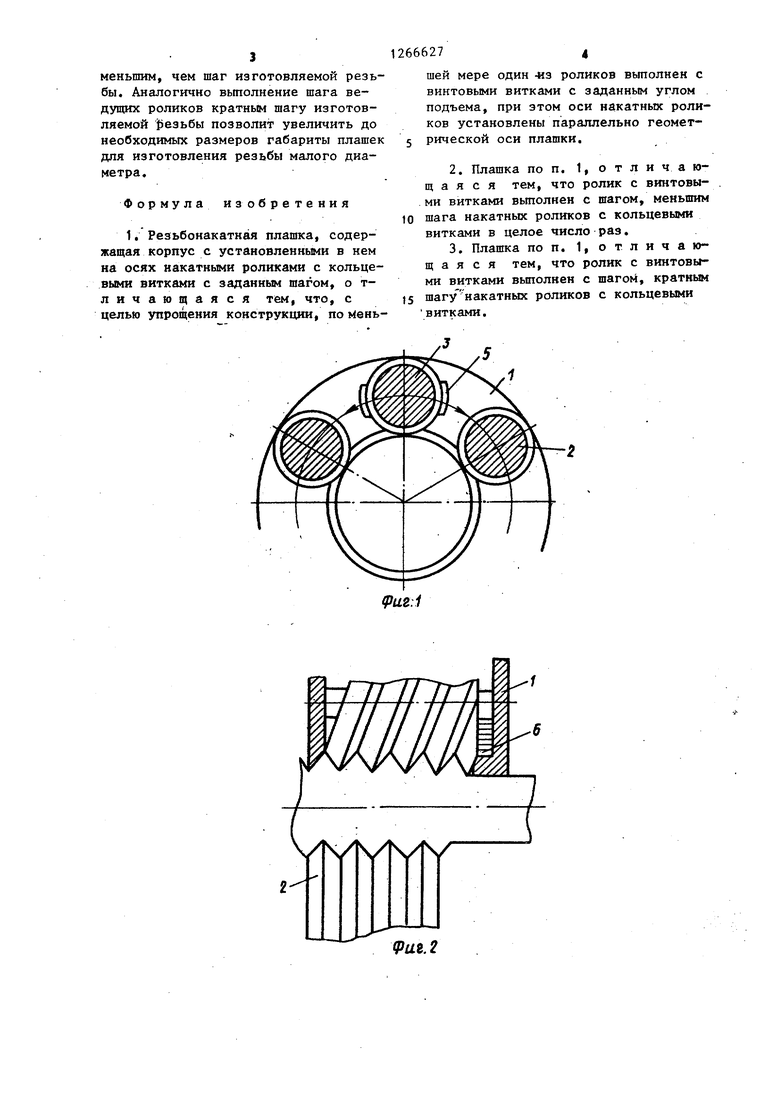
Изобретение относится к металлообработке, а конкретно к инструментам для формирования резьбы методом пластической деформации. Целью изобретения является упрощение конструкции плашки. На фиг. 1 показана плашка резьбонакатная, общий вид; на фиг, 2 - схе ма обработки заготовки; на фиг. 3 схема обработки заготовки роликом с винтовыми витками, шаг которых меньше шага роликов с кольцевыми вит ками; на фиг. 4 - схема обработки заготовки роликом с винтовыми витками, шаг которых кратен шагу роликов с кольцевыми витками. Плашка содержит корпус 1, в котором установлены накатные ролики 2 с кольцевыми витками. Ролики 2 размещены равномерно по окружности и смещены друг относительно друга в осевом направлении на величину, составляющую 1/2 шага резьбы, где п число таких роликов. Оси роликов 2 установлены параллельно оси плашки. В корпусе 1 плашки установлены также ролики 3 с винтовыми витками, шаг которых совпадает с заданным шагом резьбы на заготовке Д„ В месте установки роликов 3 в корпусе 1 выполнены канавка 5 и зазор 6, которые обеспечивают возможность ограниченного осевого и окружного переме щения роликов 3. Угол наклона резьбы роликов 3 совпадает с углом нав:лона формируемой резьбы. При изготовлении резьбы на/заготовке 4 ролики 2 формируют резьбу методом пластической деформации. Подача заготовки осуществляется роликами 3 с винтовыми витками, которы также участвуют в формировании резьб на заготовке. Размещение роликов 3 с возможностью ограниченного окружного перемещения в канавке 5 и осевого перемеще ния в пределах зазора 6 обеспечивает самоустановку рабочих участков ведущих роликов 3 по винтовой линии резь бы резьбоформирующих роликов 2, Совладение угла наклона резьбы ведущих роликов 3 с углом наклона изготовляемой резьбы обеспечивает точность |подачи заголовки и точное формирование резьбы. Ведущие ролики 3 могут быть вьтол нены с шагом, которьй в целое число раз меньше, чем шаг резьбоформ1фующи роликов 2. В таком варианте конструк 27 ведущие ролики 3 контактируют с формируемой резьбой не двумя стоонами бокового профиля каждого из витков резьбы, а через число витков, равное отношению шага формируемой резьбы к шагу резьбы ведущего ролика. Например, если шаг резьбы ведущего ролика выполнен в два. раза меньшим шага изготовляемой резьбы, с изготовляемой резьбой контактирует левая сторона бокового профиля одного из витков резьбы ведущего ролика и правая сторона бокового профиля соседнего с ним витка резьбы. При формировании резьбы такой плашкой ведущие ролики 3 в окончательном формировании резьбы на заготовке 4 не участвуют, обеспечивая только подачу заготовки. Так как угол подъема резьбы ведущих роликов 3 равен углу подъема изготовляемой резьбы, подача заготовки осуществляется, в точном соответствии с шагом изготовляемой резьбы. Резьба полностью формируется роликами 2 с кольцевыми витками. Ролики 3 могут быть вьтолнены с шагом, кратным шагу резьбы роликов 2, В таком варианте конструкции с изготовляемой резьбой контактируют головки резьбы ведущих роликов 3. Точность подачи обеспечивается совпадением угла наклона изготовляемой резьбы и резьбы ведущих роликов. 3. Формирование резьбы на заготовке осуществляется как роликами 2, так и ведзта1ими роликами 3. Согласно изобретению упростить конструкцию плашек, снабженных резьбоформирующими роликамми с кольцевой нарезкой, можно за счет исключения необходимости установки осей зтих роликов под углом к оси плашки. В сравнении с плашками, снабженными роликами с винтовой резьбой, упрощение конструкции достигается за счет возможности вьтолнения на ведущих роликах предлагаемой плашки однозаходной резьбы. Применение предлагаемой плашки позволит также унифицировать наружный диаметр плашек, предназначенных для формирования резьбы разного диаметра. Например, габариты плашек для формирования резьбы большого диаметра могут быть -уменьшены вследствие того, что диаметр ведущих роликов уменьшается во столько же раз, во сколько шаг их резьбы выполнен меньшим, чем шаг изготовляемой резьбы. Аналогично выполнение шага ведущих роликов кратным шагу изготовляемой Лзезьбы позволит увеличить до необходимых размеров габариты плашек для изготовления резьбы малого диаметра.
Формула изобретения
1, Резьбонакатная плашка, содержащая корпус с установленными в нем на осях накатными роликами с кольцевыми витками с заданным шагом, о тличающаяся тем, что, с целью упрощения конструкции, по йеньшей мере один -из роликов выполнен с винтовыми витками с заданным углом подъема, при этом оси накатных роликов установлены параллельно геометрической оси плашки.
2.Плашка по п. 1, отличающаяся тем, что ролик с винтовыми витками вьтолнен с шагом, меньшим шага накатных роликов с кольцевыми витками в целое число раз.
3.Плашка по п. 1, отличающаяся тем, что ролик с винтовыми витками выполнен с шагом, кратным шагу накатных роликов с кольцевыми
витками.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА С ПЛОСКИМИ ПЛАШКАМИ ДЛЯ ОБРАБОТКИ ПРЕДЕЛЬНО МЕЛКОРАЗМЕРНЫХ РЕЗЬБ (ВАРИАНТЫ) | 1995 |
|
RU2087237C1 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| Плашка | 1983 |
|
SU1158316A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| Способ формирования резьб | 1988 |
|
SU1572733A1 |
| Резьбонакатная регулируемая плашка | 1982 |
|
SU1094658A1 |
| Резьбонакатная головка | 1982 |
|
SU1058697A1 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |

Изобретение относится к металлообработке, а именно к инструментам для формирования резьбы методом пластической деформации. Целью изобретения является упрощение конструкции плашки. Резьбонакатная плашка (РП) содержит накатные ролики с кольцевыми витками, установленные в корпусе на осях, расположенных параллельно геометрической оси РП, РП снабжена по меньшей мере одним роликом с винтовыми витками с заданным углом подъема резьбы и с шагом, кратным или меньшим в целое число раз шага роликов с кольцевыми витками. 2 з.п. ф-лы, 4 ил. с «
ч 5
Риг А
| Султанов Т.А | |||
| Резьбонакатные головки | |||
| М.: Машиностроение, 1966. |
