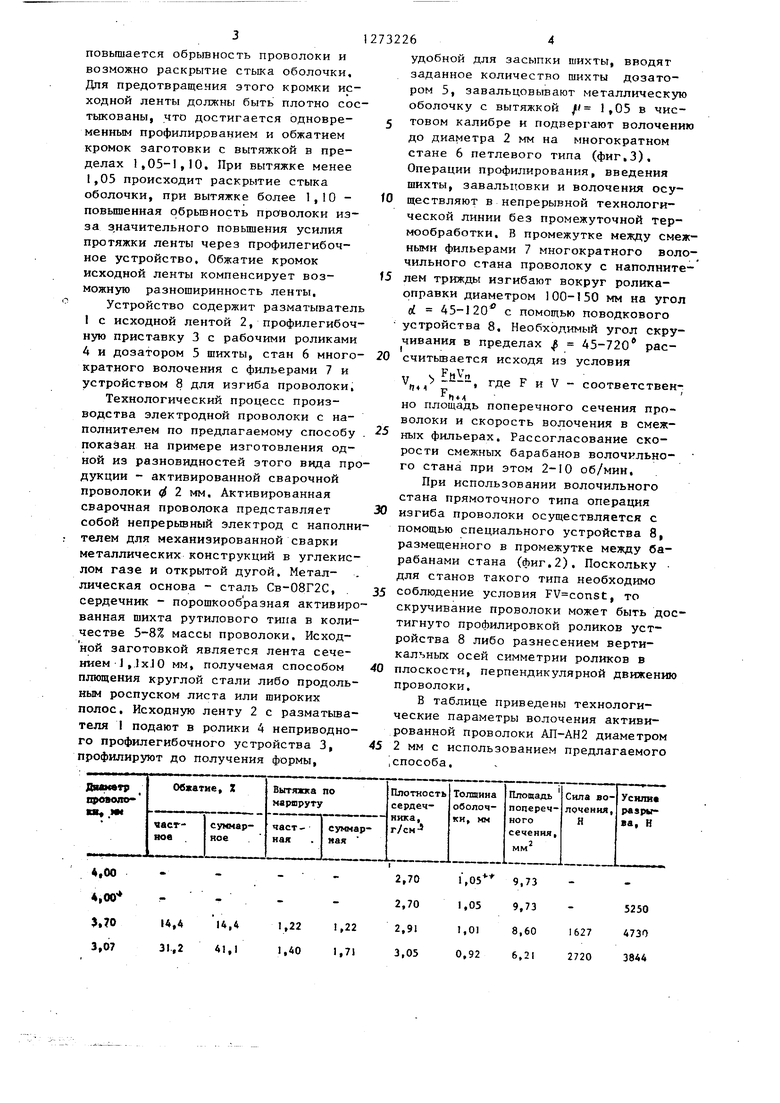
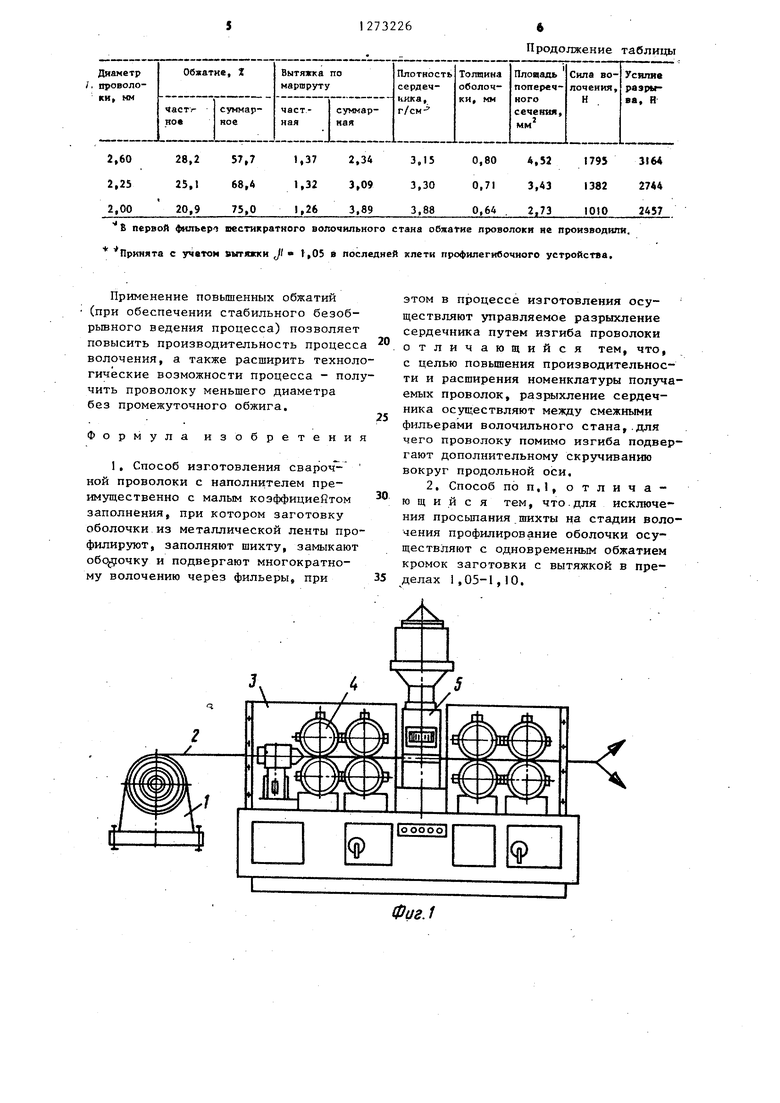
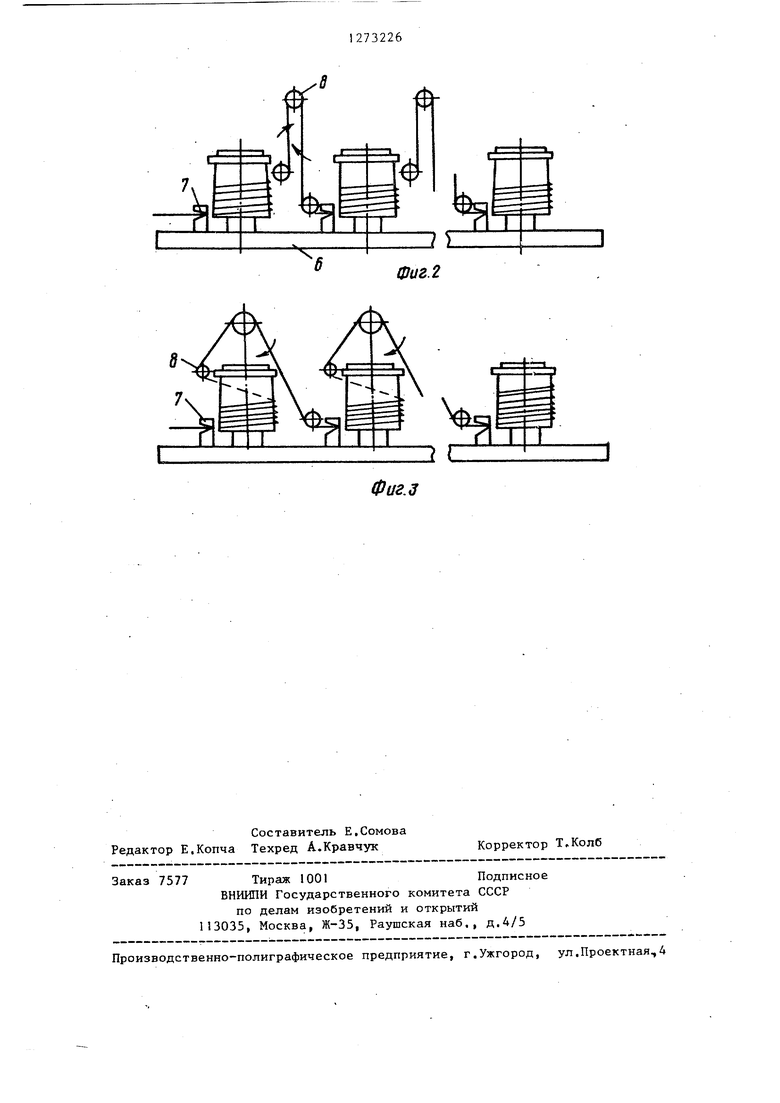
i Изобретение относится к сварке, а име.нио к способам изготовления электродной проволоки с наполнителем для механизированной дуговой сварки в защитных газах, под флюсом и открытой дугой. Цель изобретения - повышение производительности и расширение номенклатуры получаемых проволок при изготовлении электродной проволоки с наполнителем, преимущественно с малым коэффициентом заполнения (5-8% от массы проволоки), На фиг.1 изображена профилегибочная приставка с разматьшателем; на фиг,2 - волочильньй стан прямоточного типа; на фиг.З - то же, петлевого типа. Сущность способа заключается в следующем. Проволока с порошкообразным наполнителем, прохсЗдя через фильеры волочильного стана, подвергается обжатию и получает определенную вытяжку .(удлинение) .Многочислен ные эксперименты и практика волочения Проволок с наполнителем свидетельствуют о том, что между серде НИКОМ и оболочкой отсутствует прос , каль-зывание, поскольку сердечник вытягивается совместно с оболочкой При этом происходит уплотнение частиц сердечника и их перераспределение вдоль оси волочения. Величина внутреннего трения порошкообразных материалов определяется сопротивлением перемещению зерен относительно друг друга, сопровождающемуся их проворачиванием, срезанием выступов и зерен. Коэффициент внутреннего трения для различного состояния сердечника существенно о личается: для мягких сердечников К 0,075, а для жестких - К 0,1 В результате преодоления«внутреннего трения возникает дополнительное напряжение волочения, которое восп нимается только оболочкой. Таким образом, увеличение упрочнения сер дечника создает неблагоприятные у ловия деформации проволоки в целом и вызьшает разрушение оболочки на более ранней стадии волочения. Сле довательно, при изготовлении прово лок с жесткими сердечниками предел ная суммарная деформация ниже, чем для проволок с мягкими сердечникам 26 Предлагаемый изгиб проволоки в промежутке между смежными фильерами волочильного стана вызывает появление микротрещин в частично уплотненном сердечнике, благодаря которым порошок искусственно взрыхляется перед деформацией в очередной фильере. Скручивание проволоки вокруг ее продольной оси усиливает эффект рыхления, так как при повороте проволоки микротрепшны образуются по всему периметру сердечника. Такой сердечник, обладая повышенной пластичностью, обусловливает снижение усиЛИЯ волочения, благодаря чему становится возможным увеличить разовые вытяжки (увеличение производительности) и получить проволку малых диаметров без промежуточного отжига, Количественная оценка изгиба проволоки свидетельствует о том, что при нулевом угле изгиба эффекта рыхления нет, С увеличением угла изгиба он возрастает, и предельным можно считать угол изгиба, равный 180 , т,е. когда восходящая и нисходящая ветви проволоки параллельны. Рациональный диапазон углов изгиба проволоки для волочильных станов петлевого типа 45-120, для волочильных станов прямоточного типа 90,160 . Диаметр ролика-оправки, вокруг которого осуществляется изгиб, во избежание перелома проволоки в месте изгиба должен быть порядка 100-150 мм. t Исходя из конструктивных особенностей станов многократного волоче- ния, изгиб проволоки может быть осуществлен либо существующим повод- ковым устройством, либо специальным устройством, размещенным между барабанами стана. При этом проволока мо жет быть изогнута в промежутке между фильерами один или несколько раз, Скручивание проволоки вокруг продольной оси может быть осуществлено путем обусловленного рассогласования скоростей смежных барабанов волочильного стана. Рациональным является диапазон углов скручивания в пределах 45-720 на 1 м длины проволоки, так как при углах менее 45 эффект рыхления недостаточен, а при углах более 720(два оборота на 1 м длины) скручивание проволоки вызьгаает искажение ее поперечного сечения. Вследствие этого заметно повышается обрьшность проволоки и возможно раскрытие стыка оболочки. Для предотвращения этого кромки исходной ленты должны быть плотно сос тыкованы, что достигается одновременным профилированием и обжатием кромок заготовки с вытяжкой в пределах 1,05-1,10, При вытяжке менее 1,05 происходит раскрытие стыка оболочки, при вытяжке более 1,10 повышенная обрывность проволоки изза з.начительного повышения усилия протяжки ленты через профилегибочное устройство. Обжатие кромок исходной ленты компенсирует возможную разноширинность ленты. Устройство содержит разматывател I с исходной лентой 2, профилегибоч ную приставку 3 с рабочими роликами 4 и дозатором 5 шихты, стан 6 много кратного волочения с фильерами 7 и устройством 8 для изгиба проволоки. Технологический процесс производства электродной проволоки с наполнителем по предлагаемому способу покаЭан на примере изготовления одной из разновидностей этого вида пр дукции - активированной сварочной проволоки ( 2 мм. Активированная сварочная проволока представляет собой непрерьшный электрод с наполн телем для механизированной сварки металлических конструкций в углекис лом газе и открытой дугой. Металлическая основа - сталь Св-08Г2С, сердечник - порошкообразная активир ванная шихта рутилового типа в коли честве 5-8% массы проволоки. Исходной заготовкой является лента сечением -Jp.lxJ О мм, получемая способом плющения круглой стали либо продоль ным роспуском листа или широких полос. Исходную ленту 2 с разматьша теля I подают в ролики 4 неприводно го профилегибочного устройства 3, профилируют до получения формы. удобной для засыпки шихты, вводят заданное количество шихты дозатором 5, завальцовывают металлическую оболочку с вытяжкой / 1,05 в чистовом калибре и подвергают волочению до диаметра 2 мм на многократном стане 6 петлевого типа (фиг.З), Операции профилирования, введения шихты, завалытовки и волочения осуществляют в непрерывной технологической линии без промежуточной термообработки, В промежутке между смежными фильерами 7 многократного волочильного стана проволоку с наполнителем трижды изгибают вокруг роликаоправки диаметром 100-150 мм на угол d 45-120 с помощью поводкового устройства 8, Необходимый угол скручивания в пределах 45-720 рассчитьтается исходя из условия -й-й .д F и V - соответственно площадь поперечного сечения проволоки и скорость волочения в смежных фильерах. Рассогласование скорости смежных барабанов волочильного стана при этом 2-10 об/мин. При использовании волочильного стана прямоточного типа операция изгиба проволоки осуществляется с помощью специального устройства 8, размещенного в промежутке между барабанами стана (фиг.2), Поскольку для станов такого типа необходимо соблюдение условия FV const, то скручивание проволоки может быть достигнуто профилировкой роликов устройства 8 либо разнесением вертикальных осей симметрии роликов в плоскости, перпендикулярной движению проволоки, в таблице приведены технологические параметры волочения активированной проволоки АП-АН2 диаметром 2 мм с использованием предлагаемого способа.
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения заготовки в рабочую зону вакуумного прокатного стана | 1989 |
|
SU1722748A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ | 1997 |
|
RU2119419C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 2023 |
|
RU2811878C1 |
| Способ изготовления порошковой проволоки | 1978 |
|
SU992145A1 |
| Способ изготовления порошковых электродных материалов | 1985 |
|
SU1338995A1 |
| Линия для производства биметаллической порошковой проволоки | 1982 |
|
SU1017401A1 |
| Способ изготовления порошковой проволоки | 1982 |
|
SU1076240A1 |
| Устройство для вибрационного волочения порошковой проволоки | 1987 |
|
SU1500456A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1992 |
|
RU2095215C1 |
| Способ изготовления порошковой проволоки | 1973 |
|
SU498137A1 |
Изобретение относится к способам производства сварочной проволоки с наполнителем с помощью многократного волочения. Для повышения производительности и увеличения типоразмеров проволоки в процессе изготовления осуществляют управляемое разрыхление сердечника. Для этого в промежутках между смежными фильерами проволоку подвергают изгибу и скручиванию. Чтобы шихта не просыпалась, профилирование оболочки осуществляют с одновременным обс жатием кромок и вытяжкой. 1 з.п, 3 ф-лы, 2 ил. 1 табл. сл
t, первой фияьерч Принята с учвтон
Применение повышенных обжатий (при обеспечении стабильного безобрьшного ведения процесса) позволяет повысить производительность процесса волочения, а также расширить технологические возможности процесса - получить проволоку меньшего диаметра без промежуточного обжига.
Формула изобретения
1, Способ изготовления сварочной проволоки с наполнителем преимущественно с малым коэффициейтом заполнения, при котором заготовку оболочки из металлической ленты профилируют, заполняют шихту, замыкают и подвергают многократному волочению через фильеры, при
этом в процессе изготовления осуществляют управляемое разрыхление сердечника путем изгиба проволоки отличающийся тем, что, с целью повышения производительности и расширения номенклатуры получаемых проволок, разрыхление сердечника осуществляют между смежными фильерами волочильного стана,.для чего проволоку помимо изгиба подвергают дополнительному скручиванию вокруг продольной оси,
ipug.f
В
i
J I
Фиг.з
| Способ изготовления порошковой проволоки | 1984 |
|
SU1209400A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
