Изобретение относится к способам изготовления порошковой проволоки, используемой в черной и цветной металлургии для рафинирования или модифицирования жидкого металла.
Известен способ изготовления порошковой проволоки товарной марки "Эффивал" фирмы Валлурек (Франция).
По данному способу металлическую ленту профилируют в желоб, заполняют его порошкообразной шихтой, завальцовывают образовавшуюся заготовку с образованием замкнутой оболочки. Затем путем волочения через калибрующие фильтры заготовке придают требуемые размеры и форму. При этом уплотнение порошка производят за счет выполнения канавки, располагаемой на стороне заготовки, противоположной соединению (завальцовке). Данный способ выбран в качестве прототипа.
Уплотнение порошка путем выполнения канавки на противоположной соединению стороне заготовки отрицательно влияет на качество соединения, так как условия, возникающие в процессе уплотнения порошка, действуют на замковое соединение в направлении его размыкания.
Сущность изобретения состоит в том, что в способе изготовления порошковой проволоки, включающем профилировку в желоб металлической ленты, заполнение его порошкообразной шихтой, замыкание оболочки, уплотнение шихты путем выполнения внутреннего гофра и обжатие до получения заданного типоразмера, заполненную шихтой оболочку обжимают до соединения ее кромок внахлест, а внутренний гофр формируют в месте соединения кромок с последующим обжатием заготовки до соприкосновения боковых стенок гофра.
Изготовление порошковой проволоки предлагаемым способом решает задачу получения качественного замкового соединения и исключает при этом самостоятельную операцию по уплотнению шихты, так как последняя совмещается с операцией по формированию замкового соединения. По существу предлагается новое замковое соединение, в процессе выполнения которого происходит уплотнение шихты.
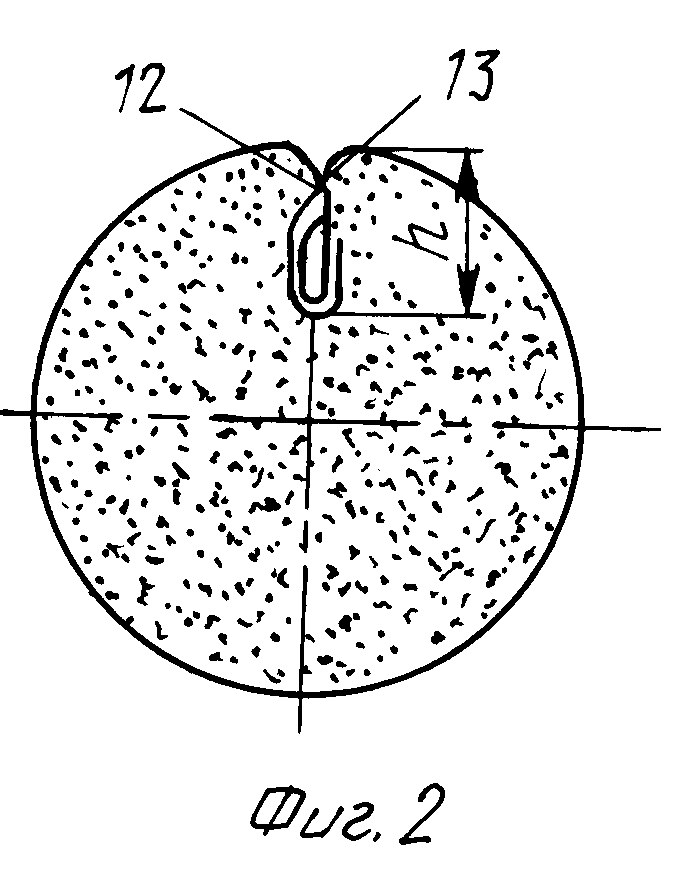
На фиг. 1 показана схема изготовления предлагаемой порошковой проволоки; на фиг. 2 поперечное сечение порошковой проволоки.
Металлическая заготовка в виде ленты 1 непрерывно сматывается в барабане 2 под действием переднего натяжения и подается в профилегибочные ролики 3 и 4, приобретая соответственно форму 3а и 4а. В полученную таким образом заготовку 4а дозатором 5 подают шихту 6. После чего заготовку обжимают формирующими роликами 7 и 8 до получения полузакрытого 7а и закрытого 8а профиля, в котором боковые кромки соединены внахлест. Затем заготовку подают в формирующие ролики 9, в которых в месте соединения кромок выполняют внутренний гофр 10. Эта операция обеспечивает предварительное уплотнение порошка и одновременно формирование элементов замкового соединения. В таком виде заготовка поступает в четырехвалковую прокатную клеть 11, в которой производят обжатие до соприкосновения боковых стенок 12 и 13 внутреннего гофра 10 и получения требуемого типоразмера. Далее в виде готового продукта порошковая проволока поступает на намоточный барабан 14.
Эксперименты, проведенные на лабораторной установке, подтвердили хорошее качество замкового соединения и промышленную приемлемость способа. Так, при изгибе и кручении порошковой проволоки на угол 360o на длине 1 м раскрытия замкового соединения не происходило.
Пример реализации. Из ленты (сталь 08 кп) шириной 40 мм и толщиной 0,5 мм профилегибочными роликами 3 и 4 формировали вогнутый (желобчатый) профиль. В качестве шихты использовали силикокальций, который из дозатора 5 подавали в желобчатый профиль 4а. Исходная насыпная плотность шихты 2,1 г/см3. Вертикальными формирующими роликами 7 и 8 кромки желобчатого профиля соединены внахлест. При этом величина перекрытия кромок "l" составляла 1/2 длины диаметра профиля 8а.
Затем заготовка поступала в формирующие ролики 9, в которых в месте соединения кромок внахлест по оси профилирования формировали внутренний гофр глубиной h, равной 1/4 диаметра профиля 8а. Выполнение гофра в месте соединения кромок обеспечивало предварительное уплотнение шихты и формирование замкового соединения, в котором обе кромки оболочки приобретали двойной изгиб. В четырехвалковой прокатной клети 11 производили обжатие заготовки до соприкосновения боковых стенок 12 и 13 внутреннего гофра 10. После обжатия в четырехвалковой клети плотность шихты повысилась в 1,4 раза и составила 294 г/см3, при этом диаметр готовой проволоки составил 10 мм.
Таким образом, выполнение внутреннего гофра в месте соединения кромок профиля внахлест и выполнение элементов замкового соединения (перекрытие l и глубина гофра h) в определенном соотношении обеспечили качественное замковое соединение, не допускающее раскрытия профиля при последующих транспортных и технологических операциях.
Использование: изготовление порошковой проволоки, используемой в черной и цветной металлургии для рафинирования и модифицирования жидкого металла. Сущность изобретения: из металлической полосы формуют вогнутую оболочку, заполняют ее шихтой, замыкают кромки заготовки внахлест. Шихту уплотняют путем выполнения продольного внутреннего гофра, обжимают до получения заданного типоразмера. При этом внутренний гофр формируют в месте соединения кромок с последующим обжатием оболочки до соединения боковых стенок внутреннего гофра. 2 ил.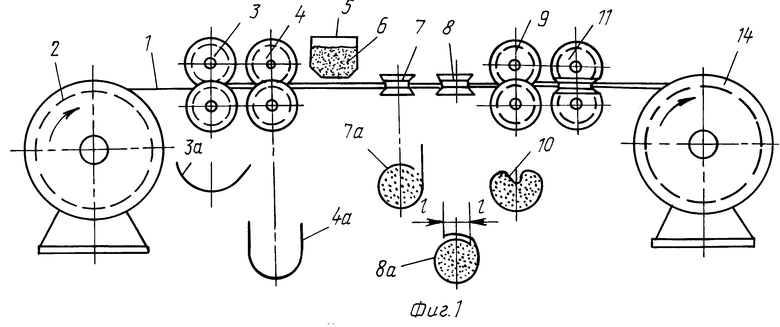
Способ изготовления порошковой проволоки для обработки металлургических расплавов, при котором формируют из металлической полосы вогнутую оболочку, заполняют ее шихтой, замыкают кромки заготовки, уплотняют шихту путем выполнения продольного внутреннего гофра и обжимают оболочку, отличающийся тем, что заполненную шихтой оболочку обжимают до соединения кромок внахлест, а внутренний гофр формируют в месте соединения кромок путем обжатия оболочки до соприкосновения боковых стенок полученного гофра.
| УСТРОЙСТВО ДЛЯ РАСТЯГИВАНИЯ СТЕЖКОВ, РАСТЯГИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ СОЗДАНИЯ СЕТИ С РАСТЯНУТЫМИ СТЕЖКАМИ, СПОСОБ СОЗДАНИЯ СЕТИ С РАСТЯНУТЫМИ СТЕЖКАМИ И СЕТЬ С РАСТЯНУТЫМИ СТЕЖКАМИ | 2011 |
|
RU2594850C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
