(54) УСТРОЙСТВО ДЛЯ СБОРКИ МАГИИТОПРСЖОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки пакетов магнитопроводов электрических машин с валом | 1979 |
|
SU864442A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Автомат для изготовления пакетов магнитопроводов | 1976 |
|
SU656159A1 |
| Устройство для дозирования пакетов магнитопроводов | 1990 |
|
SU1734168A1 |
| Устройство для дозирования пакетов магнитопроводов | 1986 |
|
SU1381658A1 |
| Устройство для изготовления магнитопроводов электрических машин | 1977 |
|
SU635564A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1982 |
|
SU1078540A1 |
| Устройство для дозирования пакетов магнитопроводов | 1988 |
|
SU1603492A2 |
| Устройство для набора плоских деталей в стопку | 1980 |
|
SU905141A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1988 |
|
SU1534645A1 |
Изобретение относится к технологическому оборудованию для изготовления электрических машин, в частности для сборки магнитопроводов электродвигателей, и может быть использовано в электротехнической промышленности. , Известно устройство для сборки магиитопроводов электрических машин, содержащее механизмы окоичательной ориентации пластин, межпозициоииой передачи пакета магнитопровода, пресс, устройство для сварки и механизм съема готового магнитопровода 1|.
Известно также устройство для сборЮ магиитопроводов электрических машин, содержащее поворотное многоместное приспособление с кассетами для приема предварительно ориентированных листов, механизм окончательной ориентации, механизм опрессовки, включающий пресс, связанный с подвижной плитой, и иеподвнжиую плиту, устаиовленную на столе, механизм дозирования пакета, устройство для сварки пакета и средство для передачи пакета на позицию обработки 2.
Это устройство является наиболее близким к изобретению по технической сущности и достигаемому результату.
Недостатком егО является ограниченная производительность, связанная с тем, что -дозирование пакета и его загрузка на ме саннзм окончательной ориентацни выполняются последовательно во времени.
. Целью изобретения является повышеИие производительности устройства.
Это достигается тем, что механизм окончательной ориентации содержит каретку, несущую стойки, на которых жестко закреплеио кольцо с виутренней конической поверхностью и свободно с возможностью перемещения вдоль
0 стоек установлена плита с радиальными пазами, в которых расположены сухари со скощенной виещней поверхностью, соответствующей скосу кольца, и укрепленными на них щтырями, а в столе выполнеиы продольные пазы, в которых размещены штыри.
Кроме того, устройство содержит привод возвратио-поступательйого перемещения каретки.
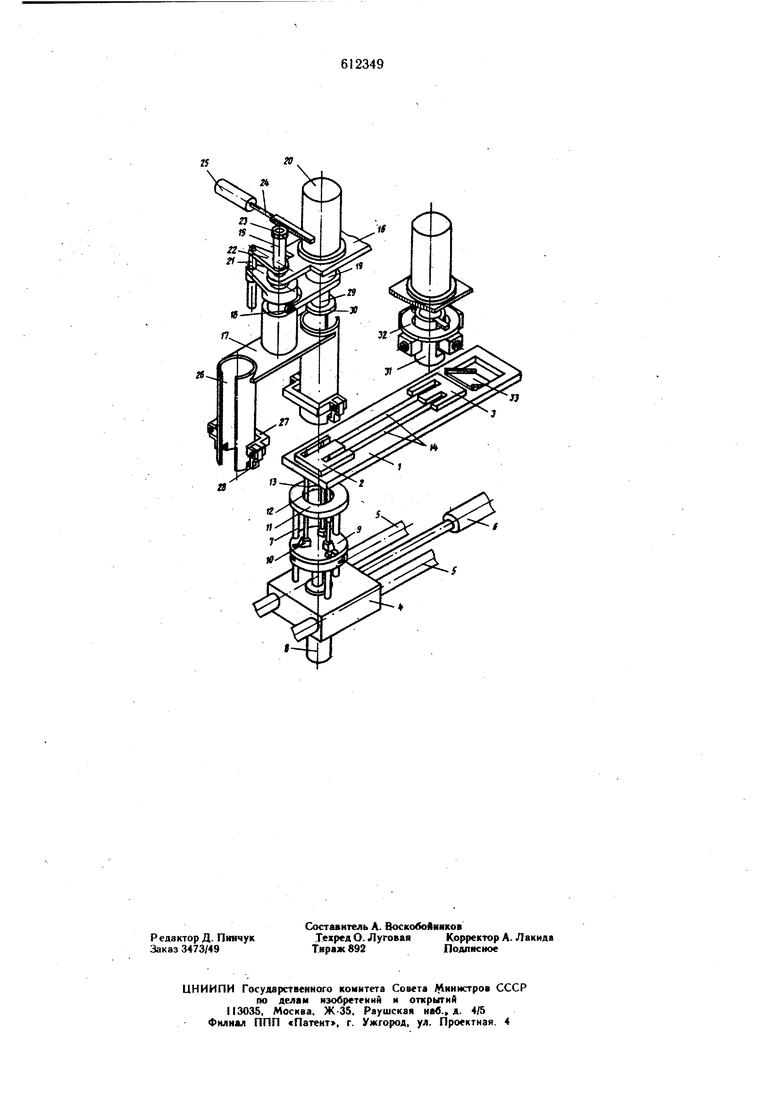
На чертеже дана кинематическая схема усрбйства.
Под горизонтальным столом 1, имеющим левую накладку 2 и правую иакладку 3, расположен орган межпозниионной передачи в виде каретки 4, сидящей на горизонтальных направляющих 5 и связанной с горизонтальными ги фоцилиидром 6. На стойках 7, закрепленных
на каретке 4, расположен механнзм окончательной ориентации, связанный с гидроцилиндром 8 и выполненный в виде плиты 9, с тремя равнорасположенными радиально подвижными подпружннекными сухарями 10, внешние грани которых скошены и кольца 11 с внутренней конической поверхностью 12. Сухари 10 снабжены пазовыми штырями 13, под которые в столе I имеются продольные пазы 14. На вертикальной оси 15, закрепленной на горизонтальной полке 16 с возможностью вертикального перемещения, установлено приемное устройство в виде поворотного коромысла 17, связанного через ролики 18 со шток-цилиндром 19 двойного гидроцилиндра 20. Коромысло 17 через скалку 21, водило 22 и шестерню 23 связано также со шток-рейкой 24 гидроцилиндра 25. На коромысле 17 закреплена пара кассет 26 внутри которых имеется шпонка или паз для сохранения ориентировки листов магнитопровода (на чертеже не показаны). Кассеты снабжены дозировочными устройствами в виде отсекателей 27 с рычагами 28 управляемых автономным приводом, например, электромагнитным (на чертеже не показан), причем однэ из кассет всегда находится соосно позиции загрузки горизонтального стола 1. Над этой кассетой находится малый шток 29 двойного гидроцилиндра 20 с планшайбой 30.
Над позицией сварки расположен опрессовочный пуансон 31 и сварочная головка 32. Горизонтальный стол 1 снабжен наклонным желобом 33.
Устройство работает следующим образом. В кассету 26 загружается стопка предварительно ориентированных листов статора, которые удерживаются рычагами 28 отсекателя 27. С помошью гидроцилиндра 25 коромысло 17 разворачивается на 180°, устанавливая загруженную кассету соосно каретке 4. Выдвигается шток-цилиндр 19, опуская коромысло 17 до такого положения, чтобы расстояние между рабочими кромками рычагов 28 и поверхностью левой накладки 2 соответствовало требуемой высоте пакета. Это происходит одновременно с подъемом штока гидроцилиндра 8 и свободным заходом штырей 13 в пазы листов стат тора, причем подъем штока гидроцилиндра 8 происходит до такого положения, чтобы сухари 10 еще не вошли в контакт с конической поверхностью 12 и пазовые штыри 13 не заклинились бы в пазах листов. После этого раскрываются рычаги 28, освобождая стопку листов снизу, при этом стопка листов опирается уже на левую накладку 2, опускается малый шток 29, опрессовывая стопку планшайбой 30. После достижения требуемого усилия опрессовки малый шток 29 фиксируется относительно штокцилиндра 19. Затем замыкаются рычаги 28 и шток-цилиндр 19 отходит в исходное положение, поднимая коромысло 17 с кассетами 26; при этом на левой накладке 2 и пазовых штырях 13 остается точно сдозированный пакет. Шток гидроцилиндра 8 выдвигается до конца и сухари 10 входят в контакт с конической поверхностью 12, смещаясь к центру пазов на
штыри 13, заклиниваются в пазах пакета, производя его окончательную ориентацию. После этого срабатывает горизонтальный гидроцилиндр 6 и каретка 4 отходит на сварочную позицию вместе с пакетом. На этой позиции пакет опрессовывается пуансоном 31 и сваривается сварочной головкой 32. После опускания штырей 13 каретка 4 возвращается на позицию дозировки, и ЦИ101 повторяется снова. Собранный и сваренный пакет сталкиваетх;я в желоб 33 вновь поступающим пакетом.
Эффективность предлагаемого устройства заключается в том, что оно позволяет совместить операцию дозирования и загрузки пакета на ориентирующий орган, следовательно, повышается производительность и упрощается конструкция.
Формула изобретения
электрических машин, содержащее поворотное многоместное приспособление с кассетами для приема предварительно ориентированных листов, механизм окончательной ориентации, механизм опрессовки, включающий пресс, связанный с подвижной плитой, и неподвижную плиту, установленную на столе, механизм дозирования пакета, устройство для сварки пакета и механизм для передачи пакета на позиции обработки, отличающееся тем, что, с целью
повышения производительности, механизм окончательной ориентации содержит каретку, несущую стойки, на которых жестко закреплено кольцо с внутренней конической поверхностью и свободно с возможностью перемещения вдоль стоек установлена плита с радиальными пазами, в которых расположены сухари со скошенной внешней поверхностью, соответствующей скосу кольца, и укрепленными на них штырями, а в столе выполнены продольные пазы, в которых размещены штыри.
Источники информации, принятые во внимание при экспертизе:
I. «Технология электротехнического производства, № 8/75/М., «Информэлектро, 1975, с. 13.
