Изобретение относится к обработке металлов давлением и может быть использовано при получении наружных резьб.
Известен инструмент для накатывания резьбы, содержащий подвижную и неподвижную плашки, на заборных частях которых нанесены поперечные насечки [1]
Такой инструмент имеет существенный недостаток на профиле накатанной резьбы остаются отпечатки от поперечных насечек плашек. Эти отпечатки особенно влияют на качество крепежа повышенной прочности, проходящего при изготовлении термическую обработку.
Наиболее близким к предлагаемому инструменту является инструмент для накатывания резьбы, содержащий подвижную и неподвижную плашки, каждая из которых выполнена с заборной частью, расположенной с одного конца плашки, и калибрующей частью, при этом подвижная и неподвижная плашки выполнены с различными длинами заборных частей, взаимосвязанных между собой определенным соотношением. Угол заборной части подвижной плашки равен углу заборной части неподвижной плашки. Плашки выполнены без поперечных насечек [2]
Недостаток известного инструмента заключается в том, что во время обработки подвижную плашку необходимо повернуть на некоторый угол для создания условия захвата заготовки в начальный момент накатки. Возможность соответствующей регулировки должна быть предусмотрена на станке. Однако основной парк автоматов-комбайнов не имеет регулировки на этот угол. Кроме того, расчетные размеры длин плашек превышают длины посадочных мест в оборудовании.
Описываемое изобретение решает задачу создания инструмента без поперечных насечек, создающего оптимального условия захвата и качения заготовки между плашками в начале внедрения инструмента в заготовку, когда усилия накатки небольшие, и в конце внедрения, когда усилия накатки большие.
Технический результат от использования изобретения выражается в получении точной и качественной резьбы при одновременном увеличении срока службы инструмента.
Указанный технический результат достигается тем, что в инструменте для накатывания резьбы, содержащем подвижную и неподвижную плашки, последние выполнены без поперечных насечек с разными углами выкатывания заборных частей и разными длинами заборных частей.
Плашки обеспечивают надежное заклинивание заготовки в момент начала накатки и последующее ее качение от поступательного движения подвижной плашки без поперечных насечек. Причем для ликвидации явления проскальзывания суммарный угол выкатывания на 0,4 0,6 длины заборной части неподвижной плашки выполнен в пределах 0o35' 0o40', а далее 0o12' - 0o14'.
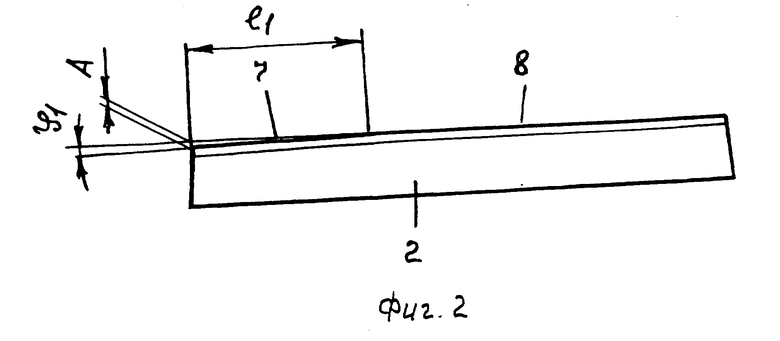
На фиг. 1 показана неподвижная плашка; на фиг. 2 подвижная плашка.
Резьбонакатной инструмент состоит из неподвижной плашки 1 и подвижной плашки 2. Неподвижная плашка имеет заходную 3, заборную 4, калибрующую 5 и сбрасывающую 6 части, а подвижная плашка заборную 7 и калибрующую 8 части. Углы выкатывания Φ и v1 заборных частей неподвижной плашки и подвижной разные, а в сумме составляют 0o35' 0o40'. Данное значение суммарного угла выкатывания установлено экспериментальным путем и является оптимальным в начальный момент накатки для заклинивания и качения заготовки, то есть в момент, когда объем сдвигаемого металла небольшой и небольшие радиальные усилия накатки. При дальнейшем увеличении радиальных усилий и объема сдвигаемого металла повышается вероятность проскальзывания заготовки, поэтому суммарный угол выкатывания должен быть снижен до 0o12' 0o14' примерно на половине длины заборной части неподвижной плашки. Конструктивно снижение суммарного угла получено за счет того, что длина заборной части l подвижной плашки составляет 0,4 0,6 длины заборной части l1 неподвижной плашки. В этом случае при переходе заготовки на калибрующую часть подвижной плашки она продолжает взаимодействовать с заборной частью неподвижной плашки, при этом суммарный угол выкатывания становится равен углу выкатывания заборной части неподвижной плашки, составляющему 0o12' - 0o14'.
Размер величины занижения заборной части в начале плашки определяется по формуле:
где dзаг диаметр накатываемой заготовки, мм;
dвн внутренний диаметр резьбы, мм;
K экспериментальным путем установленная величина внедрения инструмента на заходе для наилучшего захвата заготовки плашками, равная 0,04 0,06 мм.
Резьбонакатной инструмент работает следующим образом.
Заготовка, поданная на заходную часть 3 и заборную часть 4 неподвижной плашки 1 и заборную часть 7 подвижной плашки 2, заклинивается между ними и совершает вращательное движение вследствие поступательного движения подвижной плашки. Рабочие профили постепенно внедряются в заготовку, причем в начале заборной части на длине 0,4 0,6 l, где объем передвигаемого металла небольшой, внедрение на единице угла поворота детали более интенсивное и суммарный угол выкатывания составляет 0o35' 0o40'. Далее объем передвигаемого металла увеличивается. Для уменьшения вероятности проскальзывания внедрение на единицу угла поворота детали меньше и угол выкатывания составляет 0o12' 0o14'. Частями плашек 5 и 8 калибруется профиль резьбы. Сбрасывающий участок 6 обеспечивает плавное снятие усилия накатывания с заготовки.
Описанная конструкция плашек показала хорошую работоспособность на станках типа "Кайзер", где отсутствует раздельная регулировка заходных и сбрасывающих частей. Технология изготовления плашек не меняется.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОВТОРНОГО НАКАТЫВАНИЯ РЕЗЬБЫ | 1994 |
|
RU2063290C1 |
| Инструмент для накатывания резьб | 1986 |
|
SU1565564A1 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2098240C1 |
| Инструмент для накатывания резьбы | 1987 |
|
SU1704894A1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТКИ КРУПНОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ | 2007 |
|
RU2336140C1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 2007 |
|
RU2354487C1 |
| Инструмент для одновременного накатывания резьбы и гладкой цилиндрической поверхности | 1988 |
|
SU1637923A1 |
| Способ накатывания цилиндрической резьбы | 1987 |
|
SU1763075A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
Использование: обработка металлов давлением, в частности инструмент для получения резьб пластическим деформированием. Сущность изобретения: инструмент содержит подвижную и неподвижную плашки, каждая из которых выполнена с заборной и калибрующей частями, причем плашки выполнены с разными длинами заборных частей и с различными по величине углами выкатывания заборных частей. Суммарный угол выкатывания на 0,4 - 0,6 длины заборной части неподвижной плашки составляет 0o36' - 0o40', а суммарный угол выкатывания при переходе на калибрующую часть подвижной плашки равен углу выкатывания заборной части неподвижной плашки, составляющему 0o12' - 0o14'. 2 ил.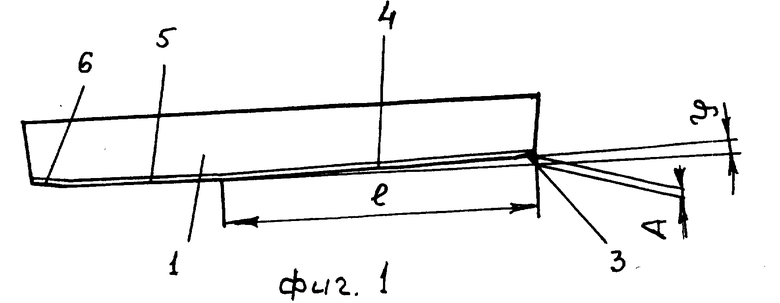
Инструмент для накатывания резьбы, содержащий подвижную и неподвижную плашки, каждая из которых выполнена с заборной частью расположенной с одного конца плашки, и калибрующей частью, причем плашки выполнены с разными длинами заборных частей, отличающийся тем, что плашки выполнены с различными по величине углами выкатывания заборных частей, при этом суммарный угол выкатывания на 0,4 0,6 длины заборной части неподвижной плашки составляет 0o35' 0o40', а суммарный угол выкатывания при переходе на калибрующую часть подвижной плашки равен углу выкатывания заборной части неподвижной плашки, составляющему 0o12' 0o14'.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Писаревский М.И | |||
| Накатывание точных резьб, шлицев и зубьев | |||
| - Л.: Машиностроение, 1973, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Инструмент для накатывания резьбы | 1983 |
|
SU1162538A1 |
