Изобретение относится к обработке металлов давлением, в частности к способам изготовления кольцевых заготовок для деталей газотурбинных двигателей и может найти применение в других отраслях промышленности, где изготавливаются различные кольцеобразные изделия с использованием контактно-стыковой сварки гнутых полос.
Целью изобретения является снижение трудоемкости изготовления.
Это достигается за счет обеспечения калибровки без правки-раскатки.
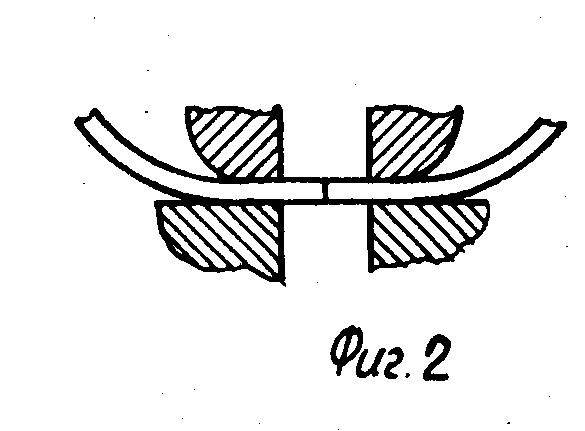
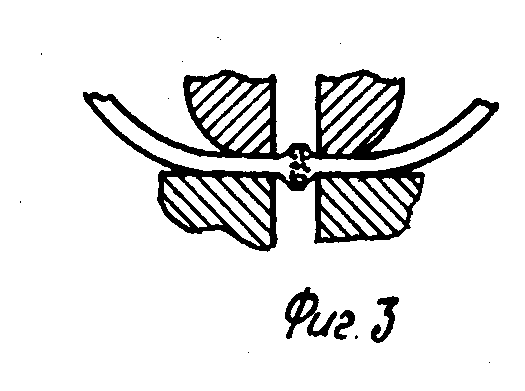
На фиг. 1 показана заготовка, согнутая по предложенному способу; на фиг. 2 стык перед сваркой; на фиг. 3 сваренный стык.
Все операции, кроме гибки, предлагаемого способа изготовления кольцевых заготовок осуществляются так же, как и в способе-прототипе. Гибку осуществляют следующим образом. Исходные полосы размечают на участки, соответствующие по длине прямолинейной зоне и зонам различной кривизны по линии нейтрального слоя. Затем размеченные полосы гнут в кольцо в валках гибочного станка по обычной технологии, контролируя кривизну шаблоном. Однако наиболее предпочтительным способом является гибка намоткой на специальную отправку, которая имеет форму и размеры согнутых кольцевых заготовок по внутренней поверхности.
Примером реализации способа является изготовление кольцевых заготовок диаметром по внутренней поверхности D 325 мм из листа титанового сплава ОТ4-1 толщиной t 12 мм.
Ширина сечения заготовки b 80 мм.
Припуск на сварку А 28 мм.
Ширина зажимных губок сварочной машины К 20 мм.
Конечный раствор губок после сварки Г 26 мм.
Диаметр готовой кольцевой заготовки по линии нейтрального слоя
Dok= D + t 325 + 12 337 мм
Радиус нейтрального слоя готовой (калиброванной на ε≈1,5%) заготовки
Rok= Dok/2 337 2 168,5 мм.
Радиус нейтрального слоя заготовки до калибровки
Ro 166 мм.
Длина прямолинейного участка
l K + 0,5 A + 0,5 Г 20 + 14 + 13 47 мм.
Расстояние между центром кривизны расчетной кольцевой заготовки и центром кривизны первой (средней) зоны
В 1,04 х l 30,92 1,04 х
x47 30,92 ≈18 мм.
Радиус первой (средней) зоны
R1 Ro + 0,705 x l 21,0 166 + 0,706 х 47 21 1782 мм.
Радиус двух зон, примыкающих к первой
R2 Ro 166 мм.
Радиус двух зон, примыкающих к прямолинейным участкам
R3 Ro 0,706 x l 21,0 166 0,706 х 47 21 111,8 мм.
Разбивка заготовок на зоны проведена исходя из допущения, что зона с радиусом R1 в процессе сварки (когда часть заготовки по периметру в зоне прямых участков оплавляется и высаживается в виде грата) упруго догибается с изменением радиуса R1 до величины, близкой к R2, кривизна зон с радиусом R2 практически не изменяется, а в зонах с радиусом R3 происходит упругое разгибание, приводящее к некоторому увеличению R3 (из-за того, что небольшой прямой участок в периметре заготовки после сварки все еще сохраняется, радиус зон, примыкающих к этим участкам после сварки, увеличивается, но остается существенно меньшим, чем R2). При этом дугам с радиусами R1 и R2 соответствуют центральные углы, равные  , а дугам с радиусом R3 центральные углы, равные
, а дугам с радиусом R3 центральные углы, равные  .
.
Радиусы R1, R2 и R3, а также центральные углы, соответствующие дугам с указанной кривизной, подобраны так, что при заданной величине прямых участков суммарная длина этих дуг и прямых участков независимо от диаметра по нейтральному слою численно равна сумме длины развертки расчетной кольцевой заготовки и припуска на сварку: 2 ˙π˙Ro + A.
Длина исходной полосы:
Lo=2·l +  R1+2
R1+2  R2+2
R2+2  R3=2πRo+A
R3=2πRo+A
Lo 2,47 + 1,57˙178 ˙2 + 3,14 х 166 +
+1,57 ˙111,8 2 ˙3,14 ˙166 + 28;
Lo 94 + 278,8 + 521,2 + 175,5 1042,5 + 28 1070,5 мм.
Полосы длиной 1070,5 мм были размечены на участки
47 + 87,75 + 260,6 + 279,8 + 260,6 +
+ 87,75 + 47. Размеченные полосы согнуты в кольцо с контролем кривизны по шаблону. Малая ось кольцевой заготовки после гибки по внутренней поверхности:
Смг ≈R1 + 0,7 ˙R2 + 0,3 R3 B t 178,2 + 116,2 + 33,6 18 12298 мм Большая ось кольцевой заготовки после гибки по внутренней поверхности
Сбг ≈2R2 + B t 2˙ 166 + 18 12338 мм.
Овальность кольцевой заготовки после гибки
Э г= Сбг Снг 338 298 40 мм.
Малая ось кольцевой заготовки после сварки по внутренней поверхности
Смс ≈1,7 ˙R2 + 0,3 R t 282,2 + 33,6 12 303,8 мм.
Большая ось кольцевой заготовки после сварки по внутренней поверхности
Сбс ≈0,2 R2 + B 0,5 A t 332 +
+18 14 12 324 мм.
Овальность кольцевой заготовки после сварки
Эс= Сбс Смс 324 303,8≈ 20 мм.
Таким образом, полученные кольцевые заготовки после сварки имели овальность порядка 20 мм, что составляло ≈6% от диаметра. Такие кольцевые заготовки свободно одевались на калибровочную оснастку без раскатки.
Использование данного способа изготовления сварных кольцевых заготовок из листа обеспечивает получение формы сваренных заготовок, максимально приближенной к форме круга; калибровку сваренных заготовок без предварительной правки-раскатки прямолинейных участков; снижение брака при гибке и правке-раскатке; повышение точности кольцевых заготовок; снижение трудоемкости изготовления кольцевых заготовок за счет исключения из технологического процесса операции правки-раскатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линейка валкового прошивного стана | 2017 |
|
RU2671022C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1989 |
|
SU1628366A1 |
| Способ правки длинномерных заготовок с плоскими поверхностями | 1990 |
|
SU1779430A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2013 |
|
RU2538792C1 |
| Способ раскроя листового металла в виде рулона ленты или полосы | 2023 |
|
RU2824550C1 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| Способ изготовления электросварных прямошовных труб | 2021 |
|
RU2763696C1 |
| ОПРАВКА ПРОШИВНОГО СТАНА ДЛЯ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2297894C2 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ШВЕЛЛЕРОВ | 2007 |
|
RU2362642C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК И МНОГОФУНКЦИОНАЛЬНЫЙ ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2299107C2 |

СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК преимущественно диаметром 300 500 мм, включающий резку листа на полосы, гибку в кольцо, контактно-стыковую сварку, калибровку по диаметру и окончательную термообработку, отличающийся тем, что с целью снижения трудоемкости изготовления за счет калибровки без правки-раскатки, заготовке в процессе гибки, кроме прямолинейных участков под сварку, придают пять зон кривизны, первая из которых расположена напротив прямолинейных участков, две другие прилегают к ней, а остальные две примыкают к прямолинейным участкам, при этом
R1 R0 + 0,261l;
R2 R0;
R3 R0 1,153l;
B 0,369l;

где R0 радиус расчетной кольцевой заготовки;
R1 радиус первой зоны;
R2 радиус двух зон, примыкающих к первой;
R3 радиус двух зон, примыкающих к прямолинейным участкам;
B расстояние между центром кривизны расчетной кольцевой заготовки и центром кривизны первой зоны;
l длина прямолинейного участка, равная 1,67 припуска под сварку;
α центральные углы, соответствующие дугам двух зон, примыкающих к прямолинейным участкам;
b центральные углы, соответствующие дугам всех остальных зон.
| Способ получения 2,7-диамидопроизводных ксантона или его гомологов | 1923 |
|
SU1539A1 |
| Изготовление сварных кольцевых заготовок из листовых материалов, НИАТ, 1980, с.4-6. | |||
