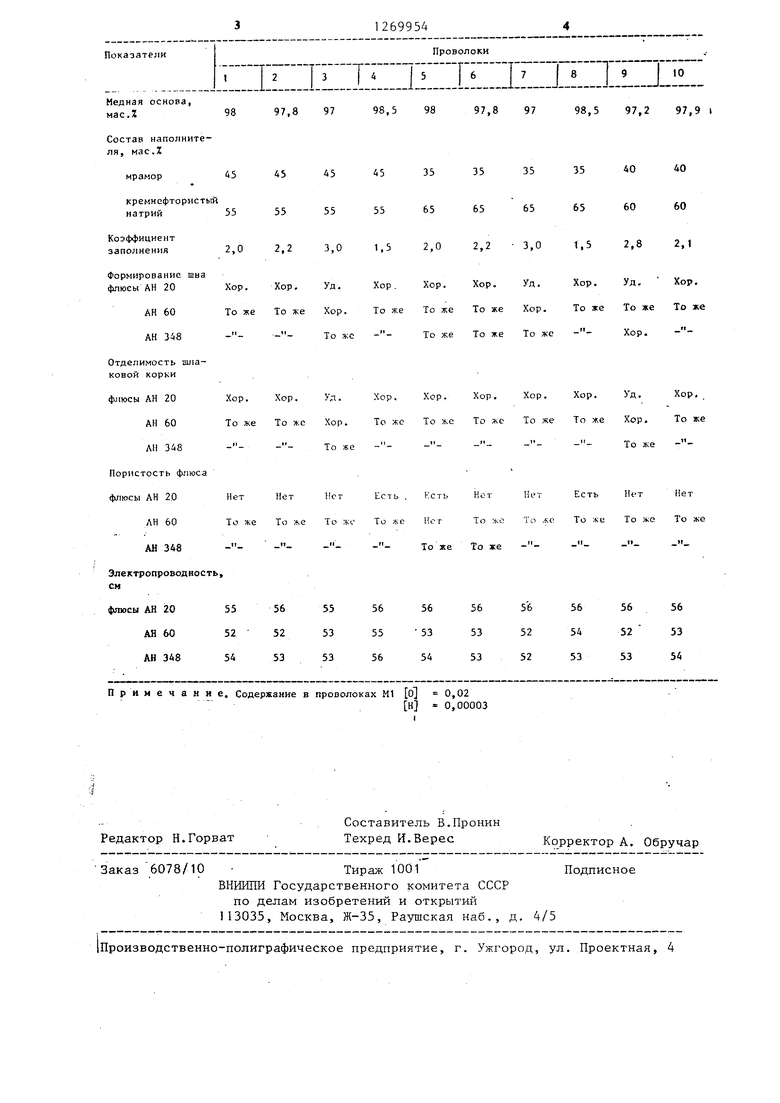
Изобретение относится к сварочным материалам, а именно к проволокам для автоматической сварки меди под флюсом плавящимся электродом. Целью изобретения является снижение склонности сварных швов к пористо сти, при повышении тепло- и электропроводности, улучшение формирования сварного шва и отделимость шлаковой корки. Совкестное введение в наполнитель кремнефтористого натрия и мрамора повышает эффективность защиты металла сварочной ванны от насыщения его водородом, кислородом и азотом за счет снижения парциальных: давлений дан ных газов в результате вьщеления газов при разложении мрамора и кремнефтористого натрия, а также связывания водорода фторидом кремния и кислородом в нерастворимые в меди соединения. Недостаточное содержание в проволоке данных компонентов снижает стойкость швов против пористости, а чрезмерное их содержание приводит к ухудшению формирования и отделимости шлаковой корки, Б качестве металлической основы данной присадочной проволоки используется V -образная медная заготовка, полученная холодным профилированием в неприводных роликовых калибрах круглой медной проволоки марки Ml (ГОСТ 16130-72 диаметр 3-8 мм). Продольная канавка на медной проволо ке выполнялась таких размеров, чтобы после заполнения V -образного профиля наполнителем и последующей завал цовки полученной заготовки отношение массы наполнителя к общей массе присадочной проволоки составляло 2,0-2,2%, Проволоки с наполнителями ф 4 мм испытывались при автоматической свар ке под флюсами АН 20| АН 60; АН 348 стыковых соединений пластин меди толщиной 20 мм с разделкой кромок. Режимы сварки: .-.ц 800-850 АЗ и 44-46 В; jg 11 м/ч. Примеры составов ряда опробованны опытньи: проволок для сварки меди под ф-пюсом и результаты их сварочнотехнологических испытаний приведены таблице. Как видно .из таблицы, оптимальны комплексом сварочно-технологических показателей обладают проволоки 1,2, 5,6 и 11 (средняя). Содержание кремнефтористого натрия в шихте данных проволок составляет 55-65%, а мрамора 35-45% соответственно. Коэффициент заполнения этих проволок составляет 2,0-2,2%. Увеличение содержания кремнефтористого натрия не вызывает улучшения сварочно-технолохических свойств проволок, не требует больших затрат на получение заготовки с большей глубиной канавки. Увеличение содержания мрамора приводит к заметному ухудшению формирования и отделимости шлаковой корки (проволоки К 3,7,8). Недостаточное содержание кремнефтористого натрия или мрамора вызывает уменьшение стойкости сварного соединения против пористости (проволоки 4,8), Среднее содержание компонентов в шихте проволоки составляет по мрамору 40%, а по кремнефтористому натрию 60%, при коэффициенте заполнения проволоки 2,1% (проволока 10), Экономический эффект от применения предлйхаемой проволоки для автоматической сварки меди под флюсом достигается в основном за счет снижения затрат на исправление брака, а также повышения срока службы и надежности работы сварного соединения. Формула изобретения Проволока для автоматической свар ки меди под флюсом, состоящая из медной основы, флюсующей части, содержащей мрамор и кремнефтористый натрий о тлИЧ. ающая с я тем, что, с целью снижения склонности сварных швов к пористости при повьш1ении тепло- и электропроводности, улучшения, формирования-сварного шва и отделимости шлаковой корки, флюсующая часть содержит компоненты в следующем соотношении, мас.%: Кремнефтористый натрий55-65 Мрамор35-45 размещена в канавке, выполненной на проволоке, а соотношение массы флюсующей части к общей массе проволоки взято в пределах 2-2,2%,
Примечание. Содержание в проволоках Ml о 0,02
Н « 0,00003
| название | год | авторы | номер документа |
|---|---|---|---|
| Керамический флюс для сварки конструкций из сталей,легированных никелем | 1986 |
|
SU1326417A1 |
| Состав порошковой проволоки для сварки открытой дугой стальных конструкций с алюминиевым покрытием | 1982 |
|
SU1054000A1 |
| Состав сварочного материала для сварки стальных конструкций,металлизированных слоем алюминия | 1983 |
|
SU1113231A1 |
| Состав электродного покрытия для сварки низколегированных высокопрочных сталей | 1986 |
|
SU1320040A1 |
| Флюс для электродуговой сварки и наплавки | 1989 |
|
SU1606297A1 |
| Состав керамического флюса для сварки низкоуглеродистых и низколегированных сталей | 1981 |
|
SU967749A1 |
| Флюс для электродуговой сварки | 1984 |
|
SU1230779A1 |
| Керамический флюс для сварки сталей | 1983 |
|
SU1107994A1 |
| Состав шихты порошковой проволоки | 1982 |
|
SU1092025A1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 1999 |
|
RU2166419C2 |
Изобретение относится к области сварочных материалов, а именно к электродным проволокам для автоматической сварки меди под флюсом. Целью изобретения является снижение склонности сварных швов к пористости при повьшгении их тепло- и электропроводности, улучшение формирования сварного шва и отделимости шлаковой корки. Проволока представляет собой медный профиль, в канавку которого помещена порошкообразная флюсующая часть, содержащая кремнефтористый натрий . 55-65% и мрамор 35-45%. Отношение массы флюсующей части к общей массе проволоки составляет 2 - 2,2%. S 1 табл. (Л
| Авторское свидетельство СССР № 745105, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Порошковая проволока | 1973 |
|
SU490608A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
