магнитопроводов электрических машин, В корпусе 1 установлена кассета 4 с подпрессовочным устройство.м 5, направляющие элементы 3, на которых установлен механизм 12 осевого перемещения, выполненный в виде четырех винтов 14, связанных с приводом и установленных с образованием цилинддической поверхности, диаметр которой по впадинам витков винтов 14 равен диаметру листа 15 пакета магнитопровода. На направляющих элементах 3 установлены разделительные сектора 26 с толкателями механизмов разделения 24. Количество
листов считывается счетным устройством 22. Ориентированные листы набираются на кассету 4, которая вставляется в корпус 1. Винты 14 механизма 12 прижимаются к началу набора листов 15, изготавливаемых пакетов магнитопроводов, захватывают их и перемещают, а каретка 13 первого пакета магнитопровода устройство 22 подает сигнал механизмом разделения 24, толкатели 23 которых вставляют секторы 26 между листами 15ч Устройство 22 подает сигнал на сварочное устройство 28 и происходит сваривание набранного пакета . з.п.ф-лы,2ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления пакетов магнитопроводов | 1976 |
|
SU656159A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317570A1 |
| Устройство для сборки магнитопровода со статором-ротором | 1989 |
|
SU1640791A1 |
| Устройство для изготовления витого ленточного магнитопровода электрической машины | 1981 |
|
SU1061218A1 |
| Устройство для сборки магнитопроводов электрических машин | 1975 |
|
SU612349A1 |
| БУФЕР ДЛЯ МОСТОВОГО КРАНА | 2012 |
|
RU2541554C2 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1988 |
|
SU1534645A1 |
| Устройство для изготовления магнитопроводов электрических машин | 1977 |
|
SU635564A1 |
| Устройство для изготовления ленточных магнитопроводов | 1977 |
|
SU708427A1 |
| Устройство для набивки сердечников магнитопроводов | 1981 |
|
SU983771A1 |
Изобретение относится к технологическому оборудованию для изготовления электрических машин, в частности для сборки и сварки пакетов магнитопроводов электродвигателей, и может быть использовано в электрической промьшшенности. Целью изобретения является повьшение производительности процесса изготовления пакетов Ц)
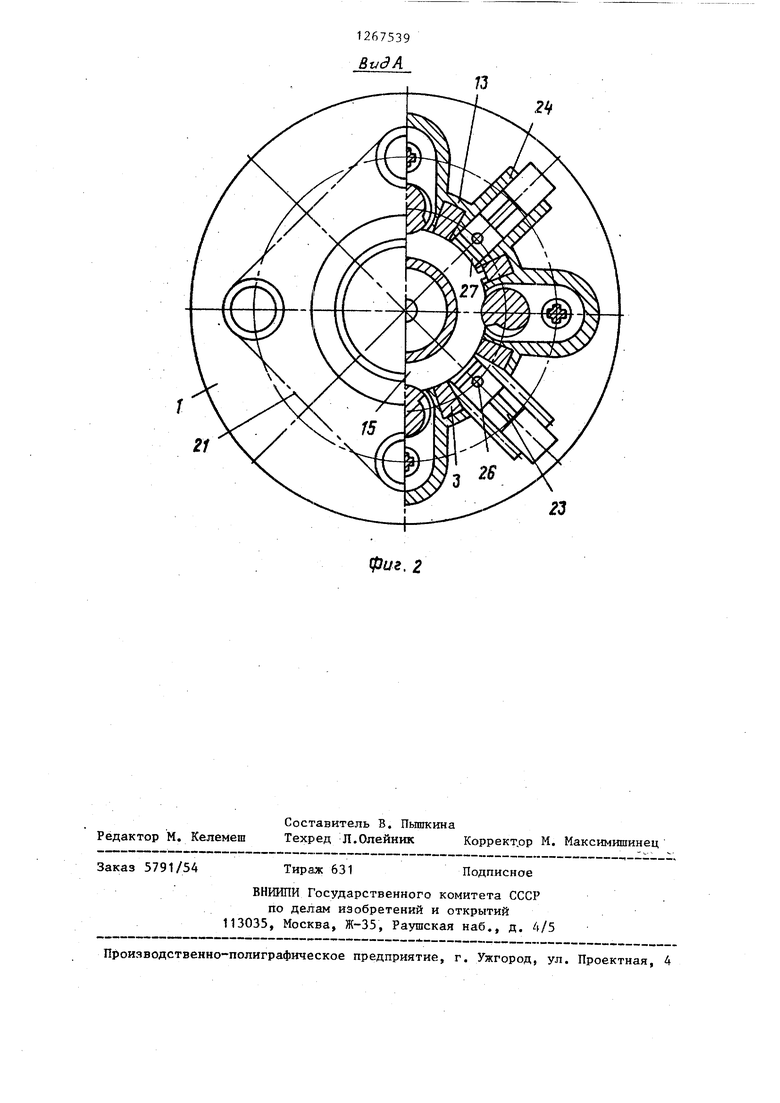
Изобретение относится к технологическому оборудованию для изготовления электрических машин, в частности для сборки и сварки пакетов магнитопроводов электродвигателей, и может быть использовано в электрической промышленности. Целью изобретения является повышение производительности процесса изготовления пакетов магнитопроводов электрических машин. На фиг. 1 показано предложенное устройство, разрез; на фиг. 2 - вид А на фиг. 1. Устройство для изготовления пакетов магнитопроводов электрических машин содержит корпус 1, состоящий из двух фланцев 2, соединенных между собой посредством направляющих элементов 3, между которыми установлена кассета 4 с подпрессовывающим устрой ством 5, имеющим поршень 6, сопряжен ный .с цилиндрической поверхностью 7 кассеты 4. Поршень 6 при помо11И потока 8 срединен со стаканом 9, В полости 10 кассеты 4 создается избы точное давление. На кассете 4 установлен замок 11, Механизм 12 осевого перемещения каретки 13, установленно на направляющих элементах 3 с возмож ностью скольжения по ним, вьтолнен в виде четырех винтов 14, установлен ных с образованием цилиндрической поверхности, диаметр которой по впадинам витков винтов 14 равен наружному диаметру листа 15 изготавливаемого пакета магнитопровода.. Винты 14 связаны с приводом 16 через шестерни 17 и зубчатые колеса 18, которые посажены с возможностью скольжения на шлицевые валы 19, на концах которых установлены зубчатые колеса 20, связанные между собой цепью 21. На одном из зубчатых колес 20 установлено счетное устройство 22, связанное с толкателями 23 механизмов 24 разделения с магазинами 25 разделительных секторов 26, имеющих возможность перемещения в отверстиях 27кареток. На каретке 13 установлено сварочное устройство 28 таким образом, что рассоюяние от центра сопла горехши сварочного устройства 28до среза последнего витка винтов 14 механизма 12 осевого перемещения каретки 13 равно высоте изготавливаемого пакета плюс толщина разделительного сектора 26. Во фланцах 2 установлены замки. 29 и 30 для ввода и вывода кассеты 4. Для поджимания каретки 13 к листам 15 в начале движения служат пружины 31. Разделительные секторы 26 в исходном положении удерживаются фиксаторами 32. Шаг винтовой нарезки винта 14 выполнен увеличивающимся от величины, равной толщине листа магнитопровода, до величины, ранной толщине разделительного сектора плюс толщина листа магнитопровода. Устройство работает следующим образом. Предварительно ориентированные листы 15 набираются на кассету А таким образом, что при закрывании замка 11 они находились бы в поджатом состоянии при помощи подпрессовывающего устройства 5 за счет избы точного давления в полости 10. Кассета 4 с набранными листами 1 через отверстие замка 29 ввода вста ляется в корпус 1 и закрывается замком ввода 29, при этом с помощью пружин 31 винты 14 механизма 12 осевого перемещения каретки 13 прижимаются к началу набора листов 15 изготавливаемых пакетов магнитопроводов При пуске привода 16 через зубчатые колеса 20 приходят во вращение шлицевые валы 19, на которых посажен зубчатые колеса 18, входящие в зацеп ление с шестернями 17 на винтах 14 механизма 12 осевого перемещения каретки 13, При вращении винты 14 своими заходными витками захватывают листы 15 и перемещают их в противоположную сторону от своей заходной части. В результате каретка 13 перемещается в осевом направлении и каждый оборот винтов 14 соответствует захвату одного листа 15, что фиксируется счетным устройством 22. При наборе первого пакета магнитопровода счетное устройство 22 подает сигнал механизмам 24 разделения, толкатели 23 которых через направляющие отверстия 27 вставляют разделительные секторы 26 в промежутки между листами 15, в результате чего каретка 13 получает ускорение за счет того, что толщина разделительного сектора 26 значительно больще толщины листов 15 Удлинение набора листов 15 на кассете 4 компенсируется перемещением стакана 9. Первый сигнал счетного устройства 22 подается и к сварочному устройству 28, возбуждается элект рическая дуга и происходит сваривание набранного пакета. Последующие сигналы подаются только механизмам 24. Последний сигнал счетного устройства 22 подается только сварочному устройству 28, в результате электрическая дуга гаснет и последний набранный пакет листов 15 остается несваренным. После этого винты 14 перемещают оставшиеся листы 15 до полного вьпсода с ними из зацепле394ния. В завершении цикла работы устройства выключается привод 16, винты 14 прекращают вращаться и через отверстие замка 30 вывода кассета 4 вынимается из корпуса 1. С нее снимаются сваренные пакеты магнитопроводов, а несваренные листы 15 используются в следующем цикле работы устройства. Бывшие в работе разделительные секторы 26 вставляются в магазины 25 механизмом 24 разделения. Формула изобретения 1. Устройство для изготовления пакетов магнитопроводов- электрических машин, содержащее корпус из фланцев, связанных направляющими элементами, между которыми установлена кассета для предварительно ориентированных листов магнитопроводов с подпрессовывающим устройством, механизм осевого перемещения листов, закрепленный на каретке, установленной на направляющих элементах корпуса с возможностью скольжения по ним, выполненньй в виде винтов, установленных с образованием цилиндрической поверхности, диаметр которой по впадинам витков равен наружному диаметру листа изготавливаемого пакета магнитопровода, и связанных с приводом механизма осевого перемещения каретки и счетным устройством, механизмы разделения и сварочное устройство, связанное со счетным устройством, о т л и ч а ющ е е с я тем,-что, с целью повьш1ения производительности процесса изготовления пакетов магнитопроводов электрических машин, винты выполнены с шагом, увеличивающимся от заходной части, а каждый механизм разделения выполнен в виде толкателя с магазином разделительных секторов и связан электрически со счетным устройством, при этом разделительные сектора имеют толщину, равную наибольшему шагу витков винтов, а каретки выполнены с отверстиями для направления разделительного сектора толкателем. 2. Устройство по п. 1, отличающееся тем, что сопло горелки сварочного устройства расположено от среза последнего витка винта на расстоянии, равном сумме высоты изготавливаемого пакета и разделительного сектора.
Z1
1267539
2423
иг, 2
| Устройство для сборки магнитопроводов электрических машин | 1975 |
|
SU612349A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Цифровой функциональный преобразователь | 1972 |
|
SU454544A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| «-J з; | |||
