Изобретение относится к производству крупногабаритных резинокордных оболочек, работающих под давлением, с текстильным или металлическим кордом в каркасе с разными по диаметру бортами.
Известен станок для сборки резинокордных оболочек с неодинаковыми по диаметру бортами (SU №1267709 от 24.01.85, МКИ4 B29D 30/00), содержащий правую станину со смонтированным на валу сборочным барабаном, с механизмом посадки большого бортового кольца при послойной сборке браслета.
Недостатком этого устройства при сборке крупногабаритных резинокордных оболочек на горизонтальном барабане является то, что браслет, собранный заранее, из-за его больших размеров провисает от собственного веса, что сказывается на качестве собираемой резинокордной оболочки. Кроме того, сборочный барабан для крупногабаритных резинокордных оболочек имеет большой собственный вес, в результате чего вал, консольно смонтированный на станине, получает значительный прогиб, что влияет на точность посадки бортовых колец и, следовательно, на качество резинокордной оболочки.
Известно также устройство и способ изготовления пневматических шин большого размера (патент FR №22721920 от 23.01.76, МКИ2 В29Н 17/14), по которому каркас и брекерно-протекторный браслет изготавливают раздельно в машине с горизонтальной осью, затем перед соединением брекерно-протекторного браслета с каркасом приводят в вертикальное положение оси каркаса и брекерно-протекторного браслета, устанавливают брекерно-протекторный браслет соосно, симметрично вокруг каркаса и расширяют каркас до прижима его к брекерно-протекторному браслету так, что брекерно-протекторный браслет дублируется с каркасом в вертикальном положении.
Недостатками данного способа и устройства являются многочисленные переходы с одной операции на другую, при которых нарушается раздвиг барабана, симметричность и соосность собранной детали пневматической шины и, соответственно, не выдерживается равномерное натяжение нитей корда по бортам.
Известное устройство сборки и способ его осуществления предназначены только для сборки крупногабаритных покрышек. Изготовление на данном устройстве по данному способу крупногабаритных резинокордных оболочек, работающих при высоком давлении, недопустимо, ибо в местах, где нить перетянута, образуются трещины, а в местах, где нить ослаблена образуются вздутия, что не обеспечивает необходимого качества оболочки.
Техническим результатом предлагаемого изобретения является то, что данное техническое решение исключает провисание корда под собственным весом, обеспечивает равномерное натяжение нитей корда, точную посадку бортовых колец, позволяет выдержать заданный раздвиг барабана и повышает качество собираемой резинокордной оболочки.
Технический результат достигается тем, что сборка крупногабаритных резинокордных оболочек с текстильным или металлическим кордом в каркасе осуществляется в одну стадию на вертикальном разжимном барабане в следующей последовательности: навешивание браслета из слоев корда на разжимной сборочный барабан, посадка малого бортового кольца, опрессовка малого борта с одновременным формованием оболочки в U-образную форму, посадка большого бортового кольца и опрессовка большого борта.
Технический результат достигается также тем, что сборка крупногабаритных резинокордных оболочек производится на устройстве, содержащем станину, смонтированную на валу, шаблоны для посадки бортовых колец, разжимной сборочный барабан, расположенный на вертикальном валу и содержащий две части: верхнюю, имеющую канавку для фиксации малого бортового кольца с браслетом при разжиме, и нижнюю, имеющую ограничитель для фиксации браслета, при этом обе части барабана снабжены индивидуальным приводом для разжима, а на станине установлены последовательно съемные опоры для опрессовки большого борта. Сборка крупногабаритных резинокордных оболочек с текстильным или металлическим кордом в каркасе осуществляется в одну стадию на вертикальном разжимном барабане в следующей последовательности: навешивание браслета из слоев корда на разжимной сборочный барабан, посадка малого бортового кольца, опрессовка малого борта с одновременным формованием оболочки в U-образную форму, посадка большого бортового кольца и опрессовка большого борта.
Сущность изобретения поясняется чертежами:
фиг.1 - общий вид устройства;
фиг.2-6 последовательные операции выполнения способа.
Устройство состоит из станины 1, на которой вертикально закреплен неподвижный вал 2 разжимного сборочного барабана, содержащего верхнюю часть 3 с приводом разжима 4 и нижнюю часть 5 с приводом разжима 6, и винтов 7. На валу 2 разжимного сборочного барабана установлен привод 8, который связан с соответствующими съемными шаблонами 9, 10, 11, используемыми в процессе сборки для навешивания браслета, посадки малого бортового кольца и большого бортового кольца. На станину 1 устанавливают последовательно съемные опоры 12 для фиксации большого бортового кольца и опрессовки большого борта, электропривод 13, цепную передачу 14. Верхняя часть 3 разжимного сборочного барабана в сложенном состоянии имеет коническую форму для облегчения навешивания браслета «Б» и профильную канавку «К» для фиксации малого бортового кольца и опрессовки малого борта с браслетом в разжатом состоянии, при этом верхняя часть барабана принимает цилиндрическую форму.
Предложенный способ осуществляется на устройстве следующим образом.
На сложенные верхнюю часть 3 и нижнюю часть 5 сборочного барабана навешивают браслет «Б» при помощи привода 8 и шаблона 9 для навешивания браслета до ограничителя О. Браслет «Б» удерживается шарнирными кронштейнами «М». Затем при помощи шаблона 10 устанавливают малое бортовое кольцо против канавки «К» на верхней части 3 сборочного барабана (фиг.3). Малое бортовое кольцо удерживается внутри шаблона 10 лапками «Л». Разжимают верхнюю часть 3 сборочного барабана приводом разжима 4, тем самым фиксируют браслет с малым бортовым кольцом, убирают съемный шаблон 10, разжимают нижнюю часть 5 сборочного барабана и с помощью электропривода 13 и цепной передачи 14 поднимают нижнюю часть барабана 5 приводом разжима 6, тем самым опрессовывают малый борт и одновременно формуют оболочку (браслет корда) в U-образную форму (фиг.4). На место съемного шаблона 10 устанавливают шаблон 11 с большим бортовым кольцом и осуществляют его посадку на браслет, расположенный на опорах 12, фиксируют большое бортовое кольцо с браслетом, заворачивают браслет и покровную резину вокруг большого бортового кольца, после чего с помощью шаблона для большого бортового кольца и опор 12 опрессовывают большой борт (фиг.5). Опускают вниз нижнюю часть 5 сборочного барабана при помощи электропривода 13, цепной передачи 14, винтов 7 и складывают последовательно нижнюю и верхнюю части сборочного барабана. Собранную резинокордную оболочку снимают с опор 12 при помощи траверсы и поясов (фиг.6).
Предприятие имеет положительный опыт сборки указанным способом на предложенном устройстве резинокордных оболочек от 1700 до 2500 мм по наружному диаметру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки резино-кордных оболочек и устройство для его осуществления | 1976 |
|
SU648067A3 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| Способ изготовления покрышек пневматических шин | 1973 |
|
SU646883A3 |
| СПОСОБ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН ТИПА "Р" | 1992 |
|
RU2085387C1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1970 |
|
SU259362A1 |
| Способ сборки резино-кордных изделий | 1979 |
|
SU870179A2 |
| Способ сборки покрышек пневматических шин | 1978 |
|
SU736486A1 |
| Способ сборки покрышек пневматических шин типа "р" | 1974 |
|
SU486914A1 |
| АГРЕГАТ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1998 |
|
RU2147991C1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
Изобретение относится к производству крупногабаритных резинокордных оболочек с текстильным или металлическим кордом в каркасе с разными по диаметру бортами. Устройство для сборки резинокордных оболочек имеет разжимной сборочный барабан, расположенный вертикально и состоящий из двух частей, верхней, имеющей канавку для фиксации малого бортового кольца с браслетом, и нижней, имеющей ограничитель для фиксации браслета, обе части снабжены индивидуальным приводом для разжима, при этом на станину устанавливаются последовательно съемные опоры для опрессовки большого борта. Сборку крупногабаритных резинокордных оболочек осуществляют в одну стадию на вертикальном разжимном барабане в следующей последовательности: навешивание браслета из слоев корда на разжимной сборочный барабан, посадка малого бортового кольца, опрессовка малого борта с одновременным формованием оболочки в U-образную форму, посадка большого бортового кольца и опрессовка большого борта. Изобретение позволяет обеспечить равномерное натяжение нитей корда при сборке крупногабаритных резинокордных оболочек с текстильным или металлическим кордом в каркасе, точную посадку бортовых колец и, соответственно, повысить ее качество. 2 н.п. ф-лы, 6 ил.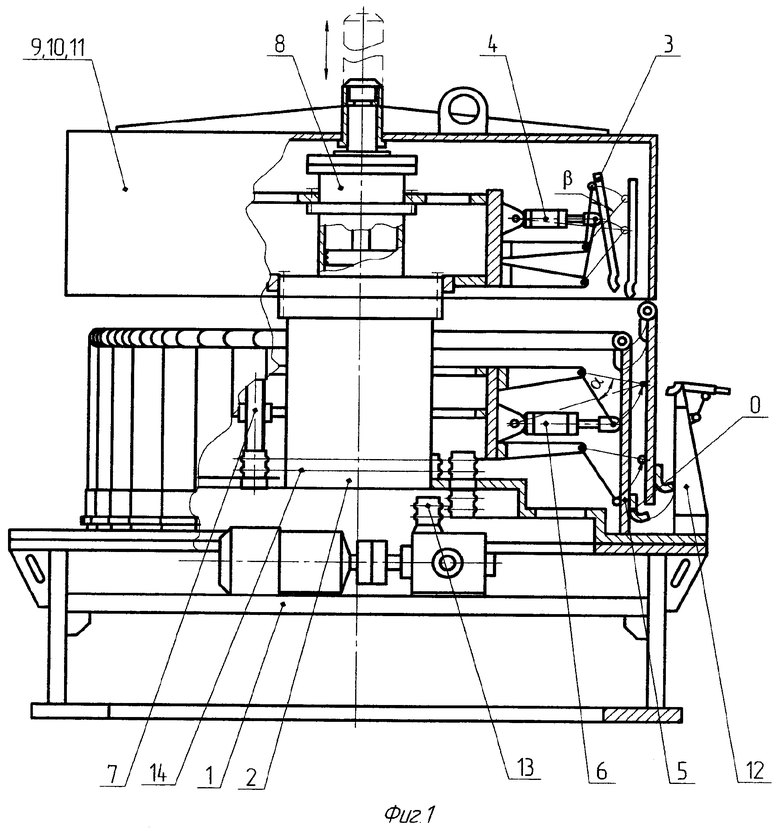
1. Устройство для сборки крупногабаритных резинокордных оболочек, содержащее станину, смонтированный на валу разжимной сборочный барабан, шаблоны для посадки бортовых колец, отличающееся тем, что разжимной сборочный барабан, расположенный на вертикальном валу, содержит две части: верхнюю, имеющую канавку для фиксации малого бортового кольца с браслетом при разжиме, и нижнюю, имеющую ограничитель для фиксации браслета, при этом обе части барабана снабжены индивидуальным приводом для разжима, а на станине установлены последовательно съемные опоры для опрессовки большого борта.
2. Способ сборки крупногабаритных резинокордных оболочек с текстильным или металлическим кордом в каркасе, отличающийся тем, что сборка осуществляется в одну стадию на вертикальном разжимном барабане в следующей последовательности: навешивание браслета из слоев корда на разжимной сборочный барабан, посадка малого бортового кольца, опрессовка малого борта с одновременным формованием оболочки в U-образную форму, посадка большого бортового кольца и опрессовка большого борта.
| УСТРОЙСТВО ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2004 |
|
RU2271920C1 |
| Способ изготовления резино-кордных оболочек и устройство для его осуществления | 1978 |
|
SU735430A1 |
| Способ изготовления резинокордных оболочек | 1979 |
|
SU781083A1 |
| Устройство для сборки покрышек пневматических шин | 1989 |
|
SU1720887A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1998 |
|
RU2132278C1 |

