Изобретение относится к области изготовления резинокордных оболочек, например, пнев1у обаллонов в шинной промышленности.
Известно устройство для сборки пневмобаллонов, включающее станины, сборочный барабан, разделенный на две половины, механизмы обработки борта и шаблоны для фиксации бортовых колец. Закраины барабана выполнены в виде набора рычагов с прорезями, которые, поворачиваясь вокруг осей, формуют на конус слои материала. Механизмы обработки борта представляют собой обечайки, которые фланцами связаны со штоками пневмоцилиндров для горизонтального перемещения. При этом обечайки механизмов обработки борта значительно больше но диаметру, чем диаметр сборочного барабана. Шаблон для фиксации бортового кольца состоит из трех роликов, между которыми закрепляется бортовое кольцо, н перемещается винтовой парой.
Конструкция известного устройства сложна, громоздка и не позволяет получить качественное изделие из-за отсутствия прикатки кромок слоев материала.
В предлагаемом станке механизм обработки борта имеет рычаги, выполненные в виде раздвижных секторов, которые суммарно образуют кольцевую поверхность. Кольцевая поверхность раздвижных секторов служит дополнительным барабаном при наложении слоев.
Раздвижные сектора кинематически связаны с приводами вертикального н горизонтального перемещения, а привод шаблона для фиксации бортовых колец встроен в механизм обработки борта. При этом механизм вертикального перемещения раздвижных секторов выполнен в виде шарнирно-связанных пар рычагов, расположенных цепью вдоль ступицы корпуса механизма обработки борта и взаимодействующих с коническим несущим диском, установленным на ступице корпуса.
Конструкция предлагаемого станка компактна и проста но устройству, а наличие дополнительного барабана и возможность прикатки слоев материала по всей поверхности позволяет получить качественное изделие.
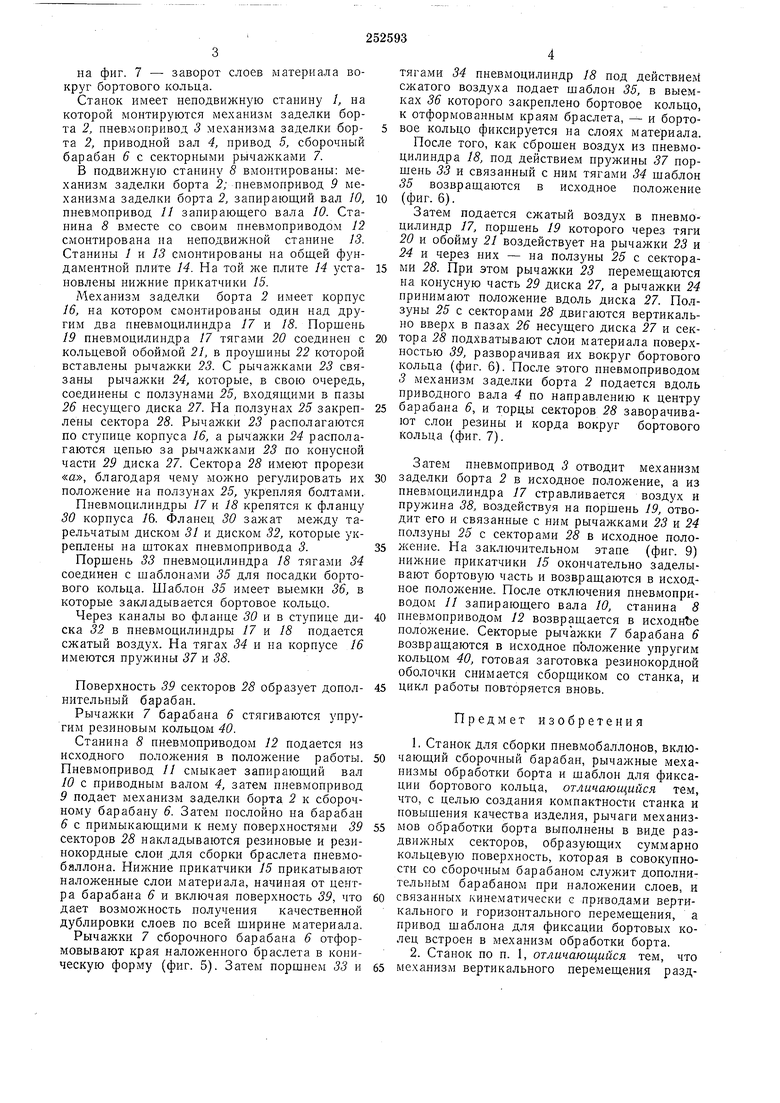
Конструкция и принцип работы станка иллюстрируется чертежами. На фиг. 1 изображен станок, общий вид;
на фиг. 2 - механизм обработки борта, общий вид;
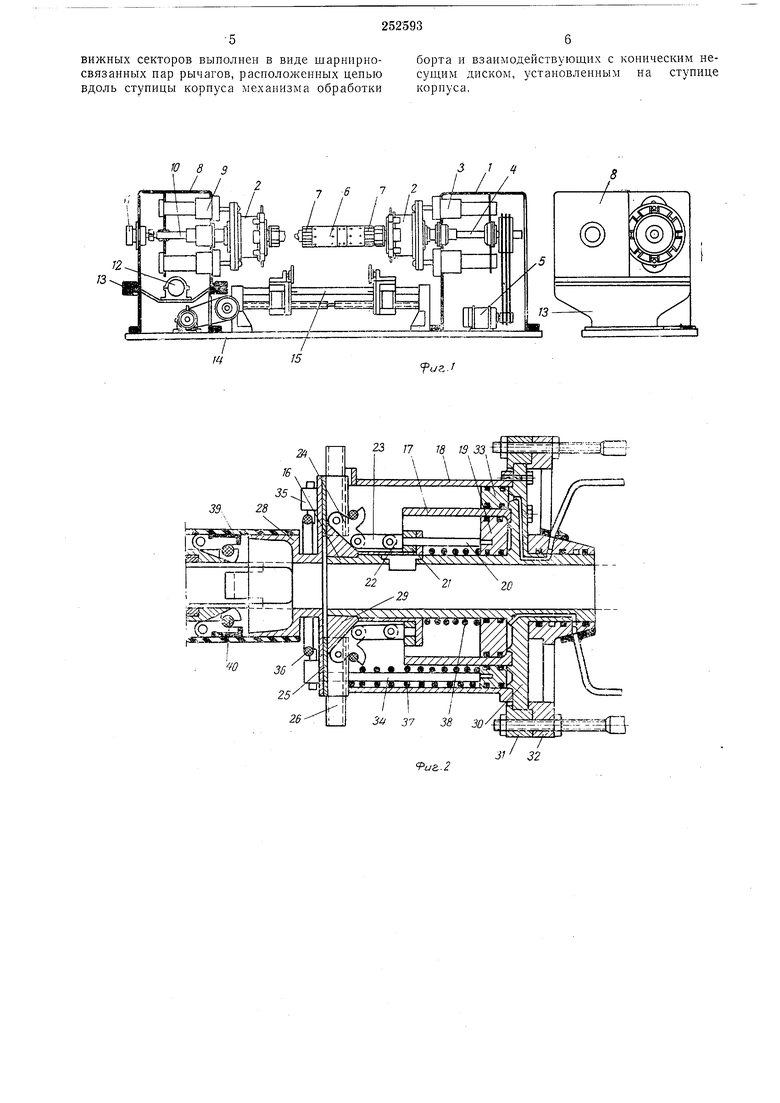
на фиг. 3 - механизм обработки борта, внд сбоку;
на фиг. 4 - раздвижной сектор механизма обработки борта;
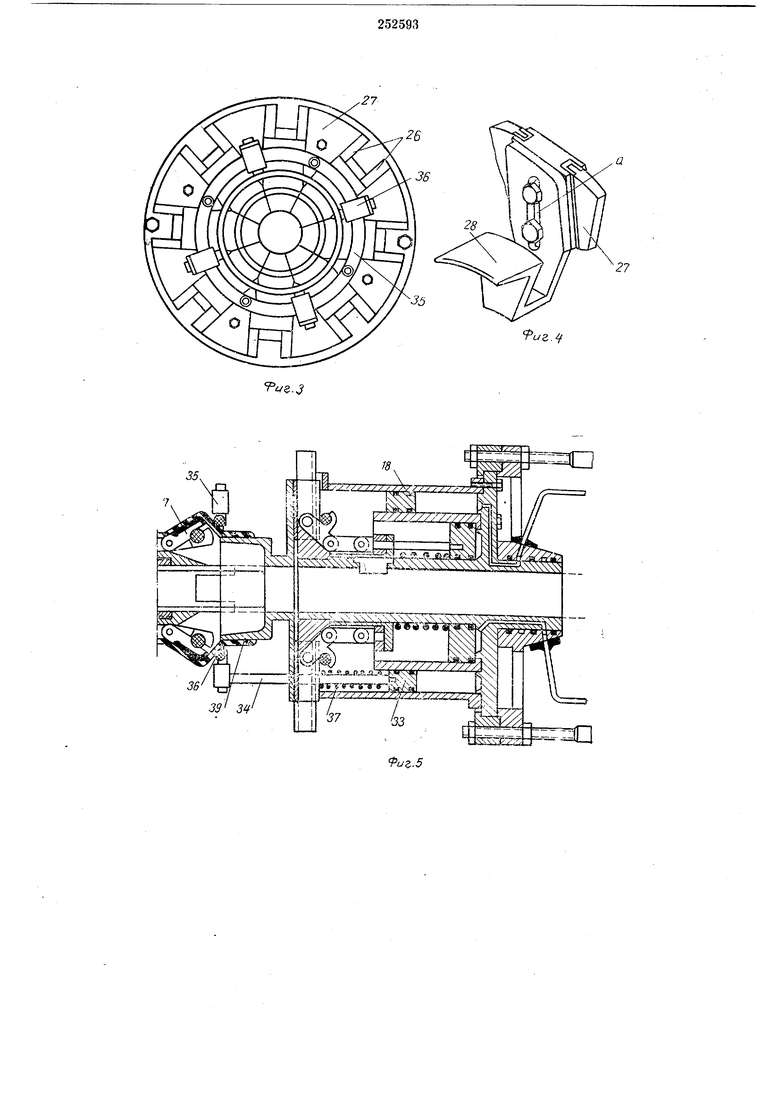
на фиг. 5 - шаблон в положении фиксации бортового кольца;
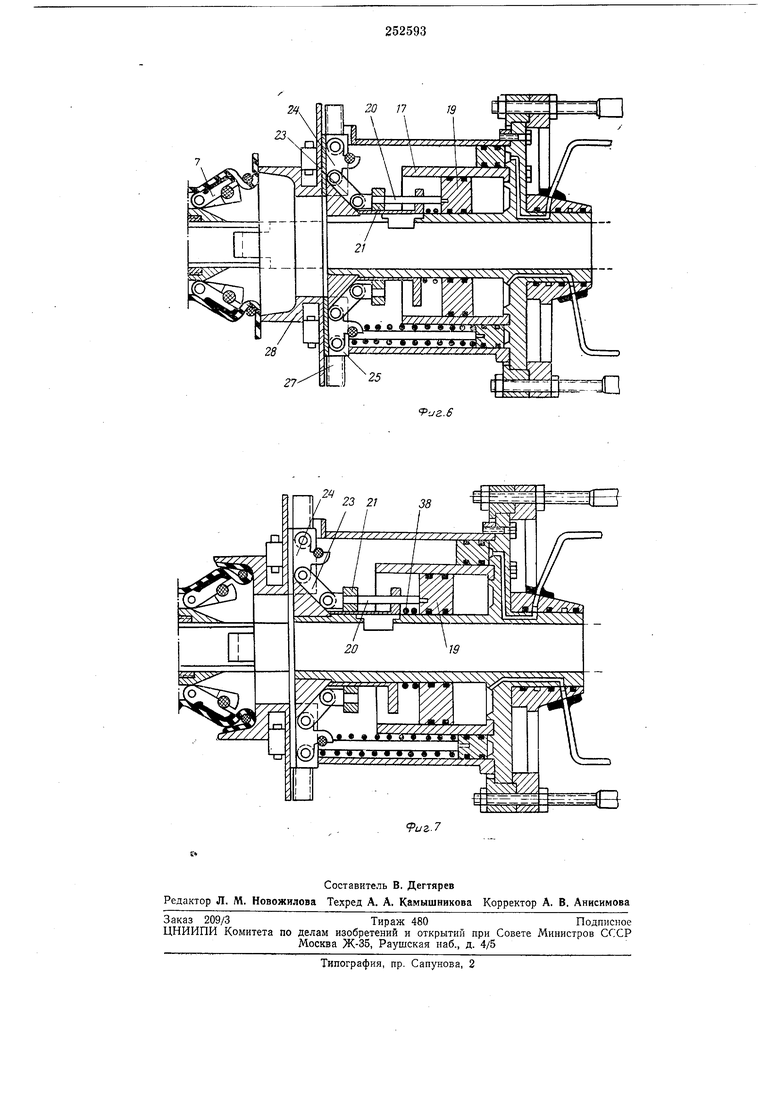
на фиг. 7 - заворот слоев материала вокруг бортового кольца.
Станок имеет неподвижную станину 1, на которой монтируются механизм заделки борта 2, пневмопривод 3 механизма заделки борта 2, приводной зал 4, привод 5, сборочный барабан 6 с секторными рычажками 7.
В подвижную станину 8 вмонтированы: механизм заделки борта 2; пневмопривод 9 механизма заделки борта 2, запирающий вал 10, пневмопривод // запирающего вала 10. Станина 8 вместе со своим пневмоприводом 12 смонтирована на неподвижной станине 13. Станины 1 и 13 смонтированы на общей фундаментной нлите 14. На той же плите 14 установлены нижние прикатчики 15.
Механизм заделки борта 2 имеет корпус 16, на котором смонтированы один над другим два пневмоцилиндра 17 и 18. Поршень 19 пневмоцилиндра 17 тягами 20 соединен с кольцевой обоймой 21, в проушины 22 которой вставлены рычажки 23. С рычажками 23 связаны рычал ки 24, которые, в свою очередь, соединены с ползунами 25, входящими в назы 26 несущего диска 27. На ползунах 25 закреплены сектора 28. Рычалски 23 располагаются по ступице корпуса 16, а рычал ки 24 располагаются цепью за рычажками 23 по конусной части 29 диска 27. Сектора 28 имеют прорези «а, благодаря чему можно регулировать их положение на ползунах 25, укрепляя болтами.
Пневмоцилиндры 17 и 18 крепятся к фланцу 30 корпуса 76. Фланец 30 зажат между тарельчатым диском 31 и диском 32, которые укреплены на штоках пневмопривода 3.
Поршень 33 пневмоцилиндра 18 тягами 34 соединен с шаблонами 35 для посадки бортового кольца. Шаблон 35 имеет выемки 36, в которые закладывается бортовое кольцо.
Через каналы во фланце 50 и в ступице диска 32 в Пневмоцилиндры 17 и 18 подается сжатый воздух. На тягах 34 и на корпусе 16 имеются пружины 37 и 38.
Поверхность 39 секторов 28 образует дополнительный барабан.
Рычал ки 7 барабана 6 стягиваются упругим резиновым кольцом 40.
Станина 8 пневмоприводом 12 подается из исходного пололсения в положение работы. Пневмопривод // смыкает запирающий вал 10 с приводным валом 4, затем пневмопривод 9 подает механизм заделки борта 2 к сборочному барабану 6. Затем послойно на барабан 6 с примыкающими к нему поверхностями 39 секторов 28 накладываются резиновые и резинокордные слои для сборки браслета пневмобаллона. Нижние нрикатчики 15 прикатывают наложенные слои материала, начиная от центра барабана 6 и включая поверхность 39, что дает возможность получения качественной дублировки слоев по всей ширине материала.
Рычажки 7 сборочного барабана 6 отформовывают края наложенного браслета в коническую форму (фиг. 5). Затем порщнем 33 и
тягами 34 пневмоцилиндр 18 под действие.м сжатого воздуха подает шаблон 35, в выемках 36 которого закреплено бортовое кольцо, к отформованным краям браслета, - и бортовое кольцо фиксируется на слоях материала. После того, как сброшен воздух из пневмоцилиндра 18, под действием пружины 37 поршень 33 и связанный с ним тягами 34 шаблон 35 возвращаются в исходное положение
(фиг. 6).
Затем подается сжатый воздух в пневмоцилиндр 17, поршень 19 которого через тяги 20 и обойму 21 воздействует на рычажки 23 и 24 и через них - на ползуны 25 с секторами 28. При этом рычажки 23 перемещаются на конусную часть 29 диска 27, а рычажки 24 нринимают положение вдоль диска 27. Ползуны 25 с секторами 28 двигаются вертикально вверх в пазах 26 несущего диска 27 и сектора 28 подхватывают слои материала поверхностью 39, разворачивая их вокруг бортового кольца (фиг. 6). После этого пневмоприводом 3 механизм заделки борта 2 подается вдоль приводного вала 4 по направлению к центру
барабана 6, и торцы секторов 28 заворачивают слои резины и корда вокруг бортового кольца (фиг. 7).
Затем пневмопривод 3 отводит механизм
заделки борта 2 в исходное положение, а из пневмоцилиндра 17 стравливается воздух и пружина 38, воздействуя на поршень 19, отводит его и связанные с ним рычажками 23 и 24 ползуны 25 с секторами 28 в исходное положение. На заключительном этапе (фиг. 9) нижние прикатчики 15 окончательно заделывают бортовую часть и возвращаются в исходное положение. После отключения пневмоприводом // запирающего вала 0, станина 8
пнев.монриводом 12 возвращается в исходнЬе положение. Секторые рычажки 7 барабана 6 возвращаются в исходное пЬложение упругим кольцом 40, готовая заготовка резинокордной оболочки снимается сборщиком со станка, и
цикл работы повторяется вновь.
Предмет изобретения
1.Станок для сборки нневмобаллонов, включающий сборочный барабан, рычал ные механизмы обработки борта и шаблон для фиксации бортового кольца, отличающийся тем, что, с целью создания компактности станка и повышения качества изделия, рычаги механизмов обработки борта выполнены в виде раздвил ных секторов, образующих суммарно кольцевую поверхность, которая в совокупности со сборочным барабаном слулсит дополнительным барабаном при налол ении слоев, и
связанных кинематически с приводами вертикального и горизонтального перемещения, а привод шаблона для фиксации бортовых колец встроен в механизм обработки борта. -56
вижных секторов выполнен в виде шарнирно-борта н взаимодействующих с коническим несвязанных пар рычагов, расположенных цепью сущим диском, установленным на ступице вдоль ступицы корпуса механизма обработкикорпуса,
252593 
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ ПНЕВМОБАЛЛОНОВ | 1965 |
|
SU174787A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1973 |
|
SU506177A1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1972 |
|
SU339429A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| АГРЕГАТ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1998 |
|
RU2147991C1 |
| СТАНОК ДЛЯ СБОРКИ ПНЕВМОБАЛЛОНОВ ДИАФРАГМЕННОГО ТИПА | 1966 |
|
SU215472A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| Механизм обработки борта к станкам для сборки покрышек пневматических шин | 1975 |
|
SU558476A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1102682A1 |
J
tes
VT
fu&.2
39 34
.
n
:ЗП
27
