Изобретение относится к способам изготовления резинокордных оболочек и может найти применение в шинной промышленности, в частности при производстве резинокордных оболочек сложной конфигурации с неравными по диаметру бортами.
Известен способ изготовления резинокордных оболочек с неравными по диаметру бортами, при котором образуют резинокордный цилиндрический браслет, оформляют малый борт, выворачивают свободную кромку браслета с образованием отворота с большим, чем у браслета диаметром наружной поверхности, оформляют большой борт путем установки большого бортового кольца концентрично наружной поверхности отXJ
00
ворота, посадки его по внутреннему диаметру и заворота свободной кромки вокруг бортового кольца, затем формуют оболочку и
00 W вулканизуют.
Недостатком способа является то, что он не обеспечивает качественного изготовления оболочек с соотношением диаметров 1:2, так как при его осуществлении возможно смещение бортового кольца относиельно Места его посадки на отвороте.
Известен также способ изготовления резинокордных оболочек, при котором образуйт резинокордный цилиндрический браслет на сборочном барабане, смонтированном на консольном валу, оформляют малый борт, выворачивают свободную кромку браслета с образованием отворота с большим, чем у браслета, диаметром наружной поверхности, оформляют большой борт, путем установки большого бортового кольца концентричнЪ на|зужной поверхности oTiBOрота, посадки его по внутреннему диаметру и Заворота свободной кромки вокруг бортового кольца, затем формируют оболочку и вулканизуют.
Недостатком этого способа является то, что при образований посадочной поверхности для малого бортобого кольца с диаметром, меньшим 100 мм, сборщик вынужден обжимать браслет Также и вокруг бала, на котором смонтирован сборочный барабан, что ведет к образованию складок и дальнейшим операциям по их ликвидации. При этом снижается качество собирйемого изделия,
Цель изобретения - обеспечение качественного изготовления оболочек с внутренним диаметром малого бортового кольца, не превышающим 100 мм.
Поставленная цель достигается путем изготовления резинокордных оболочек, При котором образуют резинокордный цилиндрический браслет на сборочном барабане, смбйти|э6ванном консольно на валу, оформляют малый борт, выворачивают свободную кромку браслета с образованием отворота с большим, чем у браслета, диаметром нар)ужной поверхности, оформляют большой борт путем установки большого бортового кольца кбнцёнтрично наружной поверхности 6т ЙйрЬтаГ ПОСадкй ёго по внутреннему диаметру и заворота свободной кромки вокруг бортового кольца, затем формуют оболочку и вулканизуют. После образования резинокордного цилиндрического браслета сборочный бapaбaнf ёpёмeщaR5t Bflfo/it бала до установки одной из кромок браслета за свободный конец вала, обжимают свободную кромку браслета с получением посадочной поверхности для малого бортового кольца, пo вoдят к ней малое бортовое цольцо, перемещают сборочный барабан с резииркордным цилиндрическим браслетом и малым бортовым кольЦом в исходное положение, а затем оформляют малый борг.
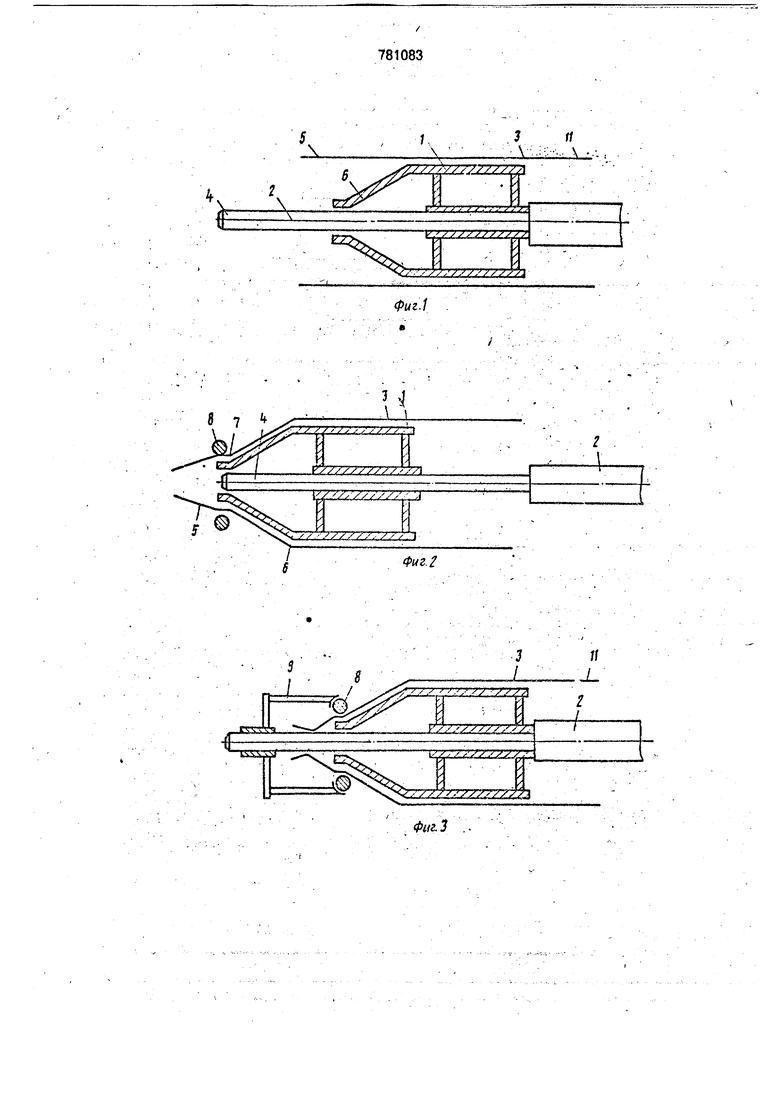
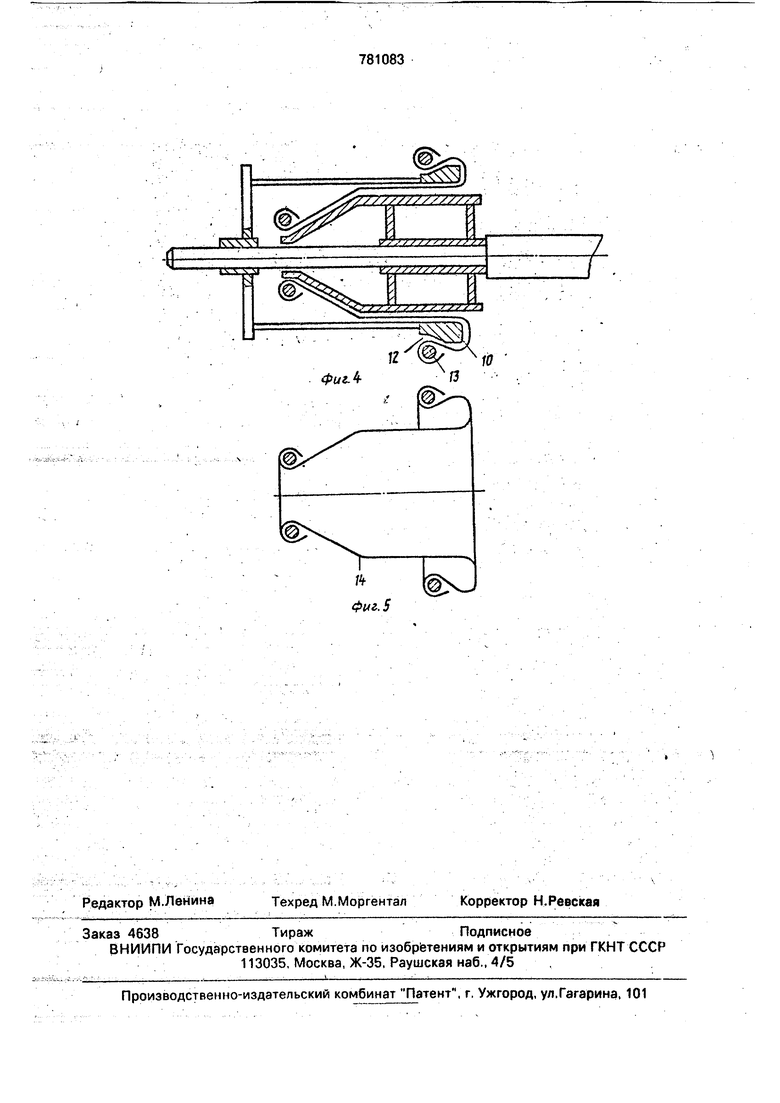
На фиг. 1-4 показаны последовательные стадии изготовления резино-кордной оболочки; на фиг 5 - резино-кордная оболочка.,
Способ осуществляется следующим образом.
На сборочный барабан 1, смонтированный подвижно на валу 2, накладывают слои каркаса и образуют резинокордный цилиндрический браслет 3. Далее браслет 3 вместе со сборочным барабаном 1 сдвигают на консоль 4 вала 12 так, чтобы Последняя оказалась запо,цлицо или внутри барабана 1. Свободную кромку 5 браслета 3 обжимают по поверхности 6 барабана 1 и обраisykiT посадочную поверхность 7 для малого бортового кольца 8. Затем бортовое кольцо 8 подводят к посадочной поверхности 7. после чего браслет 3 совместно с бортовым
кольцом барабаном 1 перемещают в исходное положение,
После этого подводят шаблон 9, с помощью которого бортовое кольцо 8 центрируют и приклеивают к посадочной
Новерхности 7 браслета 3. Шаблон 9 отводят и оформлянЬт малый борт.
Далее устанавливают опорное кольцо
10 и выворачивают свободную кромку 11
браслета 3 на опорное кольцо 10 с образованием отворота 12 с большим, чем у браслета 3, диаметром наружной поверхности. При этом отворот 12 облегчает наружную поверхность кольца Ю. После этого оформляют большой борт оболочки путем
установки большого бортового кольца 13 ксжцентрично наружной поверхности отворота 12, посадку его по внутреннему диаметруи заворот свободной кромки 11 браслета 3 вокруг бортового кольца 13. Собранная оболочка 14 снимается с барабана 1 и Передается на формование и вулканизацию
Далее цикл повторяется. Предлагаемый способ позволяет повысить качество собираемых изделий исключения образования складок резинокордного браслета при образовании посадочного места для малого бортового кольца.
311
Г
lV. л ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления резино-кордных оболочек и устройство для его осуществления | 1978 |
|
SU735430A1 |
| Способ изготовления резино-кордных оболочек | 1977 |
|
SU735428A1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1973 |
|
SU389951A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК С V-ОБРАЗНЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1267709A1 |
| Способ сборки резино-кордных изделий | 1979 |
|
SU870179A2 |
| Способ сборки резинокордных оболочек | 1980 |
|
SU897570A1 |
| СПОСОБ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2015 |
|
RU2607663C1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1106681A1 |
| Способ сборки резино-кордных оболочек и устройство для его осуществления | 1976 |
|
SU648067A3 |
СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК, при котором образуют резинокордный цилиндрический браслет на сборочном барабане, смонтированном на консольном валу, оформляют малый борт, выворачивают свободную кромку браслета с образованием отворота с большим, чем у браслета диаметром наружной поверхности, оформляют большой борт, путем установки большого бортового кольца концентрично наружной поверхности отворота, посадки его по внутреннему диаметру и заворота свободной кромки вокруг бортового кольца, затем формуют оболочку и вулканизуют, отличающийс я тем, что, с целью обеспечения качественного изготовления оболочек с внутренним диаметром малого бортового кольца, не превышающим 100мм, после образования резинокордного цилиндрического браслета сборочный барабан перемещают вдоль вала до установки одной из кромок браслета за свободный конец вала, обжимают свободную кромку браслета с получением посадочной поверхности для малого бортового кольца, подводят к ней малое бортовое кольцо, перемещают сборочный барабан с резинокордным цилиндрическим браслетом и малым бортовым кольцом в исходное положение, а затем оформляют малый борт.
8 7
И
фиг. 2
