Изобретение относится к оборудованию шинной промышленности и предназначено для автоматизированного наложения мини- боковин при изготовлении брекерно-протек- торного браслета или сборке покрышек.
Цель изобретения - повышение качества наложения заготовок.
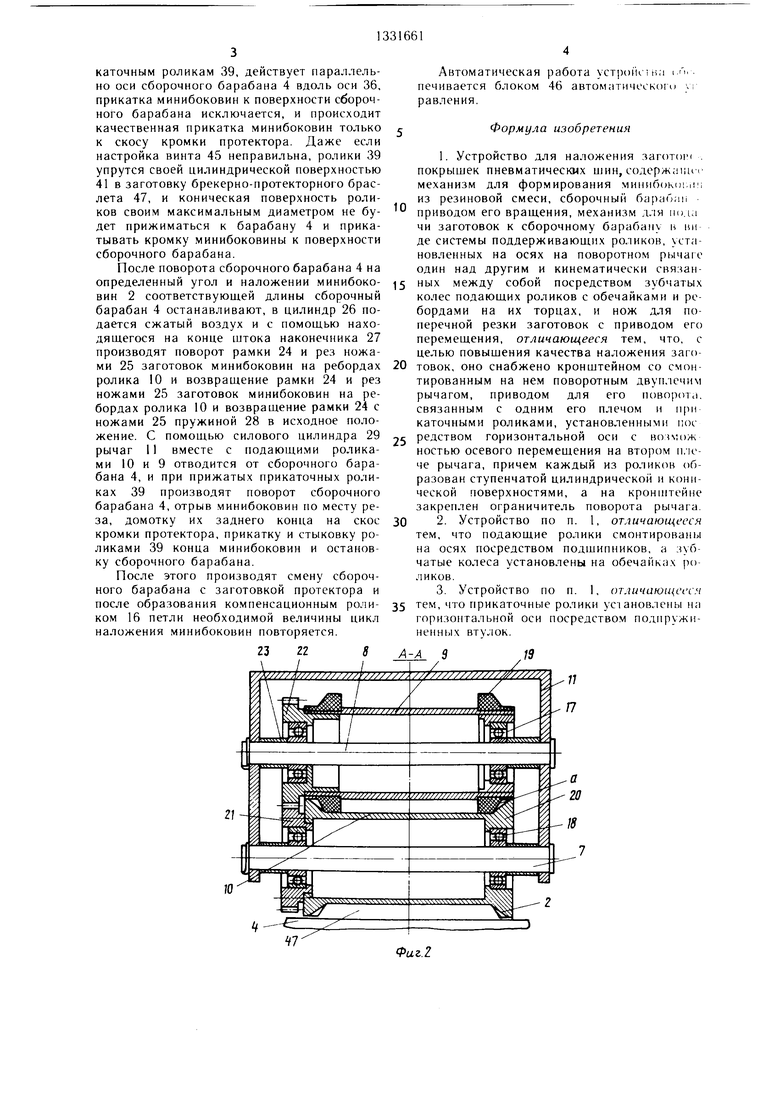
На фиг. 1 изображена схема устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство содержит механизм 1 для формования минлбоковин 2 из резиновой смеси в виде червячной машины с профили- руюшей головкой 3, сборочный барабан 4 с приводом его вращения (не показан), механизм для подачи заготовок к сборочному барабану 4 в виде системы поддерживающих роликов 5 и 6, установленных на осях 7 и 8 на поворотном рычаге один над другим, подающих роликов 9 и 10. Рычаг 11 установлен на оси 12, закрепленной на раме 13. На раме 13 на оси 14 закреплен качающийся рычаг 15 с компенсирующими роликами 16 для образования петли из заготовок минибоковин 2. Подающие ролики 9 и 10 смонтированы на осях 7 и 8 на подшипниках 17 и 18. Оси 7 и 8 неподвижио закреплены на рычаге 11. Ролики 9 снабжены на их торцах ребордами 19, выполненными из материала, обладающего малой адгезией к резиновым смесям, например фторопласта. Реборды 20 ролика 10 выполнены из металла.
Подающие ролики 9 и 10 кинематически связаны между собой посредством зубчатых колес 21 и 22, которые установлены на обечайках 23. Между ребордами 19 и 20 образуется зазор а, соответствующий профилю накладываемой минибо- ковины. На рычаге 11 в осях 23 установлена поворотная рамка 24, на которой закреплены ножи 25 для поперечной резки заготовок минибоковин 2 и приводной цилиндр 26, шток которого оканчивается наконечником 27, взаимодействующим с рамкой 24 при резе. Для обратного хода рамки 24 с ножами 25 она соединена пружиной 28 с рычагом 11. Рычаг 11 связан с силовым цилиндром 29 его поворота, щарнирно закрепленным на оси 30, укрепленной в кронштейне 31 на раме 13.
На раме 13 жестко закреплен кронштейн 32, на котором посредством оси 33 установлен поворотный двуплечий рычаг 34, одним плечом шарнирно связанный с приводом в виде силового цилиндра 35 его поворота, закрепленным на кронштейне 32, а на другом плече жестко закреплена горизонтальная ось 36. На оси 36 на подвижных вдоль нее втулках 37 в подшипниках 38 установлены прикаточные ролики 39, которые снабжены конической поверхностью 40, соответствующей конфигурации минибоковин, и цилиндрической поверхностью 41. На концах оси 36 установлены опорные гайки 42, между ними и подвижными втулками 37 расположены пружины 43.
На оси 36 установлены также упорные втулки 44.
Кронштейн 32 снабжен ограничительным упором в виде винта 45 для ограничения поворота рычага 34 при прикатке мини- боковин.
Автоматическая работа устройства обес
печивается системой автоматики, расположенной в блоке 46 автоматического управления.
Устройство работает следующим образом.
с При включенной червячной мащине щпри- цуемые через профилирующую головку 3 непрерывные заготовки двух минибоковин 2 пропускают через ролики 5, 16 и 6 и заправляют в зазоры а между ребордами 19 и 20. При этом рычаг 11 с подаю0 щими роликами 9 и 10 находится в отведенном от сборочного барабана 4 положения.
После образования под весом компенсирующих роликов 16 и рычага 15 необходимой компенсационной петли силовой ци линдр 29 перемещает рычаг 11 с подающими роликами 9 и 10 к сборочному барабану 4. Включается привод вращения сборочного барабана (фиг. 1). При этом подающий ролик 10 опирается на поверх ность расположенного на сборочном барабане 4 брекерно-протекторного браслета 47. Поскольку сопротивление вращению легких подающих роликов 9 и 10, свободно вращающихся в подшипниках 18 и 17 на осях 7 и 8 незначительно, основной по дающий ролик 10 приводится во вращение за счет фрикции от сборочного барабана и передает вращение через зубчатые колеса 21 и 22 дополнительному подающему ролику 9. При прохождении заготовок мини- боковин 2 между ребордами 19 и 20 они,
0 вследствие малой адгезии к резине реборд дополнительного подающего ролика 9, переходят на реборды основного подающего ролика 10 и подаются ими на скос кромки беговой части протектора точно сцентрированными относительно плоскости симметрии
барабана (фиг. 2).
С помощью силового цилиндра 35 рычаг 34 поворачивается к сборочному барабану 4 до упора в винт 45, который препятствует контакту прикаточного ролика 39 с поQ верхностью барабана (фиг. 3).
При поступлении минибоковин 2 ролики 39 несколько сдвигаются вдоль оси 36 на втулках 37, сжимая пружины 43, и прижимают коническими поверхностями 40 минибоковины 2 к скосу кромки беговой
5 части протекторной заготовки, расположенной на барабане, осуществляя их прикат- ку при вращении сборочного барабана. Так как усилие пружин 43, передаваемое прикаточным роликам 39, действует параллельно оси сборочного барабана 4 вдоль оси 36, прикатка минибоковин к поверхности сборочного барабана исключается, и происходит качественная прикатка минибоковин только к скосу кромки протектора. Даже если настройка винта 45 неправильна, ролики 39 упрутся своей цилиндрической поверхностью 41 в заготовку брекерно-протекторного браслета 47, и коническая поверхность роликов своим максимальным диаметром не будет прижиматься к барабану 4 и прикатывать кромку минибоковины к поверхности сборочного барабана.
После поворота сборочного барабана 4 на определенный угол и наложении минибоковин 2 соответствующей длины сборочный барабан 4 останавливают, в цилиндр 26 подается сжатый воздух и с помощью находящегося на конце штока наконечника 27 производят поворот рамки 24 и рез ножами 25 заготовок минибоковин на ребордах ролика 10 и возвращение рамки 24 и рез ножами 25 заготовок минибоковин на ребордах ролика 10 и возвращение рамки 24 с ножами 25 пружиной 28 в исходное положение. С помощью силового цилиндра 29 рычаг 11 вместе с подающими роликами 10 и 9 отводится от сборочного барабана 4, и при прижатых прикаточных роликах 39 производят поворот сборочного барабана 4, отрыв минибоковин по месту реза, домотку их заднего конца на скос кромки протектора, прикатку и стыковку роликами 39 конца минибоковин и остановку сборочного барабана.
После этого производят смену сборочного барабана с заготовкой протектора и после образования компенсационным роликом 16 петли необходимой величины цикл наложения минибоковин повторяется.
23 22
4
0
Автоматическая работа уст1Ю1км нл й печивается блоком 46 автоматичоскоги i равления.
Формула изобретения
1. Устройство для наложения заготслм . покрыщек пневматических тин, содержание механизм для формирования мипибоко:. ; из резиновой смеси, сборочный барубип приводом его вращения, механизм для iio.ui чи заготовок к сборочному барабану в lui де системы поддерживающих роликов, установленных на осях на поворотном рычаге один над другим и кинематически связан5 ных между собой посредством зубчатых колес подающих роликов с обечайками и ребордами на их торцах, и нож для поперечной резки заготовок с приводом его перемещения, отличающееся тем, что, с целью повыщения качества наложения заго0 товок, оно снабжено кронштейном со смонтированным на нем поворотным двуплечим рычагом, приводом для его поворотсК связанным с одним его плечом и при каточными роликами, установленными нос
5 редством горизонтальной оси с возмож ностью осевого перемещения на втором п.че- че рычага, причем каждый из роликов образован ступенчатой цилиндрической и конической поверхностями, а на кронштейне закреплен ограничитель поворота рычага.
0 2. Устройство по п. 1, отличающееся тем, что подающие ролики смонтированы на осях посредством подшипников, а зубчатые колеса установлены на обечайка.ч ро ликов.
3. Устройство по п. 1, отличающееся
5 тем, что прикаточные ролики установлены на горизонтальной оси посредством подпружинен HI.IX втулок.
/7 /7
Фиг.2
Ш
0
4
35
37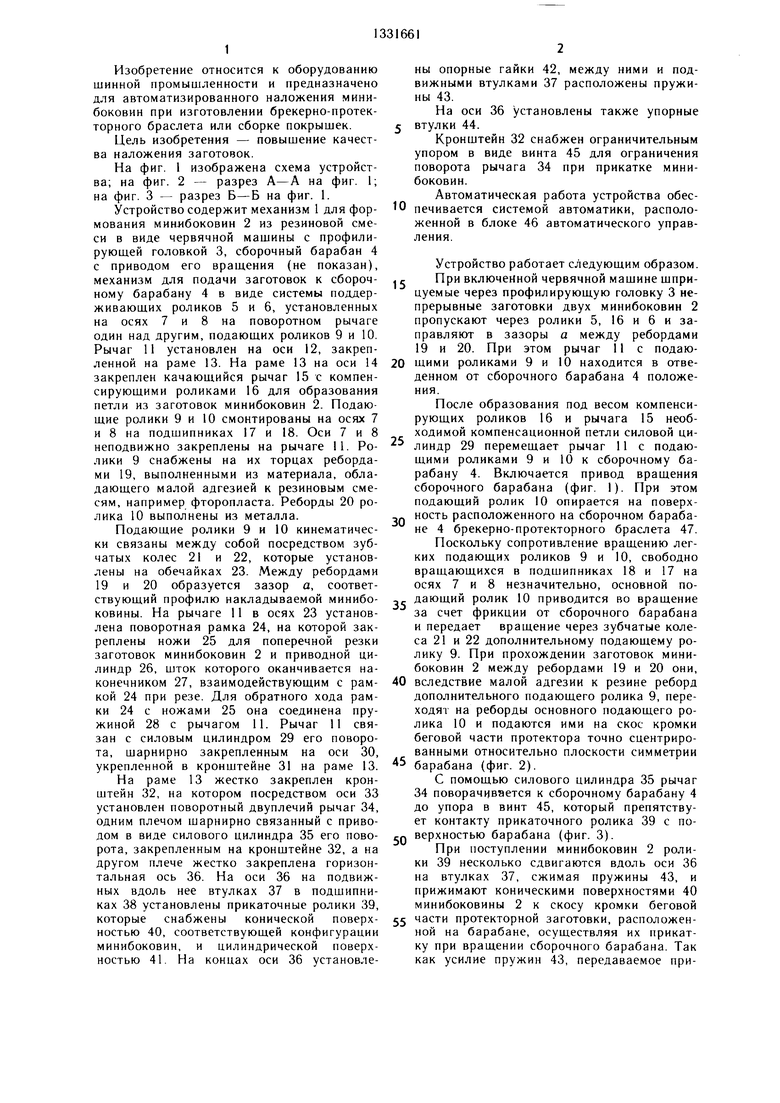
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1983 |
|
SU1098827A1 |
| Устройство для наложения протектора ленточкой | 1981 |
|
SU1034921A1 |
| ЛИНИЯ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1610741A1 |
| Устройство для наложения протектора ленточкой | 1984 |
|
SU1191304A2 |
| Устройство для прикатки брекерно-протекторного браслета | 1987 |
|
SU1717400A1 |
| Устройство для наложения протектора ленточкой | 1984 |
|
SU1168436A2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1987 |
|
SU1490852A1 |
| Устройство для прикатки к станку для сборки покрышек пневматических шин | 1986 |
|
SU1353659A1 |
| Устройство для наложения протектора ленточкой | 1986 |
|
SU1390067A2 |
Изобретение относится к оборудованию шинной промышленности и предназначено для автоматического наложения минибоко- вин при изготовлении брекерно-протектор, 7 26 .. , 7 , А 28 ного браслета или сборке покрышек. изобретения - повышение качества наложе ния заготовок. Для этого оно снабжено кронштейном 32 со смонтированным на нем поворотным двуплечим рычагом 34, приводом 35для его поворота, связанным с одним его плечом, и прикаточными роликами 39. Последние посредством горизонтальной оси 36установлены с возможностью осевого перемешения на другом плече рычага 34. Каждый ролик 39 образован ступенчатой цилиндрической и конической поверхностями. На кронштейне 32 закреплен ограничитель поворота рычага 34. Подающие ролики 9 и 10 смонтированы на осях 8 и 7 посредством подшипников. Зубчатые колеса установлены на обечайках роликов 9 и 10. При- каточные ролики 39 установлены на горизонтальной оси 36 посредством подпружиненных втулок. 2 3. п. ф-лы, 3 ил. В (Л оо оо ot О5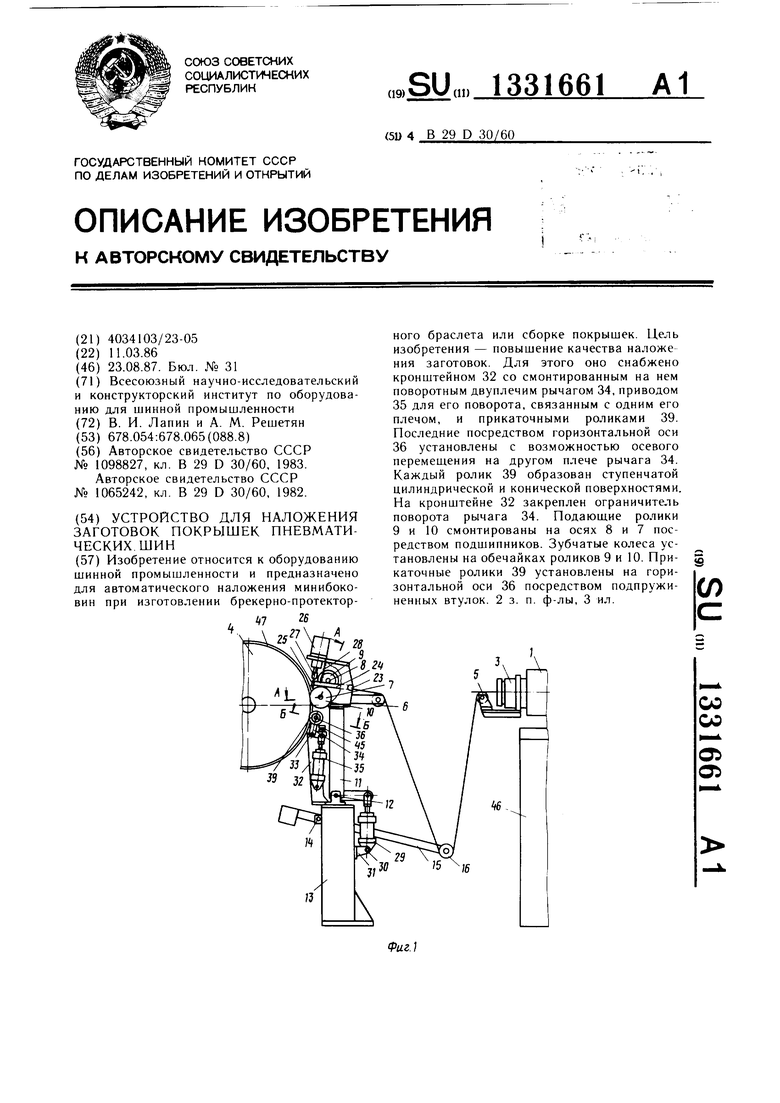
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1983 |
|
SU1098827A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |
| Солесос | 1922 |
|
SU29A1 |
