Предлагаемые плашки отличаются от обычных резьбонакатны.х плашек тем, что, во-первых, длины их являются кратными развертки накатываемого винта и, во-вторых, устанавливаются на станке так, что впадины одной из них лриходятся против выступов другой.
Такая конструкция и установка плашек приводят к возможности использования холостого хода подвижной плашки для накатки резьбы на стержнях и, следовате,яьно, к увеличению производительности применяемых резьбонакатных станков.
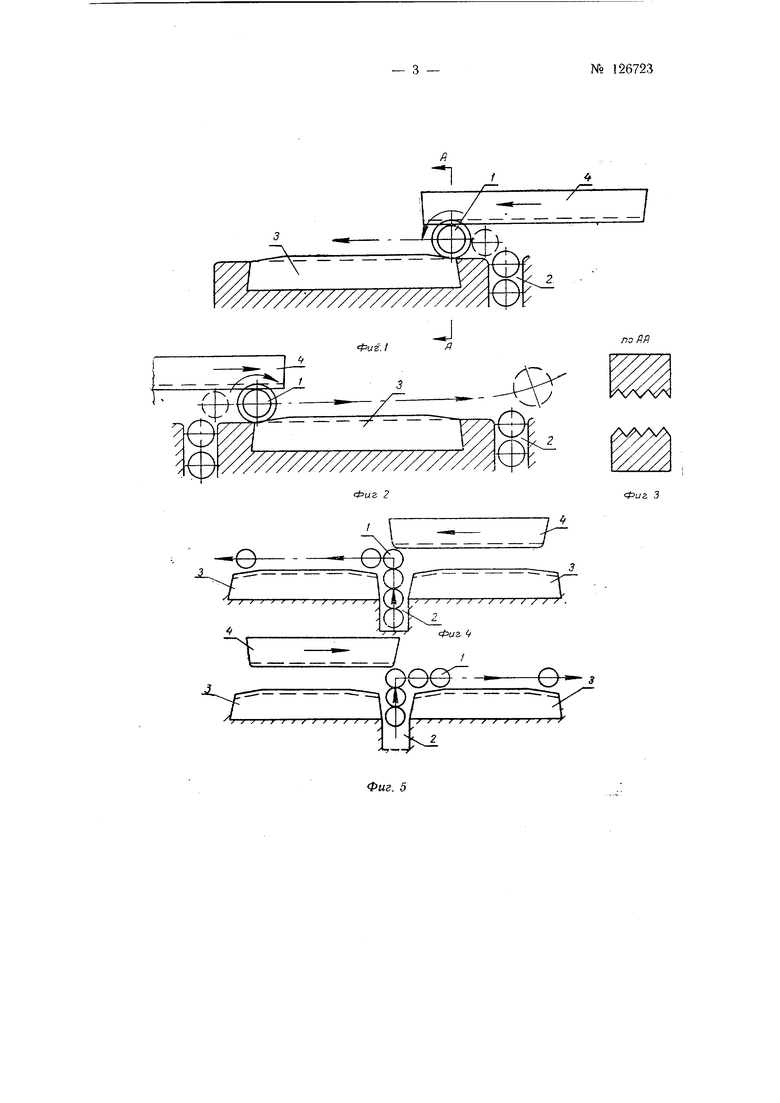
На фиг. 1 схематически показано расположение плашек при накатывании резьбы за прямой ход подвилшой плашки; на фиг. 2 - то же, за обратный ход подвижной плашки; на фиг. 3 - разрез по АА на фиг. 1; на фиг. 4 и 5 - второй вариант схемы накатки при прямом и обратном ходе подвижной плашки. Причем в первом варианте (фиг. 1 и 2) детали / подаются от одного загрузочного устройства 2 к двум концам неподвижной плашки 3, а во втором варианте (фиг. 4 и 5) устанавливаются последовательно две неподвижные плашки 5 с промежутком между ними больше диаметра накатываемых деталей. /, которые также подаются от одного загрузочного устройства в этот промежуток между плашками.
В обоих вариантах неподвижные плашки 3 имеют на каждом конце одинаковую приемную или заборную часть. При работе станка детали J захватываются и накатываются как при прямом, так и при обратном ходе подвижной плашки 4. При этом требуемая длина рабочего хода подвижной плашки не превышает длины рабочего хода суш.ествуюш,их резьбонакатных станков с плоскими плашками.
Для упрош.ения настройки станков и улучшения качества резьбы
№ 2 -
должны соблюдаться следующие дополнительные условия: 1) Длина резьбовой части профиля как подвижной, так и неподвижной плашек должна быть кратной длине разверткн заготовки по среднему диаметру, т. е.
еп- п.г- ,p-Иl,,odi-n. d-rp ,
где /С и К - целые числа;
2)Подвижная плашка должна быть длиннее неподвижной, т. е. К К., по меньшей мере на единицу, т. е.
поди пл- пл cp
3)Вершина резьбы на любом конце одной плаШКи должна находиться строго на пересечении граней (например, в правом верхнем углу), И соответственно впадина резьбы на любом конце другой плашки должна находиться строго на пересечении этих же граней (например, в левом верхнем углу). В результате этого впадины профиля резьбы точно совпадают с вершинами при сочленении между собой любых концов плашек.
Предмет изобретения
ПлоскиеПлашки для накатки наружной резьбы на стержнях, отлича,Ю:Щиеся тем, что, с целью использования холостого хода подвижной плашки для накатки резьбы, плашки имеют длину кратную развертке .накатываемого винта и установлены так, что впадины одной и них приходятся Против выступов другой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная плоская плашка | 1957 |
|
SU126724A1 |
| Резьбонакатный станок | 1935 |
|
SU48110A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Автоматический резьбонакатной станок для непрерывного бесцентрового накатывания цилиндрических заготовок | 1959 |
|
SU121434A1 |
| Инструмент для накатки резьбы | 1990 |
|
SU1759511A1 |
| УСТРОЙСТВО ДЛЯ ПОВТОРНОГО НАКАТЫВАНИЯ РЕЗЬБЫ | 1994 |
|
RU2063290C1 |
| Инструмент для накатывания резьбы | 1977 |
|
SU747599A1 |
| Способ накатывания резьбонакатных роликов на бесцентрово-накатных станках | 1959 |
|
SU131739A1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 1996 |
|
RU2096121C1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |