Изобретение относится к способам изготовления резинокордных оболочек и может найти применение в шинной промышленности, в частности при производстве оболочек сложной конфигурации с неравными по диаметру бортами.
Целью изобретения является повышение производительности процесса изготовления за счет одновременного формования оболочки во время ее сборки.
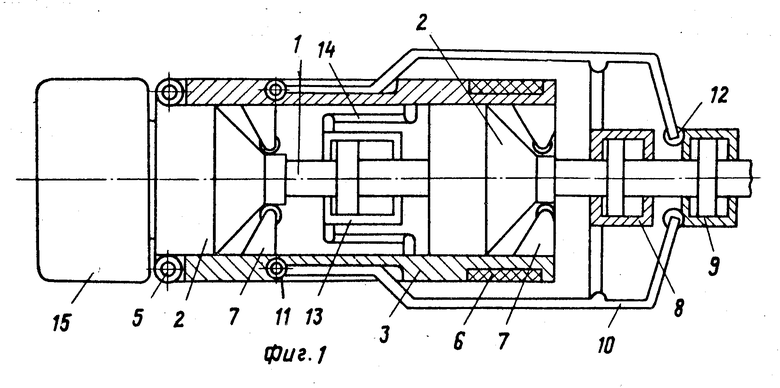
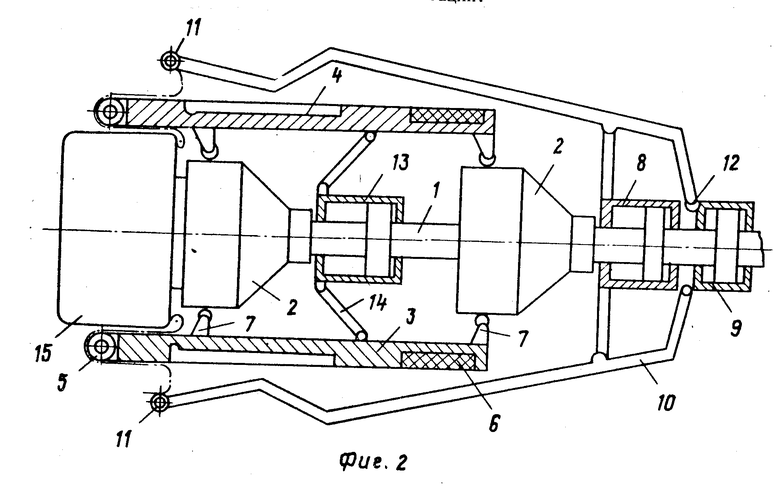
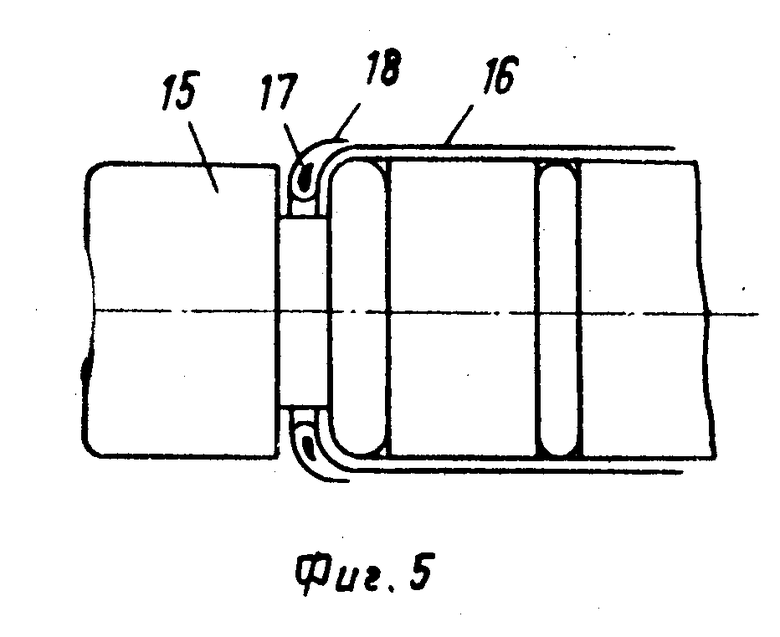
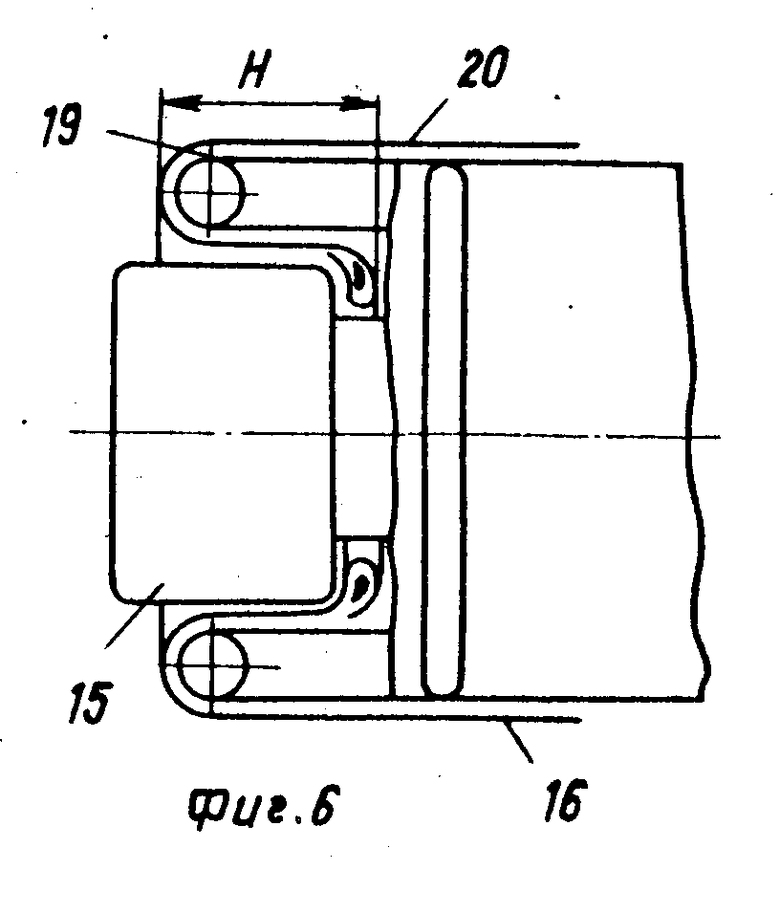
На фиг. 1 изображен общий вид устройства; на фиг. 2 то же, во время работы; на фиг. 3-8 последовательные стадии изготовления оболочки.
Устройство содержит центральный вал 1, на котором жестко закреплены кулачки 2 и разжимной сегментный сборочный барабан, на сегментах 3 которого выполнены углубления 4. Сегменты 3 снабжены кольцевой прикаточной пружиной 5 и удерживаются эластичным поясом 6. На сегментах 3 монтируются следящие ролики 7, взаимодействующие с кулачками 2.
На центральном валу 1 установлен с возможностью возвратно-поступательного перемещения привод для приведения в действие механизма обработки большого борта. Привод выполнен в виде двух силовых цилиндров 8 и 9. Механизм обработки большего борта выполнен в виде шарнирно смонтированных на корпусе силового цилиндра 8 изогнутых рычагов 10, на одних концах которых смонтированы кольцевые прикаточные пружины 11, а на других ролики 12, взаимодействующие с корпусом силового цилиндра 9.
На центральном валу 1 смонтирован привод 13 для радиального разжатия сегментов 3, которые посредством шарнирно связанных с ними рычагов 14 соединены с приводом 13.
Устройство оснащено обечайкой 15.
Данный способ на предложенном устройстве осуществляется следующим образом.
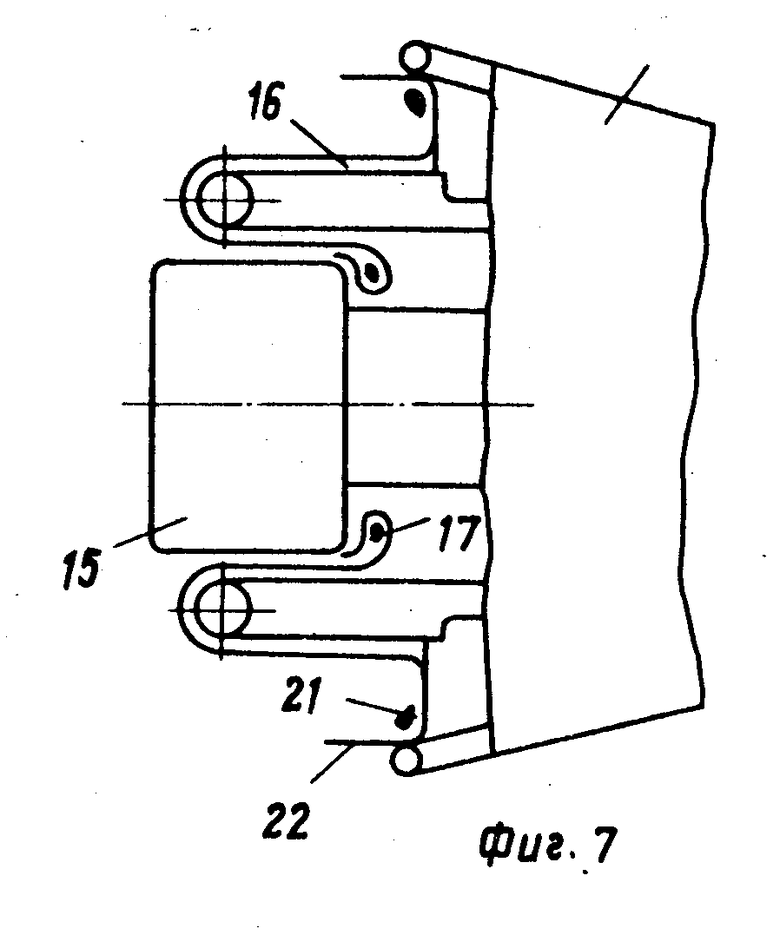
На цилиндрическую поверхность сегментов 3 накладывают слои резинокорда и образуют цилиндрический браслет 16. Обечайки 15 снимают, обжимают кромку браслета, сажают малое крыло 17 и заворачивают кромку 18 на крыло 17, после этого подводят обечайку 15 и устанавливают на центральном валу 1 (фиг. 4-5). Затем свободную часть браслета 16 растягивают, включая привод 13 разжатия сегментов 3 до диаметра, соответствующего большему диаметру готовой оболочки. При работе привода 13 сегменты 3 перемещаются за счет перемещения следящих роликов 7 по кулачкам 2. При этом свободная часть браслета 16 растягивается и перекатывается путем его аксиального перемещения с барабана на обечайку 15 на величину, соответствующую высоте Н готовой оболочки с образованием параллельно расположенных внутренней и внешней стенок 19 и 20 (фиг. 6). Выворачивание свободной части браслета пружинами 5 приводит к полному формованию оболочки. Затем производят подачу большого крыла 21 в зону оформления большого борта. Силовой цилиндр 9, воздействуя через ролики 12 на изогнутые рычаги 10, разжимает их и происходит растяжение кромки 22 браслета (фиг. 7).
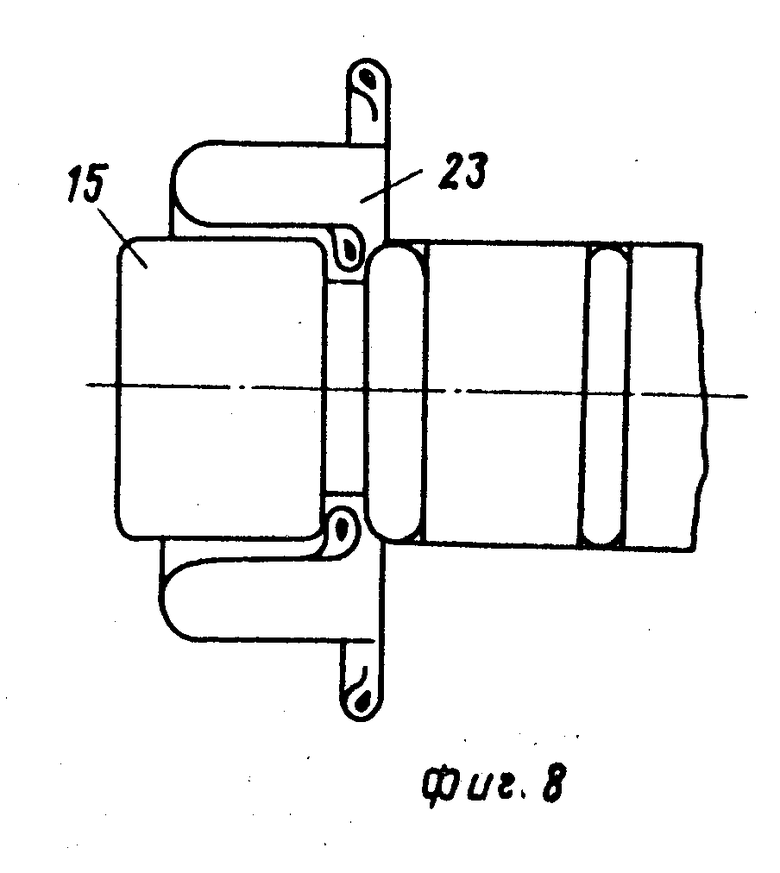
После этого силовой цилиндр 8 перемещает рычаги 10 и производится заворот кромки 22 браслета вокруг большого крыла 21 (фиг. 8) посредством кольцевой прикаточной пружины 11.
Складывание барабана при реверсе силовых цилиндров 8, 9 и привода 13 осуществляется за счет пружин 5 и 11, а также эластичного пояса 6. Обечайку 15 отводят, освобождая готовую оболочку 23 для последующей ее вулканизации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки покрышек пневматических шин | 1978 |
|
SU717851A1 |
| Способ сборки резино-кордных оболочек и устройство для его осуществления | 1976 |
|
SU648067A3 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| СПОСОБ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361737C2 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1970 |
|
SU259362A1 |
| Устройство для перемещения прикаточной пружины | 1970 |
|
SU408517A1 |
| Устройство для сборки резинокордных браслетов | 1985 |
|
SU1326446A1 |
| Устройство для наложения заготовок покрышек пневматических шин | 1986 |
|
SU1331661A1 |
| СБОРКИ ПНЁВМОБАЛЛОНОВ | 1969 |
|
SU252593A1 |
| Способ изготовления резинокордных оболочек | 1979 |
|
SU781083A1 |


| СТАНОК ДЛЯ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 0 |
|
SU259362A1 |
