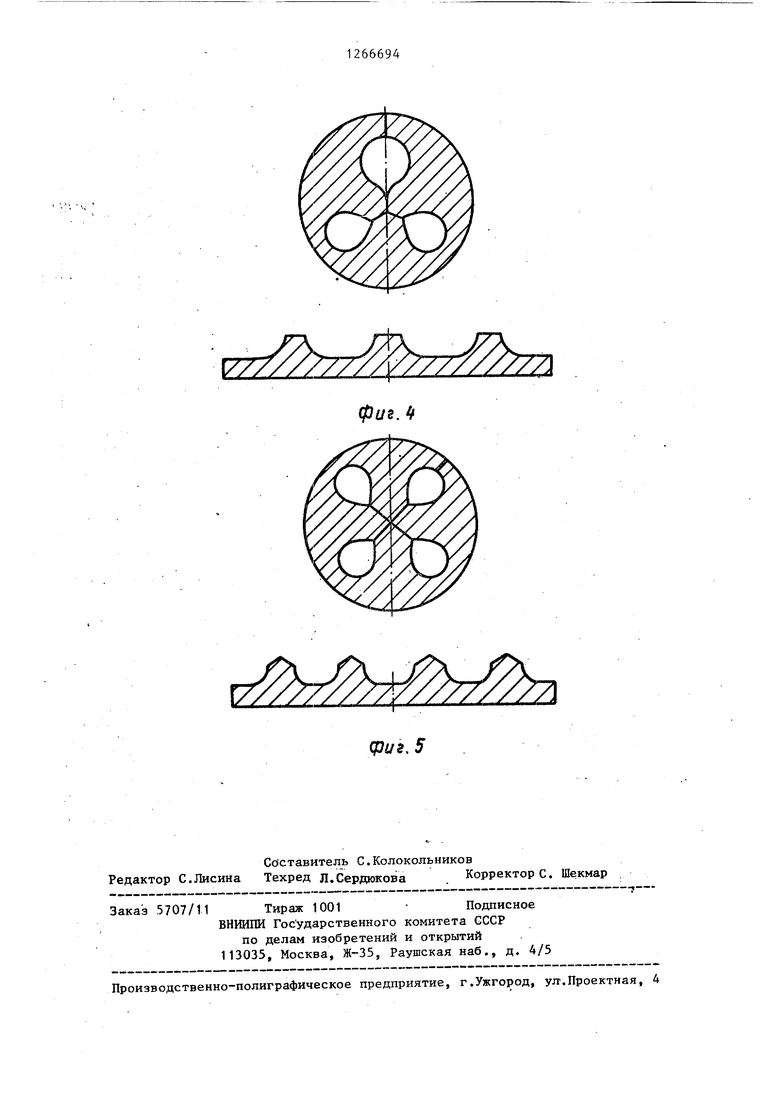
Изобретение относится к сватючном-у производству и может быть использовано при изготовлении сварочных материалов, в частности порошковых проволок. Цель изобретения - повышение качества изготовления сварочной порошковой проволоки путем симметричного армирования центральной части, На фиг. 1, 2 и 3 показана последовательность операций осуществления способа для проволоки с двумя каналами; на фиг. 4 и 5 - возможные вари анты проволок и заготовки к . Способ изготовления порошковой проволоки включает следующие опера,ции: формирование из проволоки катан ки полосы с выстуйами по числу каналов, формирование заготовки в желоб, засыпка его дозированньп 5 количеством шихты, замыкание в профилегибочном устройстве и последующее волочение до размера готовой проволоки. Согласно такому способу формирование заготовки в виде полосы с одинаковыми односторонними выступами осуществляется в -наиболее простом Двухвалковом калибре. Значительное уменьшение неравномерности деформаци при формировании полосовой заготовки из проволоки или катанки круглого ил прямоугольного сечения повышает ресурс ее пластичности, уменьшает коли чество переходов и отжигов при ее из готовлении. Заготовку для проволоки получают меньших размеров и в более узком поле допусков,, что позволяет уменьшить количество переходов при последующем волочении сформированной проволоки. Все это снижает ее себестоимость при обеспечении требуемого качества. Формирование полосовой заготовки с выступами в желоб осуществляют в профилегибочном устройстве. Образование каналов производят изгибанием полосовой заготовки в про филь и-образной формы так5 что между односторонними выступами имеется зазор h, достаточный для засьшки шихты Заполнение каналов шихтой пос.ае формирования и-обр зной полосы заготовк осуществляется в потоке профилегибоч ного устройства с помощью ленточного дозатора. Скорость высыпания шихты из дозатора согласована со скоростью движения и-образной заготовки в профилегибочном устройстве. Этим обеспе чивается заданная дозировка шихты. Для того, чтобы равномерно заполняла каналы сварочной проволоки, и-образный профиль к моменту засыпки формируется как показано на фиг. 2. Расстояние h между выступами должно быть не менее пяти характерных размеров самой крупной фракции шихты. В этом случае обеспечивается полное заполнение каналов шихтой. Такое же требование выполняется.и в случае формирования и-образного профиля из полосы с большим числом выступов. Шихта представляет собой порошковый материал, насыпная масса которого примерно в четыре раза меньше его массы в компактном состоянии. В процессе формирования круглой заготовки в профилегибочном устройстве твердые выступы ленты сближаются и вытесняют порошкообразную в периферийные области. В начальный момент такого сближения шихта из одних каналов частично пересыпается в другие. По мере сближения выступов и уменьшения расстояния между ними процесс такого пересьтания затормаживается. Пересыпание шихты прекращается при сближении выступов на расстояние пяти характерных размеров самой крупной фракции шихты. Дальнейшее сближение выступов происходит путем сжатия шихты в замкнутых каналах. Это сжатие осуществляется уже после закрытия каналов и формирования внешнего шва. В процессе уменьшения сечения проволоки при ее волочении шихта в каналах уменьшает свой объем, а так как при этом происходит одновременно вытяжка проволоки, то шихта имеет возможность к сдвиговой деформации пересыпанию. Все эти процессы способствуют вытес-Нению шихты из области центральной части и уменьшению расстояния между выступами. Кроме того, сближению способствует дефор- .мационное упрочнение металлической ленты, она становится тверже, и при суммарной степени обжатия проволоки 30% шшста в центральной части практически отсутствует.. .Периферийное расположение шихты по отношению к металлической QCHOве обеспечивает лучшую защиту металла от воздействия воздуха, а следовательно, лучшие свойства сварного шва при заданном коэффициенте заполнения проволоки шихтой (он составляет 5-8%) . Любое Гриближение металла
к це-нтру по сравнению с трубчатой конструкцией проволоки способствует улучшению защиты металла от воздушного воздействия. Самый лучший вариант, когда шихта в центре отсутствует и находится вся на периферии (как обычный штучный электрод). Однако реализовать такую конструкцию для сварочной проволоки, применяющейся для механизированной непрерывной сварки, невозможно из-за отсутствия токоподвода,. Поэтому приходится располагать шихту в сечении металлической, токопроводящей основы в ее периферийной области. Небольшое количест во шихты, которое может остаться в шероховатостях выступов, образующих центральную часть, не ухудшает защиты металла, так как доля этой части шихты по сравнению с основной частью составляет пренебрежимо малую часть.
Предлагаемый способ позволяет использовать заготовку для проволоки меньших размеров и в более узком поле допусков, уменьшить количество переходов при последующем волочении. Кроме того, полученная проволока характеризуется более высокими сварочно-технологическими свойствами ввиду симметричного армирования центральной части проволоки металлическими перемычками .
фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления порошковых электродных материалов | 1985 |
|
SU1338995A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 2023 |
|
RU2811878C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ | 1997 |
|
RU2119419C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1993 |
|
RU2053084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1992 |
|
RU2095215C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2002 |
|
RU2218257C1 |
| Способ изготовления отливок для производства стальной сварочной проволоки с флюсовым наполнителем | 1978 |
|
SU685422A1 |
| Способ изготовления сварочной проволоки с наполнителем | 1985 |
|
SU1273226A1 |
| Способ изготовления порошковой проволоки | 1989 |
|
SU1799704A1 |
| ДОЗАТОР ВЕСОВОЙ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2003 |
|
RU2260775C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ, при котором из катанки получают заготовку в виде полосы с выступом и расположенными по обеим сторонам выступа лепестками, а затем формируют заготовку в желоб с образованием каналов для шихты по обеим сторонам выступа, после чего засыпают шихтой и деформируют заготовку до размера готовой проволоки, отличающийся тем, что, с целью повышения равномерности плавления путем С1жмметричного армирования центральной части, заготовку выполняют с несколькими выступами с а ее в соответствии с числом каналов, формирование осуществляют до сопри(Л косновения выступов. N5 О О) ф||«.|
Фаг.З
фи, 4
cpus. 5
| Способ изготовления сварочной проволоки | 1980 |
|
SU929373A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
