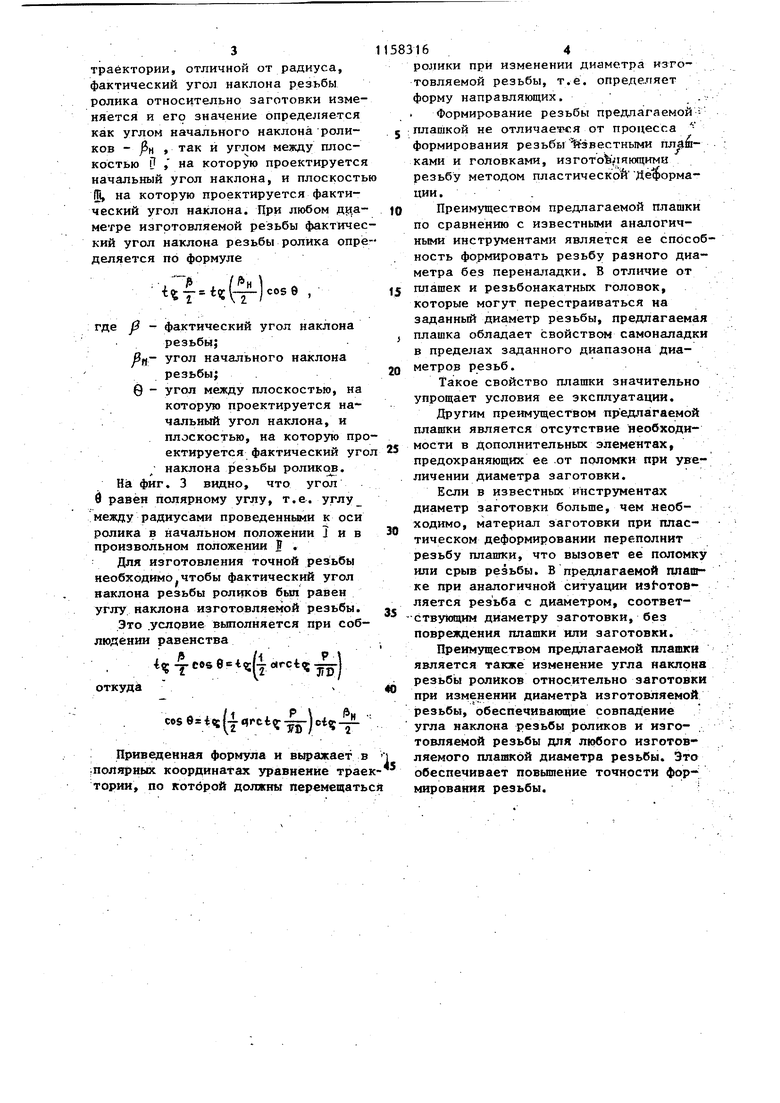
1 Изобретейне относится к металлообработке, а конкретно к инструментам для формирования резьбы методом пластической деформации. Цель изобретения - упрощение эксплуатации, а также повьпиение точности формируемой резьбы. Указанная цель достигается тем, что для упрощения эксплуатации плашк снабжена двумя шайбами и пружиной, причем шайбы установлены с возможностью осевого перемещения одна относительно ДРУГой, а по крайней мере на одной из шайб выполнена коническая поверхность, контактирующая с роликами, образукицая которой составляет с перпендикуляром к оси плашки угол, превьш1ающий угол самоторможения . Плашка снабжена связанными с осями роликов поперечными направляющими криволинейной формы, определяемой уравнением р / cos е t(s( ) c. где 0 - полярный угол; D - средний диаметр резьбы; н угол начального наклона резьбы роликов; Р - шаг резьбы роликов. На фиг. 1 показана плашка, общий вид; . 2 - то же, вид СТорца; н фиг. 3 - схема изменения фактическог угла наклона роликов. Плащка содержит корпус 1, в котором установлена шайба 2 с внутренней конической поверхностью 3, контактирукмцей с фаской 4 формирующего резьб ролика 5 с кольцевой резьбой.. Ролик установлен на цапфе 6 в направляющем пазу 7, выполненном в шАйбе 8. Оси роликов развернуты на угол н - уго наклона резьбы. Образующая конической поверхности наклонейа относительно перпендикуляр к оси плашки на угол, превьш1ающий угол самоторможения. Шайба 8 установ лема с возможностью осевого перемеще ния и контактирует с пружиной 9. Фас ка 4 ролика 5 при этом контактирует конической поверхностью 3. Направляющий паз имеет криволиней ную форму, определяемую по формуле , /5н 8:( ct -yгдё в - поляррьл) угол; 16 D - средний диаметр изготовля-, емой резьбы; РН угол начального наклона резьбы роликов; Р - шаг резьбы. Между шайбой 2 и корпусом 1 размещен вкладыш 10, являющийся подшипником. Натяжение пружины регулируется гайкой 11. В исходном положении пружина,9, воздействуя на шайбу 8, перемещает ее к шайбе 2. При этом фаска 4 ролика 5 скользит по конической поверхности 3, что приводит к размещению роликов в ближайшем к оси плашки положении. Угол наклона оси роликов равен установочному углу В этом положении плашка накатывает резьбу минимального диаметра. При вводе в плашку заготовки с диаметром, превьппающим минимальный расчетный диаметр, заготовка смещает ролик 5 в радиальном направлении. При этом фаска 4 ролика 5 перемещается по конической поверхности 3, что приводит к осевому перемещению ролика 5 и связанной с его цапфой 6 и шайбой 8, которая сжимает пружину 9. Пос- ; лёдняя выбирается так, чтобы усилие ее воздействия на шайбу 8 обеспечивало радиальную силу прижатия роликов 5 к заготовке, достаточную для формирования резьбы. Вращение роликов 5 вместе с шайбой 2 происходит во вкладыше 10. С увеличением диаметра заготовки ролики 5 раздвигаются, что увеличивает сжатие пружины 9. Такое увеличение необходимо, так как при увеличении диаметра заготовки : увеличива- ; ётся площадка контакта ролика с заготовкой, а следовательно, и усилие формирования резьбы. При заданном шаге резьбы увеличение ее диаметра связано с уменьшением угла Подъема резьбы по формуле 4-f- 4;(f о ггде /3 - угол подъема изготовляемой резьбы; D- средний диаметр резьбы; р- шаг резьбы. Так как при перемещении ролика f по конической поверхности 3 ролик перемещается плоскопараллельно по траектории, отличной от радиуса, фактический угол наклона резьбы ролика относительно заготовки изменяется и его значение определяется как углом начального наклона роликов - РН так и углом между плоскостью Р , на которую проектируется начальный угол наклона, и плоскость ГО, на которую проектируется фактический угол наклона. При любом щаметре изготовляемой резьбы фактичес кий угол наклона резьбы ролика опре деляется по формуле ()соее, где у - фактический угол наклона резьбы; Bff- угол начального наклона резьбы; 0 - угол между плоскостью, на которую проектируется начальный угол наклона, и плоскостью, на которую про ектируется фактический уго наклона резьбы роликов. На фиг. 3 видно, что угол ё равен полярному углу, т.е. углу между радиусами проведенными к оси ролика в начальном положении J и в произвольном положении I . Для изготовления точной рез:ьбы необходимо чтобы фактический угол наклона резьбы роликов был равен углу наклона изготовляемой резьбы. Это .условие выполняется при соблюдении равенства i cose is: loirct,| откуда COS ()ci5 Приведенная формула и выражает в :.полярных координатах уравнение трае тории, по которой должны перемещать 164 ролики при изменении диаметра изготовляемой резьбы, т.е. определяет форму направляющих. . Формирование резьбы предлагаемой плашкой не отличаечгся от процесса формирования резьбы вестными плашками и головками, изгото11;1Я Щ и резьбу методом пластической Деформации. . Преимуществом предлагаемой плашки по сравнению с известными аналогичными инструментами является ее способность формировать резьбу разного диаметра без переналадки. В отличие от плашек и резьбонакатных головок, которые могут перестраиваться на заданный диа,метр резьбы, предлагаемая плашка обладает свойстве самонападки в пределах заданного диапазона диаметров резьб. Такое свойство плашки значительно упрощает условия ее эксплуатации. Другим преимуществом предлагаемой плашки является отсутствие необходимости в дополнительных элементах, предохраняющих ее от поломки при увеличении диаметра заготовки. Если в известных инструментах диаметр заготовки больше, чем иеобходимо, материал заготовки при пластическом деформировании переполнит резьбу плашки, что вызовет ее поломку или срыв резьбы. В предлагаемой плашке при аналогичной ситуации HshoTOBляется резьба с диаметром, соответствующим диаметру заготовки, без повреждения плашки или заготовки. Преимуществом предлагаемой плашки является также изменение угла наклона резьбы роликов относительно заготовки при изменении диаметр изготовляемой резьбы, обеспечиваю11(ие совпадение угла наклона резьбы роликов и изготовляемой резьбы для любого изготовляемого плашкой диаметра резьбы. Это обеспечивает повьш1ение точности формирования резьбы.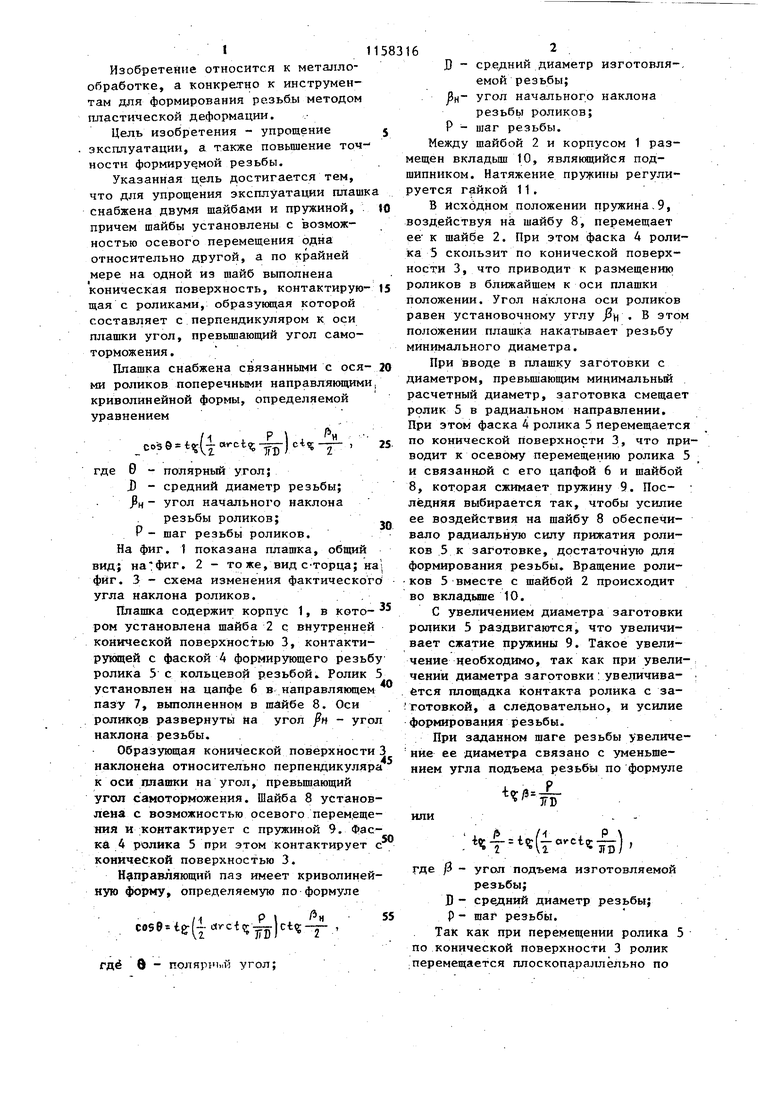
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная плашка | 1984 |
|
SU1266627A1 |
| Плашка для нарезания резьбы с переменным наружным диаметром | 1985 |
|
SU1368108A1 |
| Преформатор к канатовьющей машине | 1990 |
|
SU1784698A1 |
| ДИСКОВЫЙ ОДНОНИТОЧНЫЙ КРУГ ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2170655C1 |
| СБОРНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2229964C2 |
| Резьбоформирующая головка | 1983 |
|
SU1103968A1 |
| Устройство для накатывания резьбы | 1983 |
|
SU1166873A1 |
| АВТОМАТИЧЕСКИЙ РЕГУЛЯТОР ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2016 |
|
RU2650337C1 |
| ПРОГОНОЧНАЯ РЕЗЬБОНАКАТНАЯ ПЛАШКА ДЛЯ ЭКСПЕДИЦИОННЫХ УСЛОВИЙ | 1998 |
|
RU2143331C1 |
| Плашка | 1983 |
|
SU1106601A1 |

1. ПЛАШКА, содержащая корпус и резьбодеформирующие ролики, установленные с возможностью измене ния радиального положения, отличающаяся тем, что, с целью улучшения условий эксплуатации за счет исключения необходимости перестройки на заданный диаметр, она снабжена двумя шайбами и пружиной, причем шайбы установлены с возможностью осевого перемещения одна относительно другой,, а по край:ней мере на одной из шайб выполнена коническая поверхность, контактирэш)щая с роликами, образукяцая которой составляет с перпендикуляром к оси плашки угол, превышающий угрл самоторможения. 2. Плашка по п. 1,.о т л и ч аю щ а я с я тем, что, с целью повьшгения точности изготовления резьбы, она снабжена связанными с осями роликов поперечными направляющими криволинейной формы, определяемой уравнением -..- ; COS (-2-orctg-) ct J где. 0 - полярный уголJ D - средний диаметр резьбы; н - угол наклона резьбы роликов; Р - шаг резьбы роликов.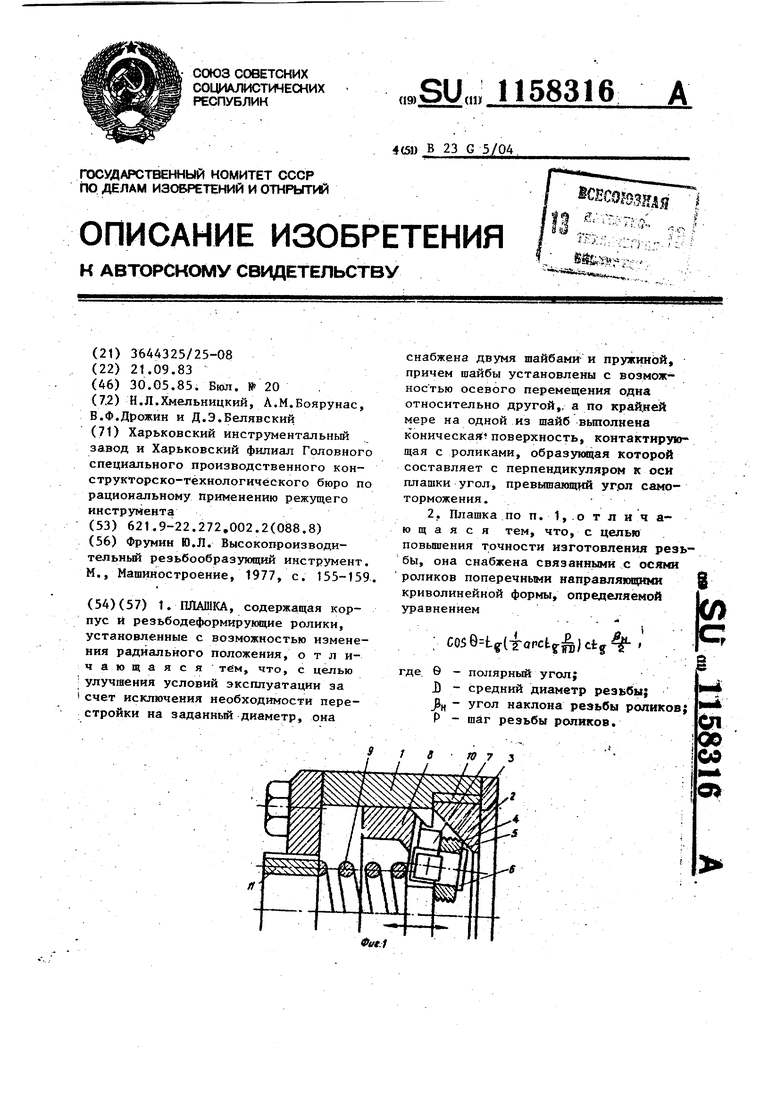
| Фрумин Ю.Л | |||
| Высокопроизводительный резьбообразующий инструмент М., Машиностроение, 1977, с | |||
| Канатное устройство для подъема и перемещения сыпучих и раздробленных тел | 1923 |
|
SU155A1 |
