Изобретение относится к загрузочным устройствам и может быть использовано в различного вида механизмах служащих для подачи деталей в зону обработки, а именно для загрузки прессов штучными заготовками.
Цель изобретения - повьшёние надежности работы за счет улучшения условий ориентации заготовок.
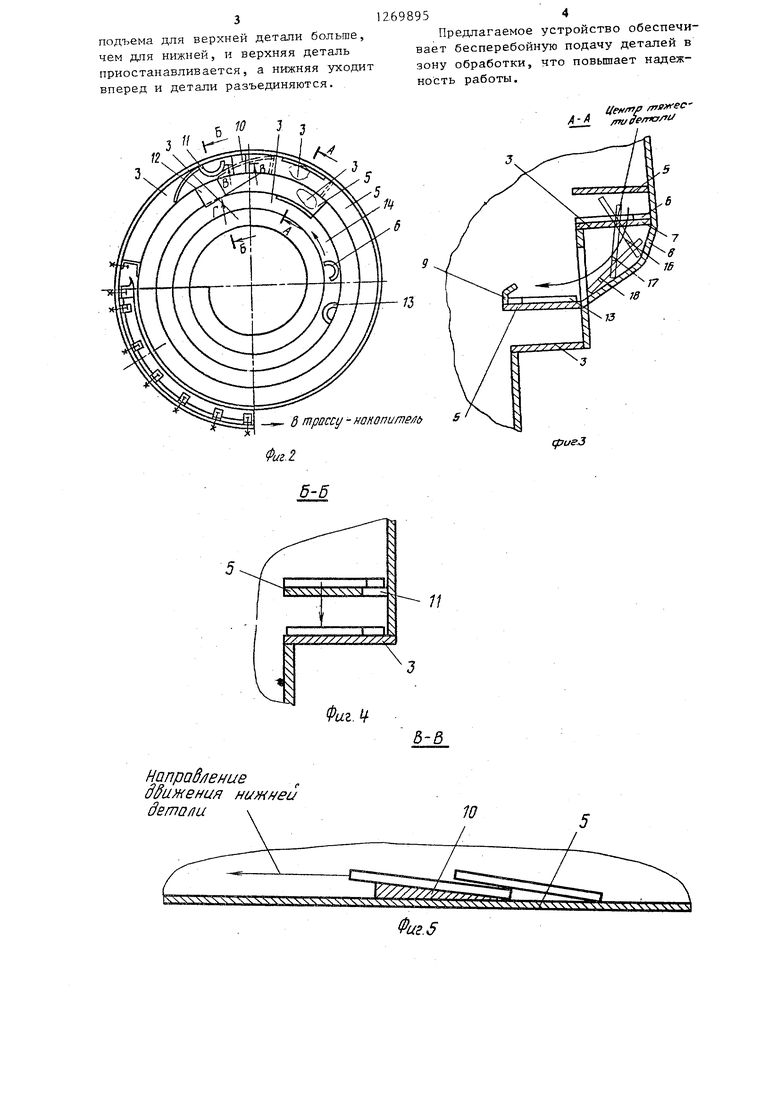
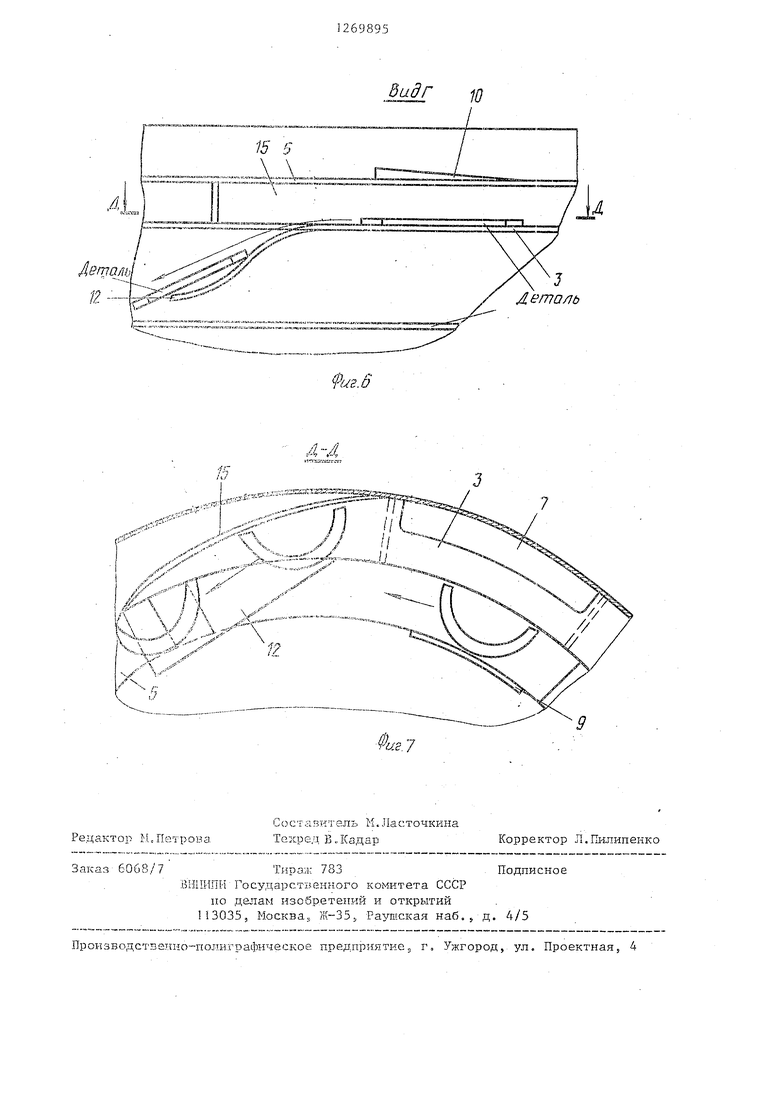
На фиг.1 представлена каскадная виброчаша; на фиг.2 - то же, вид в плане; на фиг.З сечение А-А на фиг.2; на фиг.4 - сечение Б-Б на фиг.2; на фиг.5 - сечение В-В на фиг. 2; на фиг. 6 - вид Г на фиг. 2; на фиг.7 разрез Д-Д на фиг.6.
Автоматическое загрузочное устройство состоит из каскадной виброчаши 1, трассы-накопителя и механизма подачи деталей из трассы-накопителя в зону обработки (не показаны).
Каскадная виброчаша 1 состоит из дна 2, спирального, основного лотка 3 и боковой вертикальной стенки 4.
Спиральный основной лоток 3 хсестко соединен с вертикальной стенхой 4. В верхней части чаша 1 снабжена дополнительным спиральнььм лотком 5, прикрепленным к боковой стенке 4 жестко или любым другим способом и расположенным тзъте основного спирального лотка 3, нависая над ним (фиг.З),
На основном лотке 3 для селекции деталей 6 (неправильное положение деталей) выполнено провальное окно 7 для отбора и удаления неправильно ориентированньк деталей с основного лотка 3 на дополнительный лоток 5 по желобу 8.
Начало дополнительного лотка 5 расположено строго напротив провального окна 7 в основном лотке 3.
При этом в начале, дополнительного лотка 5 размещен ловитель 9 для удержания деталей на дополнительном лотке 5, поступающих на этот дополнительный лоток в результате селекции неправильно ориентированных деталей 6 на основном лотке 3, а в конце дополнительного лотка 5 размещен упор 10 для обеспечения разделения деталей, лежащих одна на другой, и выполнено провальное окно 1 по конфигурации детали, предназначенное для передачи правильно сориентированных деталей, движущихся по дополнительному лотку 5 на основной лоток 3
(фиг,4). Кроме того, основной лоток 3 снабжен склизом 12, расположенным непосредственно после провального окна 7 и нависающим над дополнительным
лотком 5.
Помимо этого, для пояснения работы указаны позиции: 13 - правильное положение детали при движении по основному лотку 3; 14 - направление
движения деталей в чаше; 15 - направляющая стенка, сталкивающая деталь из позиции 13 на склиз 12; 16,17 и 18 - промежуточные положения детали при транспортировке ее с основного
лотка 3 через окно 7 на дополнительный лоток 5 по направляющему желобу 8.
Устройство работает следуюш м образом.
При движении деталей по основному лотку 3 каскадной чаши 1 они занимают два положения 6 и 13 и движутся в направленки 14 по чаше, постепенно поднимаясь вверх по основному лот-,
ку 3.
Достигнув провального окна 7 деталь, правильно сориентированная (позиция. 13), проходит над ним, так: как центр тяжести детал.и проходит через
площадь опоры и транспортируется с основного лотка 3 на дополнительный 5 по склизу 12 за счет взаимодействия со стенкой 15, которая сталкивает детали на склиз 12. При этом деталь остается в правильном сориентированном положении и в таком же положении доходит до провального окна 11 и падает на основной лоток 3, а с него попадает в трассу-накопитель.
Если деталь лежит неправильно, т.е. в поз. 6, то достигнув окна 7, так как центр тяжести проходит над окном 7, она кантуется, занимая в
динамике последовательно положения 16, 17 и 18, и подается по желобу 8 на основной лоток 3, а с него попа дает в трассу наконитеяь«
При сходе со склиза 12 на дополнительный лоток 5 деталь может упасть на деталь, проходящую по дополнительному лотку 5, и получается, что одна деталь лежит на другой.
Для раз,ъединения таких деталей . служит упор 10.
При наползании на упор 10 двух деталей, лежащих друг на друге, угол
312.698954
подъема для верхней детали больше, Предлагаемое устройство обеспечичем для нижней, н верхняя деталь вает бесперебойную подачу деталей в приостанавливается, а нижняя уходит зону обработки, что повышает надежвперед и детали разъединяются. ность работы. 10 J б mpocci/ - накопигпе/( s Фиг.2. Ueffff А- /Ttupe
11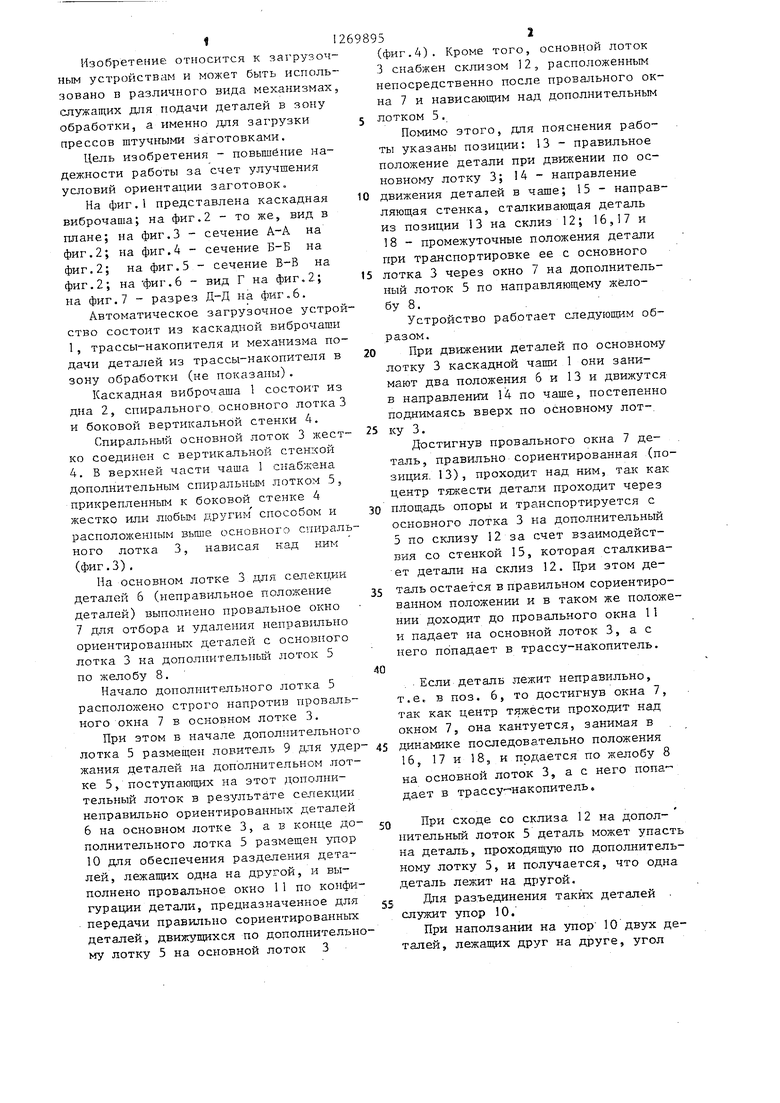
| название | год | авторы | номер документа |
|---|---|---|---|
| Вибробункер | 1985 |
|
SU1298039A1 |
| Вибробункер | 1986 |
|
SU1323335A1 |
| СПОСОБ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1996 |
|
RU2103145C1 |
| Вибробункер | 1987 |
|
SU1493441A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ И НАКОПЛЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2011504C1 |
| СПОСОБ ВТОРИЧНОЙ ОРИЕНТАЦИИ СТЕРЖНЕЙ | 1998 |
|
RU2169655C2 |
| Устройство для ориентации и подачи деталей типа болтов | 1981 |
|
SU1047656A1 |
| Автоматическое устройство для штамповки штучных заготовок | 1979 |
|
SU871921A1 |
| Устройство для комплектования болтов с шайбами | 1974 |
|
SU663526A1 |
| Вибрационное загрузочное устройство | 1987 |
|
SU1553317A1 |
АВТОМАТИЧЕСКОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО, содержащее каскадную виброчашу с жестко закрепленным на ее боковой стенке основным спиральным лотком, трассу-накопитель и механизм подачи деталей в зону обработки, отличающееся тем, что, с целью повышений надежности работы за счет улучшения условий ориентации заготовок5 оно снабжено дополнительным спиральны лотком, жестко sascpenленным на боковой стекке внброчаши, ловителем заготовок, расположенным в начале дополнительного лотка, провальгш1м окном, вьпюлненным в конце дополнительного лотка и связяннькг с основным лотком посредством лизлтоба, упором для разделения заготовок, расположенным на дополнительном лотке перед пpoвaльны окном, при этом на основном лотке выполнено провальное окно для зДаления заготовок, связанС: «.О ное с дополнительныь) лотком посредством склиза для правт-шьно ориентированных заготовок и желобом для неоts; риентированньж заготовок. ...., ггелий
Напрад/1ение о&иженин дето/1ц Фи. ЛетоЫ 19 - -bj:v -f--- A:
,.,,t-EI.:. ., ...
b:::;;.....iJ ВидГ
| Пишущая машина | 1922 |
|
SU37A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
