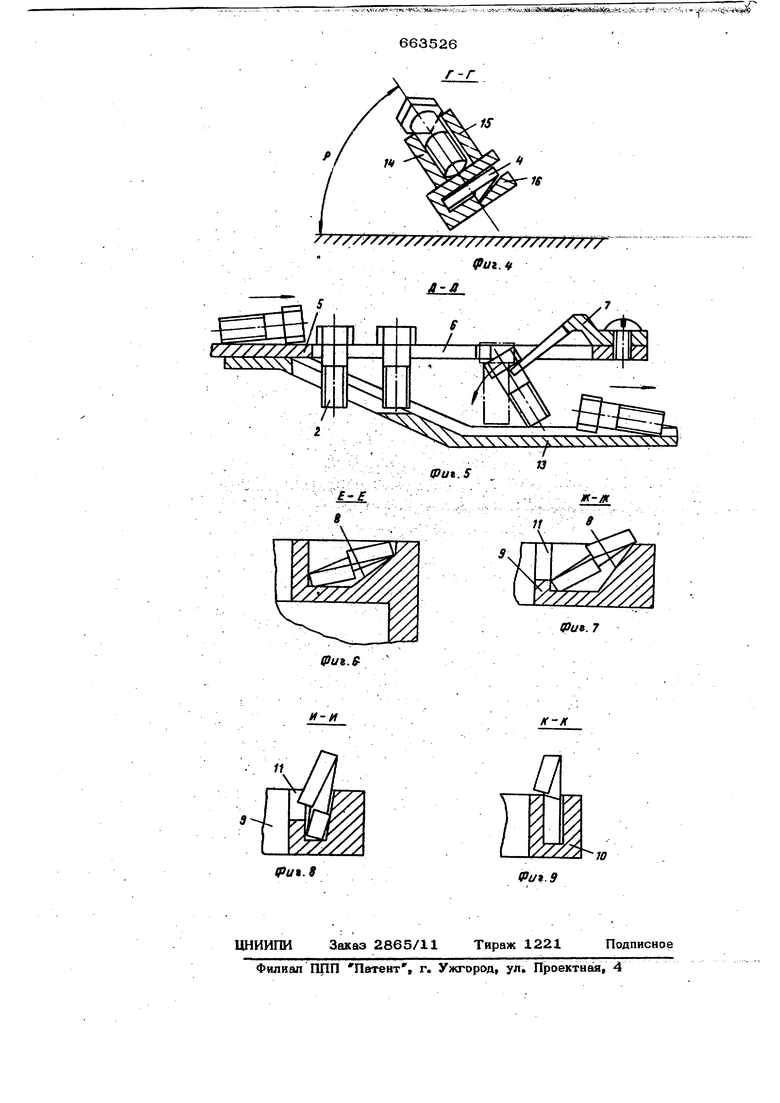
(54) УСГРОЙСТВО ДЛЯ КОМПЛЕКТОВАНИЯ БОЛТОВ С ШАЙБАМИ На фиг, 1 обший вид устройства, разрез Б-Б на фиг, 2; на фнг, 2 - вид А на фиг, Ij на фиг, 3 - разрез В на фаг. 1; на фаг, 4 - разрез Г-Г на фиг. 2 ыа фиг. 5 разрез на фиг. 2; на фиг. 6 - разрез Е- на фиг. 2; на фнг. разрез Ж-Ж на г. 2; на фиг. 8 - разр на фиг. 2; на фнг. Q - разрез на фвг. 2. Устройстйо для комплектования болтов с шайбами содержит двухчашечный внфрбункер. Чаша 1 вибробункера спужи для загрузки болтов 2, а чаша 3 шайб 4. На верхнем участке 5 лотка для подачи 6kMiTOB вьтолнен паз 6, например, колшевой, для ориентвровакия болтов 2 стержнем вперед. Выходная часть паза 6 имеет расширение, болыиее чем ширина головкя болта, и снабжена упором 7 в виде отогнутой вниз в проем расшвревня паза плавки также с проемом под стержень болта. Шя ориентирования шайбы 4 в положение разрезом назад и на ребро предназначена спиральная напра лякицая 8, постепенно сближающаяся со стенкой 9 лотка 10, имеющей у;глоВой вырез 11, Первичная ориентация и сброс неправильно ориентированных и сцепив«шихся Шайб осуществляется козырьком 12, згстановленным над 10 для, шайб на определенной высоте. Летали к (порочной позиции подаются: болт;ы-лотком 13, шайбы - П-образным лотком 1 Сборочная позвдия наклонена в плоскости, перпендикулярной направлению трансп кгвровавня, к горизов гальной плоскости под углом р , равным углу трения матерталов болта 2 в направляю щих 14 и 15 сборочной позиции, снабженных выступами. На сборочной позици под направляющими 14 и 15 расположень лоток 16 для шайб, снабженный пазом 17, причем проекция hi расстоя ния между началом выступов направляющих и началом паза в лотке для шайб составляет 0,5-0,6 длины 6 болта, а выступы направляющих для улучшения ус ловий самоориентиррвания деталей при сборке выполнены со скосом в 45 в сторону направления транспортирования. Склизы 18 служат для возврата в соответствующие емкости несобравшихся по каким-либо йрачинам болтов 2 и шайб 4. Для проверки и отсортировки несобравшихся болтов служит контрольно устройство 19, а несобравшиеся шайбы выходят через окно в лотке 16. Вибробункер устройства собран по обычной схеме на круглых подвесках 20 с электромагнитным приводом 21. Устройство работает следующим образом. Под действием вибраций бункера болты 2 и шайбы 4 движутся по лоткам чаш 1 и 3 соответственно, затем ориектируются: болты, благодаря упору 7 стержнями вперед, а шайбы за счет вращения при вибротранспортировании, благодаря спиральной направляющей 8 и стенке 9 лотка с угловым вырезом 11 на ребро разрезом назад. Сориентированные таким образом детали по лоткам 13 и 10, соответственно, поступают на сборочную позицию. Здесь шайбы движутся по профильному лотку, а болты, ограничённые направляющими 14 и 15 и стенкой лотка 16, сохраняя ориентацию относительно шайб под некоторым углом, достигают паза 17 и за счет взаимного распо- ложения начала паза 17 и начала высту- пов направляющих 14 и 15 занимают относительно шайбы расположение под некоторым углом, например под углом 30-36 , встречаются стержнями с отверстиями шайб под этим углом. В этом месте выступы направляющих позврл ют деталям самоориентироваться. Подсобранные таким образом детали дособираются в процессе дальнейщего транспортирования под действием составлйющей силы тяжести болта н колебаний вибробункера. Несобравщиеся щайбы через окно в лотке 16 по соответствующему склизу 18 возвращаются в чашу 3, а болты после проверки в контрольном устройстве 19 - в чашу. Формула изобретения 1. Устройство для комплектования болтов с шайбами, содержащее вибробункер с концёнтрично расположенными чашами с лотками, снабженными средствами переориентирования деталей в удобное для сборки положение и сборочную позицию в виде направляющих для болтов, сближающихся с расположенным под ними лотком для щайб, отпичаюшеес я тем, что, с целью повьпиения производительности, сборочная позиция наклонена к горизонтальной плоскости в плоскости, перпендикулярной направлению транспортирования под углом, равным
yrny трения материалов бопта и напрш пяющих, причем на последних выполнены Выступы, а на потке для шайб - паз.
2,Устройство по п. 1, о т л и ч а юш е е с я тем, что, выступы направляющих выполнены со скосом под углом 45 .
в сторону направления транспортирования.
3.Устройство по пп, 1 и 2, о т личаюшееся тем, что, проекция расстояния между началом выступов направляющих и началом паза в лотке
для шайб на направление транспортирования равна 0,5-0,6 длины болта собираемого комплекта,
Источники информации, принятые во внимание при экспертизе
1.Рабинович А, Н.СборЪчны8машины и линиинепрерывного действия. Киев, 1965, с. 14:
2.Патент США № 3523316, . кл. 10-155, 1970.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки винта с шайбами | 1986 |
|
SU1404234A1 |
| Автомат для сборки болтов с шайбами | 1980 |
|
SU921759A1 |
| Устройство для сборки комплектов винт-шайба | 1987 |
|
SU1445897A1 |
| Устройство для сборки крепежного элемента с шайбами | 1987 |
|
SU1526944A1 |
| Устройство для сборки винтов с шайбами | 1977 |
|
SU704751A1 |
| Устройство для сборки винтовС шАйбАМи | 1979 |
|
SU795854A1 |
| Устройство для сборки винтов сшАйбАМи | 1979 |
|
SU823062A1 |
| Автомат для сборки болтов с шайбами | 1985 |
|
SU1349953A1 |
| Устройство для сборки | 1975 |
|
SU537784A1 |
| Устройство для сборки винта с шайбами | 1985 |
|
SU1279791A1 |

S-S noSepHtjmo
663526
IPui.3
/ /////////////////////////////
риг.
А-л.
Фиг.В
(Put. 7
I
-7,
