1С
Од
Од Од 00 I1 Изобретение относится к обработке металлов цавп&ни&м, может быть использовано при производстве плоских колец с тонким полотном и является дополнительным к основному авт„ св. № 1146126. Цель изобретения - повьшение качества получаемых деталей и экономия металла за счет увеличения предельно допустимых степеней деформации. На фиг. 1 показана начальная стадия обработки; на фиг. 2 - промежуточная стадия; на фиг. 3 - конечная стадия. Способ осуществляется следующим образом. t Заготовку 1 устанавливают в матри цу 2 на торец прошивного пуансона 3. Между пуансоном 3 и матрицей 2 расположено подпорное кольцо 4. Торцы пуансона 3 и 5 спрофилированы на конус с углом при вершине 168-174 . После обкатьшания заготовки 1 на 1020% по высоте на пуансон 3 подается усилие Р от выталкивателя. На началь- 25 ким
ной стадии обработки пуансон 3 остается неподвижным в осевом направле НИИ, так как контактные давления со стороны пуансона 5 выше давлений, создаваемых пуансоном 3.
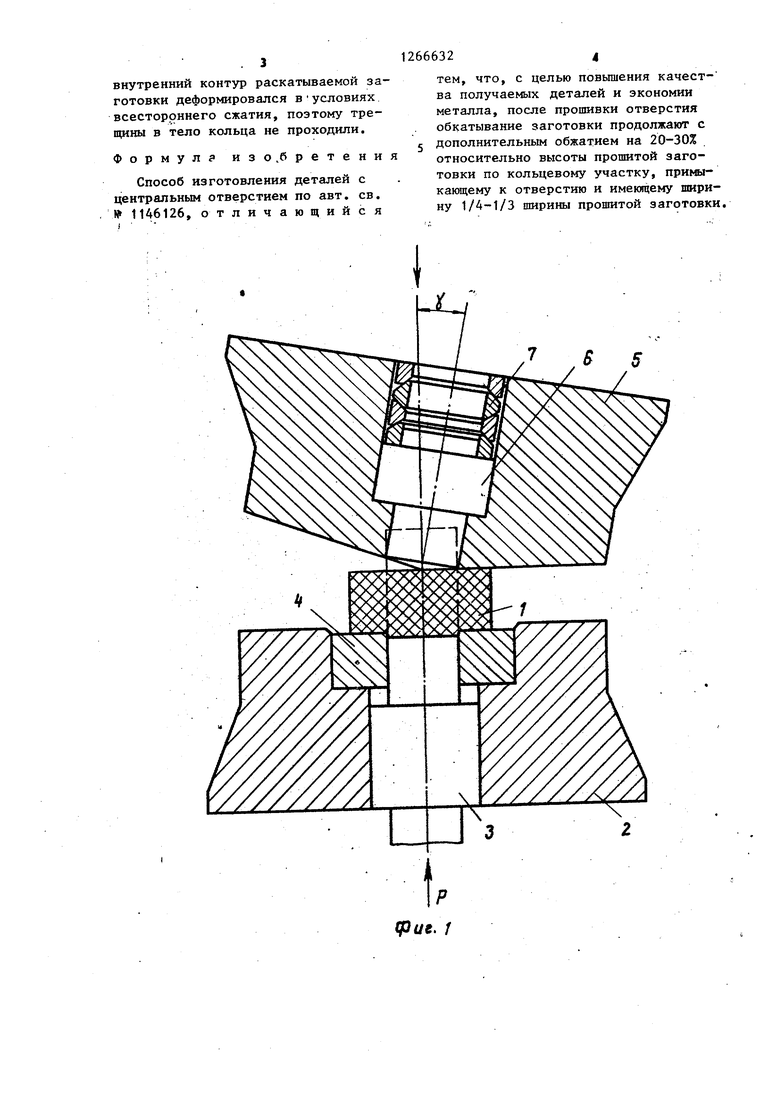
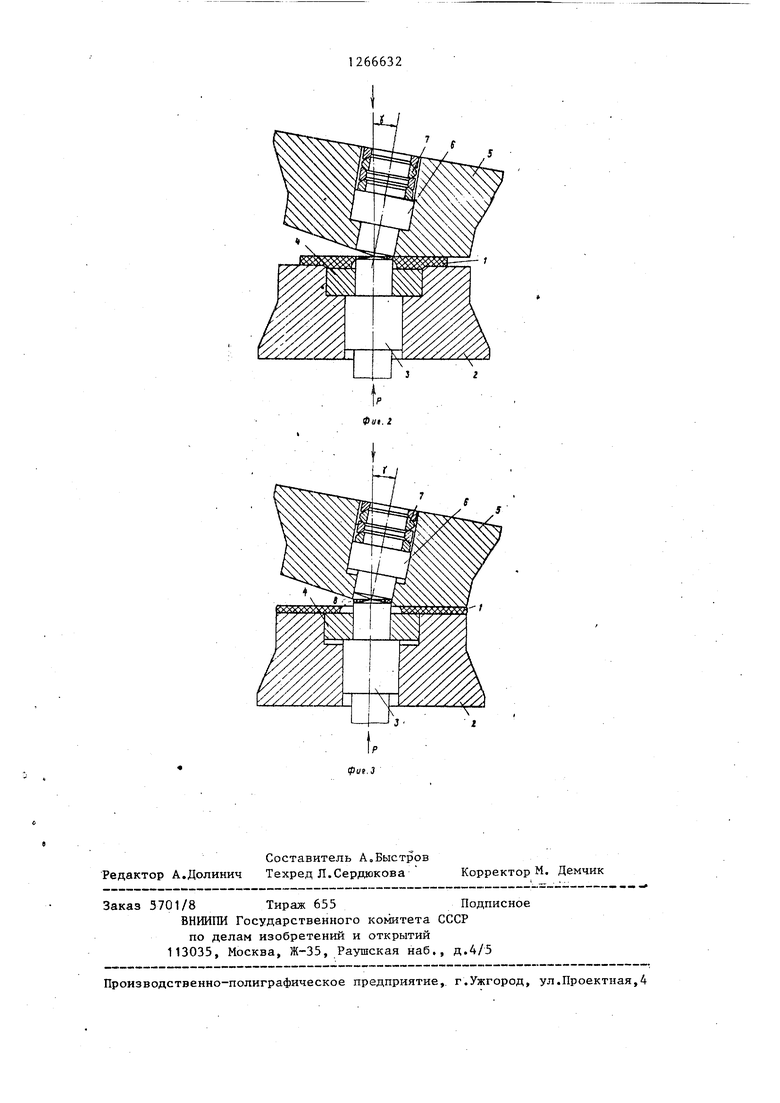
На промежуточной стадии (50-60% деформации по высоте) в центре заготовки появляются дополнительные напряжения растяжения, снижающие урощень давлений со стороны пуансона. Давления на заготовку со стороны пуансона 3 становятся выше давлений со стороны пуансона 5, поэтоку пуансон 3 движется навстречу пуансону, выдавливая металл из центра в тело кольца. Прошивка заканчивается,когда вершины пуансонов смыкаются с образованием увеличивакщейся сквозной полости в заготовке.
Для предотвращения перехода трещин в тело кольца при разрыве тонкой перемычки обкатывание заготовки на конечной стадии производится с дополнительным обжатием внутреннего контура кольца с помощыо подпорного кольца 4, которое приподнимается вверх под действием прошивного пуансона, взаи)я6действующего с кольцом с помощью бурта. За счет дополнительного подпора по участку, примыкающему к отверстию, напряжения растяжения не превышают предела текучести материала заготовки, поэтому
ширину раскатываемой заготовки на участке, примыкающем к отверстию на .величину 4-1/3 ишрины прошитой заготовки.
Пример. Способ опробован на установке торцовой раскатки усилием 100 тс при угле наклона инструмента 5°, усилие выталкивателя 30 тс, ско- рости вращения инструмента п 60 об/мин и рабочей скорости пода чи пуансона 2 мм/с. Диаметр прошивного пуансона был равен 40 мм, исходные размеры стальных заготовок
0 40 80 мм. Температура заготовок перед раскаткой 1200°С. Усилие от выталкивателя на прошивном пуансоне . было подано после деформации заготовки Япо высоте на 20%, однако я остался непод-зижным в осевом направ лении до степени деформации 50-60%. При этой степени деформации появившиеся в центре заготовки дополнительные напряжения растяжения снизили контактные давления со стороны прошивного пуансона. При этом прошивной пуансон двинулся навстречу пуансону, формируя конусное отверстие.После смыкания вершин пуансонов прошивной пуансон сместил подпружиненный центр пуансона, вырезав пленку со сквозной полостью и приподняв подпорное кольцо. При дополнительном обжатии со стороны подпорного кольца 32 трещины не переходят из перег ычки в тело кольца. При этом пуансон 3 , утапливает подвижный центр 6,.установленньш на упругом элементе, например на пружинах трений 7. Тонкая перемычка 8 со сквозной полостью вырезается при взаимодействии подвижного центра 6 и пуансона 3. Дальнейшее обкатывание происходит с увеличением образованного отверстия. Для обеспечения возможности дополнительного обжатия с помощью кольца 4 последнее устанавливают ниже торцг матрицы таким образом, чтобы высота выступа, образовавшегося на предыдущих стадиях, быпа равна 20-30% высоты прошитой заготовки. (При высоте выступа менее 20% конечной высоты заготовки подпорное кольцо 4 может войти в тело раскатываемой заготовки, а при высоте выступа более 30% указанный выступ полностью не вьшодится). Диаметр подпорного кольца назначают таобразом, чтобы оно перекрывало
внутренний контур раскатываемой заготовки деформировался вусловиях всестороннего сжатия, поэтому трещины в тело кольца не проходили.
Формул изо.бретени
Способ изготовления деталей с центральным отверстием по авт. св. 1146126, отличающийся
тем, что, с целью повышения качества получаемых деталей и экономии металла, после прошивки отверстия обкатывание заготовки продолжают с дополнительным обжатием на 20-30% относительно высоты прошитой заготовки по кольцевому участку, примыкающему к отверстию и имекицему ширину 1/4-1/3 пшрины прошитой заготовки.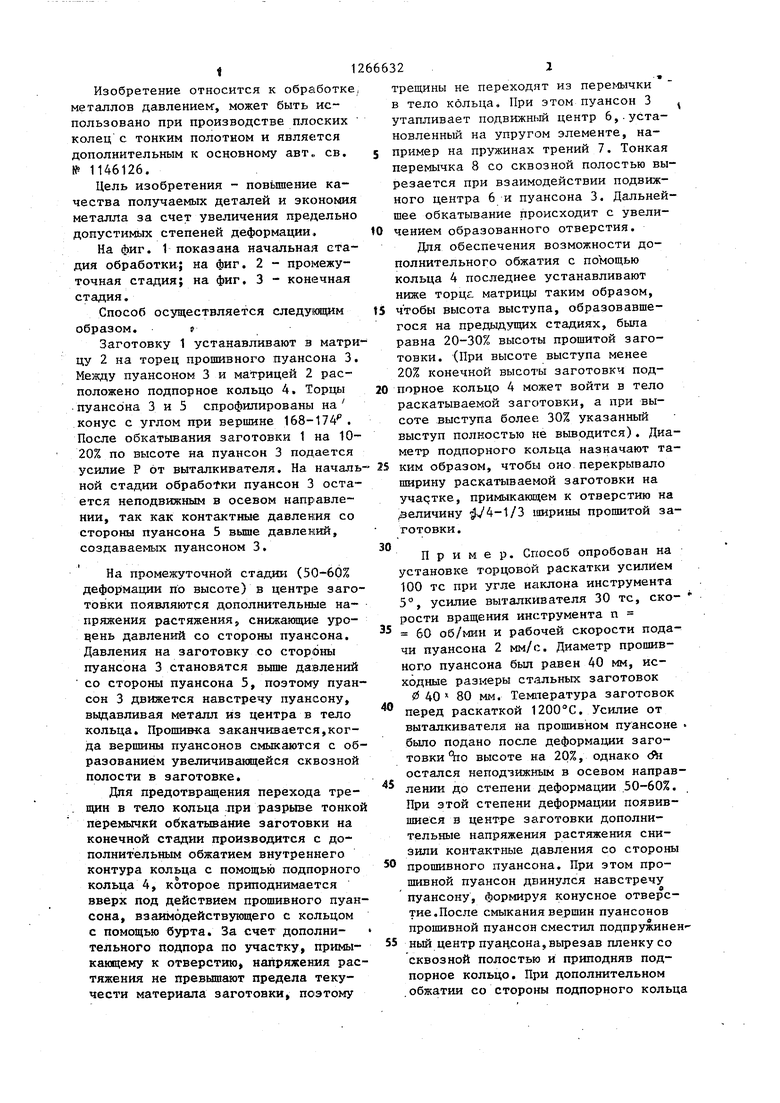
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей с центральным отверстием | 1982 |
|
SU1146126A1 |
| Способ изготовления деталей с центральным отверстием | 1991 |
|
SU1803234A1 |
| СПОСОБ ТОРЦЕВОЙ РАСКАТКИ ПЛОСКИХ КОЛЕЦ | 1992 |
|
RU2041000C1 |
| СПОСОБ УПРОЧНЕНИЯ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КОЛЬЦЕВЫХ, ИЗ ХРОМОМАРГАНЦЕВЫХ СТАЛЕЙ | 2012 |
|
RU2542957C2 |
| Технологический инструмент прошивного стана (варианты) | 2018 |
|
RU2705189C1 |
| Способ получения колец | 1989 |
|
SU1660816A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ПОКОВОК | 2011 |
|
RU2475330C1 |
| Способ изготовления топоров | 1982 |
|
SU1080908A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2335372C2 |
Изобретение относится к обработке металлов давле1Й1ем, может быть использовано при производстве плоских колец с тонким полотном и является усовершенствованием изобретения по авт. св. № 1146126, Целью изобретения является повышение качества получаемых деталей и экономия металла. Для достижения поставленной цель после прошивки отверстия обкатывание заготовки продолжают с дополнительным обжатием на 20-30% относительно высоты прошитой заготовки по кольцевому участку, примыкающему к отверстию. Ширину этого участка устанавливают в пределах 1/4-1/3 ширины прошитой заготовки. Проведение процесса указанным образом обеспечивает деформировалие заготовки в условиях всестороннего сжатия, что исключает § проникновение трещин в тело получаемой детали, 3 нл. (Л
| Способ изготовления деталей с центральным отверстием | 1982 |
|
SU1146126A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
