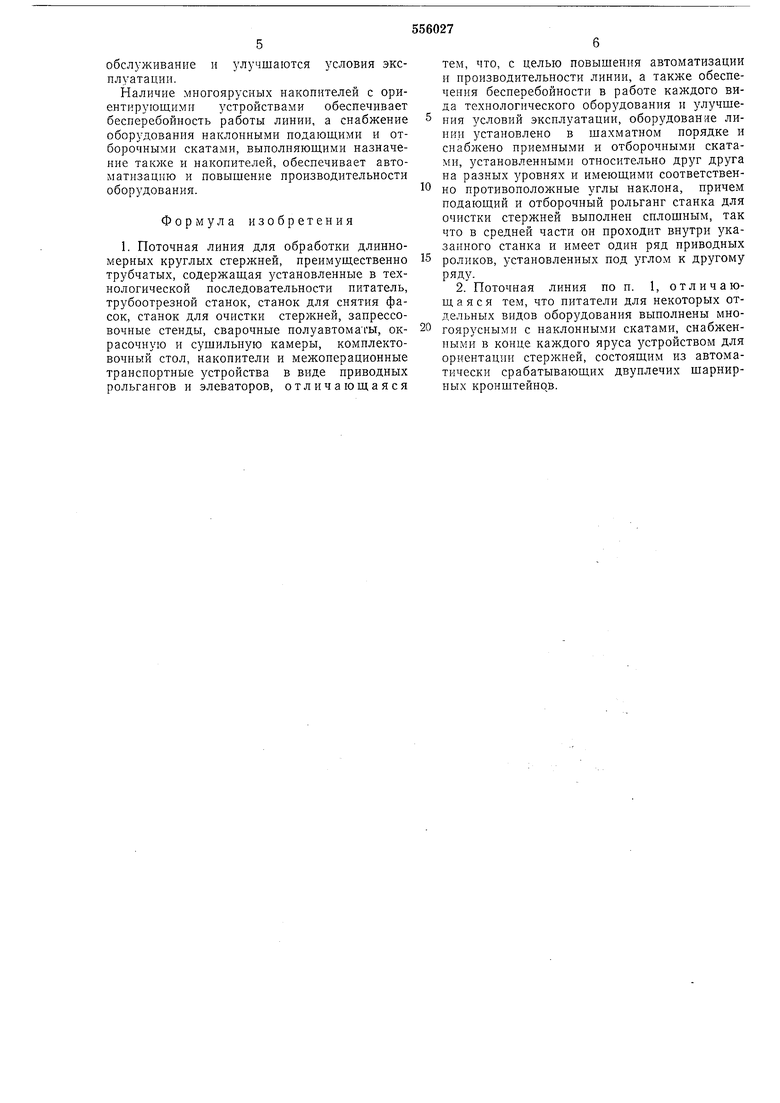
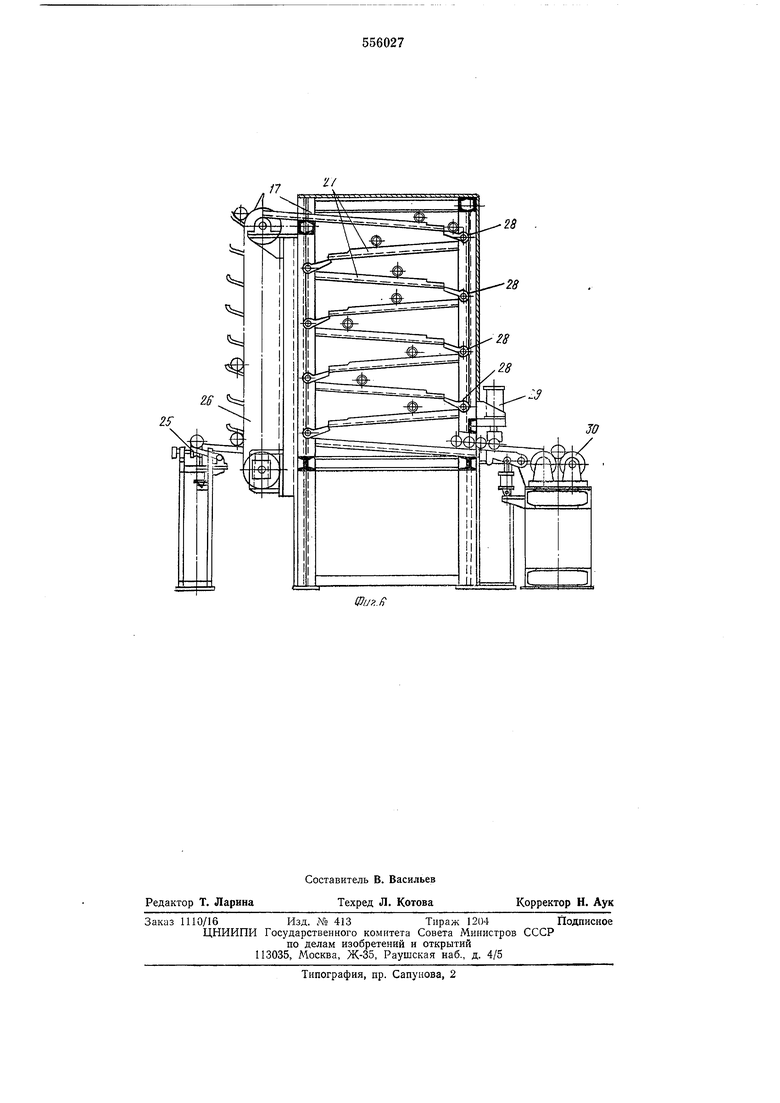
(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ КРУГЛЫХ СТЕРЖНЕЙ ДЛИННОМЕРНЫХ занного станка и имеет один ряд приводных роликов, установленных под углом к другому ряду. Кроме того, питатели для некоторых отдельных видов оборудования выполнены многоярусными с наклонными скатами, снабженными в конце каждого яруса устройством для ориентации стержней в виде автоматически срабатывающих двуплечих шарнирных кронштейнов. На фиг. 1 - показана поточная линия в плане без конечного участка; на фиг. 2 - копечный участок линии; на фиг. 3 - оборудование с приемным и отборочным скатами и транспортным устройством в виде элеватора, вид сбоку; на фиг. 4 - рольганг старка для очистки труб, в плане; на фиг. 5 - то же, вид спереди; на фиг. 6 - многоярусный стенд. Линия содержит установленные в шахматном порядке и связанные транспортными устройствами питатель 1, трубоотрезной станок 2, станок для снятия фасок 3, станок для очистки стержней от окалины и ржавчины 4,два запрессовочных стенда 5 и 6, два сварочных полуавтомата 7 и 8, окрасочную камеру 9, сушильную камеру 10 и комплектовочный стол 11. Меледу питателем 1 и трубоотрезным станком 2 имеется приводной рольганг 12, а за трубоотрезным станком рольганг 13, снабженный конечным выключателем 14 и двумя откидными упорами 15, которыми заготовки стержней подаются на элеватор 16 многоярусного накопителя 17, установленного перед станком для снятия фасок 3, с которого стержни перемеш,аются на рольганг 18, проходяш,ий внутри станка для очистки стержней 4 и имеющий один ряд приводных роликов, установленных под углом к другому ряду, приводкоторых осуществляется через шарнирные соединения 19, что обеспечивает передачу заготовкам стержней как поступательного, так и вращательного движения для обеспечения возможности круговой очистки стержней. При упоре стержня в конечный выключатель 14 срабатывают откидные упоры 15, и стержни попадают на следующий рольганг 20, также снабженный конечными выключателями 14 и откидными упорами 15 для передачи стержней на следующие позиции - к наклонным скатам 21 запрессовочных стендов 5 и 6 (см. фиг. 5), имеющих наклонные скаты 22 с противоположным углом наклона, связанные с элеваторами 23, снабженными отсекателями 24. Эти элеваторы подают заготовку на соответствующий наклонный скат 21 следующей позиции, в данном случае к сварочному полуавтомату 7, второй наклонный скат которого 22 подает стержни на рольганг 25, окончание которого также снабжено конечным выключателем 14 и откидными упорами 15, подающими уже сваренные стержни на элеватор 26 многоярусного накопителя 17, .имеющего наклонные скаты 27, снабженные в конце каждого яруса устройством для ориентации стержней в положении, строго перпендикулярном к ската.м в конце яруса, состоящим из автоматически срабатывающих двуплечих шарнирных кронштейнов 28 при помощи, например, фиксирующего устройства 29 для перемещения стерлшей на рольганг 30, соединенный с окрасочной камерой 9, из которой по рольгангу 31 стержни попадают в сущильную камеру 10 и далее через рольганг 32 - на комплектовочный стол 11. Линия работает следующим образом. Из питателя 1 заготовки стержней поступают на рольганг 12 и из него подаются в труборезный станок 2, а затем по рольгангу 13 перемещаются до конечного выключателя 14, срабатывание которого достаточно для перемещения откидных упоров 15, подающих стержни на элеватор 26 накопителя 17, из которого ориентированные по направлению стерл ни попадают на станок для снятия фасок 3. Многоярусный накопитель предназначен для создания запаса заготовок, полученных после трубоотрезного станка с целью обеспечения бесперебойной работы линии при остановке станка для смены инструмента или переналадки. Из многоярусного накопителя 17 заготовки поступают на рольганг 18, обеспечивающий благодаря наклонному расположению одного ряда роликов не только поступательное, но и вращательное движение заготовок, которые благодаря этому, проходя внутри станка для очистки 4, полностью очищаются щетками 33 (см. фиг. 4), перемещаются по рольгангу до упора в конечный выключатель 14, после чего откидными упорами 15 подаются на следующий рольганг 20, снабженный двумя конечными выключателями 14 и откидными упорами 15, срабатывающими поочередно и подающими заготовки на верхний скат 21 соответствующего подаче одного или двух запрессовочных стендов 5 или 6 для запрессовки цапф, после чего стержни с цапфами через нижний скат 22 попадают на элеватор 23 поочередно при помощи отсекателя 24 и из элеватора подаются на верхний скат сварочного полуавтомата для круговой сварки цапф, из которых стержни по нижнему скату попадают а следующий рольганг 25, также снабженный конечным выключателем и откидными порами для передачи стержней с привареными цапфами на элеватор многоярусного акопителя, где по мере перемещения стержей с яруса на ярус происходит их остуживаие. Из многоярусного накопителя стержни одаются на рольганг 30, перемещающий их в красочную камеру 9 и далее через рольганг 1-в сущильную камеру, из которой по ольгангу 32 стерл ни попадают на комплековочный стол И, где они обвязываются в акеты. Благодаря расположению оборудования в ахматном порядке значительно снижается лощадь, требуемая под линию, упрощается
обслуживание и улучшаются условия эксплуатации.
Наличие многоярусных накопителей с ориентирующими устройствами обеспечивает бесперебойность работы линии, а снабжение оборудования наклонными подающими и отборочными скатами, выполняющими назначение также и накопителей, обеспечивает автоматизацию и повышение производительности оборудования.
Формула изобретения
1. Поточная линия для обработки длинномерных круглых стержней, преимущественно трубчатых, содержащая установленные в технологической последовательности питатель, трубоотрезной станок, станок для снятия фасок, станок для очистки стержней, запрессовочные стенды, сварочные полуавтомачы, окрасочную и сущильную камеры, комплектовочный стол, накопители и межоперационные транспортные устройства в виде приводных рольгангов и элеваторов, отличающаяся
тем, что, с целью повышения автоматизации и производительности линии, а также обеспечения бесперебойности в работе каждого вида технологического оборудования и улучщения условий эксплуатации, оборудованное линии установлено в шахматном порядке и снабжено приемными и отборочными скатами, установленными относительно друг друга на разных уровнях и имеющими соответственно противоположные углы наклона, причем подающий и отборочный рольганг станка для очистки стержней выполнен сплошным, так что в средней части он проходит внутри указанного станка и имеет один ряд приводных
роликов, установленных под углом к другому ряду.
2. Поточная линия по п. 1, отличающаяся тем, что питатели для некоторых отдельных видов оборудования выполнены многоярусными с наклонными скатами, снабженными в конце каждого яруса устройством для ориентации стержней, состоящим из автоматически срабатывающих двуплечих шарнирных кронштейно в.
/Й-/г.;
1f
3I -/у
JX
ю
(fiuz.z
-м
-7
:У
Ln (tL г,U
/
г/г.с/
.Ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для окончательной обработки и комплектации пакетов лифтовых направляющих | 1971 |
|
SU450751A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Автоматическая линия для изготовления трубных плетей | 1977 |
|
SU737169A1 |
| СТЕНД ДЛЯ СБОРКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1990 |
|
SU1748381A1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1985 |
|
SU1355359A2 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Линия технологической обработки щитовых изделий | 1988 |
|
SU1549880A1 |
Фиг. 5
17
28
