I1 Изобретение относится к обработке металлов давлением и может быть использовано при производстве деталей с центральным отверстием. Известен способ изготовления деталей с центральна отверстием, закшочающийся в обкатывании заготовки по одной из ее торцовых поверхностей и прошивке отверстия путем приложени усилия к заготовке 1 При штамповке по известному спосо бу цилиндрическая заготовка, помещен ная в штамп, прошивается за счет осе вого усилия пресса, а последующее об катывание в сочетании с осевым усилием вызывает пластическую деформацию всего объема заготовки. Такая последовательность требует значитель ных усилий прошивки, что отрицательн влияет на экономичность процесса и сужает его технологические возможности. Целью изобретения является повышение качества получаемых деталей и экономичности процесса. Поставленная цель достигается тем что согласно способу изготовления деталей с центральным отверстием, заключающемуся в обкатывании заготов ки по одной из ее торцовых поверхностей и прошивке отверстия путем I приложения усилия к заготовке, прошивку осуществляют со стороны, проти воположной указанной торцовой поверх ности после осадки заготовки на 1020%. Кроме того, после прошивки отверстия обкатывание заготовки можно про должать . На фиг. 1 показана начальная стадия обработки; на фиг. 2 - промежуточная стадия; на фиг. 3 - конечная стадия. Способ осуществляется следующим образом. Заготовку устанавливают в матрицу 1 , из которой на величину радиуса закругления кромки выступает дополнительный пуансон 2. Торцы дополнительного пуансона 2 и деформирующего наклонного пуансона 3 спрофилированы на конус с углом при вершине 168-174°. После обкатывания заготовки 4 с достижением величины степени деформации на 10-20 по высоте дополнительный пуансон 2, установленньм на выталкивателе (не показан), под 6 действием усилия Р движется навстречу пуансону 3, выдавливая металл из центра в тело кольца. Прошивка заканчивается, когда вершины пуансонов 2 и 3 смыкаются. Дальнейшее обкатывание сопровождается увеличением диаметра прошитого отверстия. Требуемое соотношение наружного и внутреннего диаметров кольца DHOP. / подбирается экспериментально, изменением угла наклона обкатывающего пуаИсона 3. Чем больше угол наклона пуансона 3, тем меньше соотношение р„др. /Df,, . Способ опробован на установке торцовой прокатки усилием 100 тс при угле наклона инструмента 5, усилии выталкивателя 10 тс, скорости враще™ ния инструмента fl 60 об/мин и рабочей скорости подачи обкатывающего пуансона р 2 мм/с. Диаметр дополнительного пуансона равен 40 мм, исходные размеры стальных и свинцовых заготовок - ф60 X 60. Усилие от выталкивателя на дополнительный пуансон подается после деформации заготовки по высоте на 20%, однако пуансон остается неподвижным в осевом направлении до степени деформации 50-60%. В данном случае при этой степени деформации появившиеся в центре заготовки дополнительные напряжения растяжения снижают контактные давления со стороны обкатьгоающего. пуансона до уровня давлений со стороны дополнительного пуансона. При этом дополнительный пуансон движется навстречу обкатывающему, формируя конусное отверстие. Скорость движения дополнительного пуансона выше, чем скорость обкатывающего пуансона, поэтому вершины пуансонов смыкаются при степени деформации 75-80% (дополнительный пуансон останавливается) . При дальнейшей обработке до степени деформации 90% усилие с дополнительного пуансона снимается и он смещается вниз по мере деформации заготовки. Изобретение по сравнению с известным способом позволяет повысить экономичность процесса при реализации его технических возможностей за счет повышения предельно допустимых степеней деформации и появления возможности получения деталей с тонкими полотнами без разрушения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей с центральным отверстием | 1985 |
|
SU1266632A2 |
| Способ изготовления деталей с центральным отверстием | 1991 |
|
SU1803234A1 |
| Способ изготовления топоров | 1982 |
|
SU1080908A1 |
| Способ изготовления кольцевых изделий | 1990 |
|
SU1738466A1 |
| СПОСОБ ТОРЦЕВОЙ РАСКАТКИ ПЛОСКИХ КОЛЕЦ | 1992 |
|
RU2041000C1 |
| Способ изготовления дисков с центральным утолщением и инструмент для его осуществления | 1990 |
|
SU1745394A1 |
| Способ деформирования заготовки | 1974 |
|
SU508321A1 |
| Способ штамповки металлических заготовок | 1986 |
|
SU1430146A1 |
| Способ изготовления изделий с центральной полостью и инструмент для его осуществления | 1986 |
|
SU1433617A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПОДНУТРЕНИЕМ ТИПА "ТРАКТОРНЫЙ КАТОК" | 2014 |
|
RU2574909C2 |

1. СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ, эаклюЧаюпщйся в обкатывании заготовки по одной из ее тЬрцовых поверхностей и прошивке отверстия путем приложения усилия к заготовке, о тличающийся тем, что, с целью повышения качества получаемых деталей и экономичности процесса, прошивку осуществляют со стороны, противоположной указанной торцовой поверхности после осадки заготовки на . 2. Способ по п. 1, отличающий с я тем, что после про1Ш1ВКИ . отверстия обкатывание заготовки продолжают .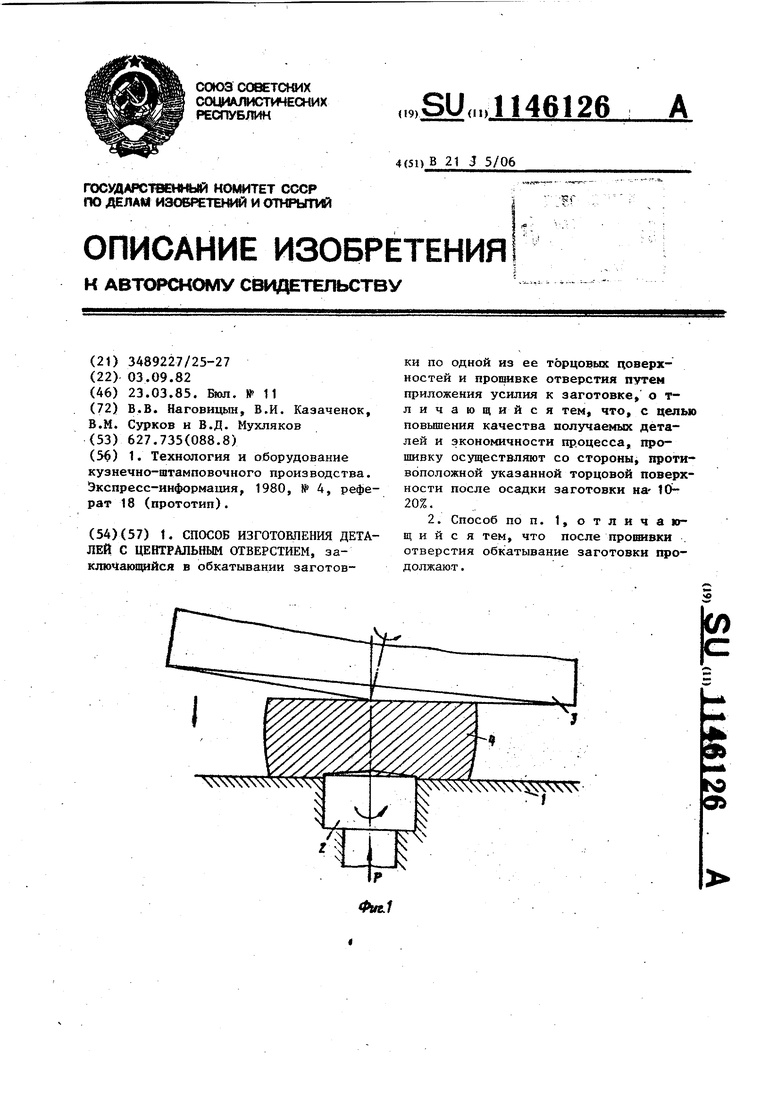
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технология и оборудование кузнечно-штамповочного производства | |||
| Экспресс-информация, 1980, № 4, реферат 18 (прототип). | |||
