Изобретение относится к области механосборочных работ, в частности к устройствам для сборки прессовых соединений деталей типа вал-втулка.
Цель изобретения - повышение про- изводительности и снижение энергоемкости за счет исключения операций закрепления труб на ложементе и освобождения после напрессОвки, исклю- чения затрат времени на осзпцествление первого рабочего хода силовых приводов при калибровке и холостого хода для их возврата в исходное положение с последующим вторым рабочим ходом при обеспечении прессового соединения а также за счет сокращения числа силовых приводов.
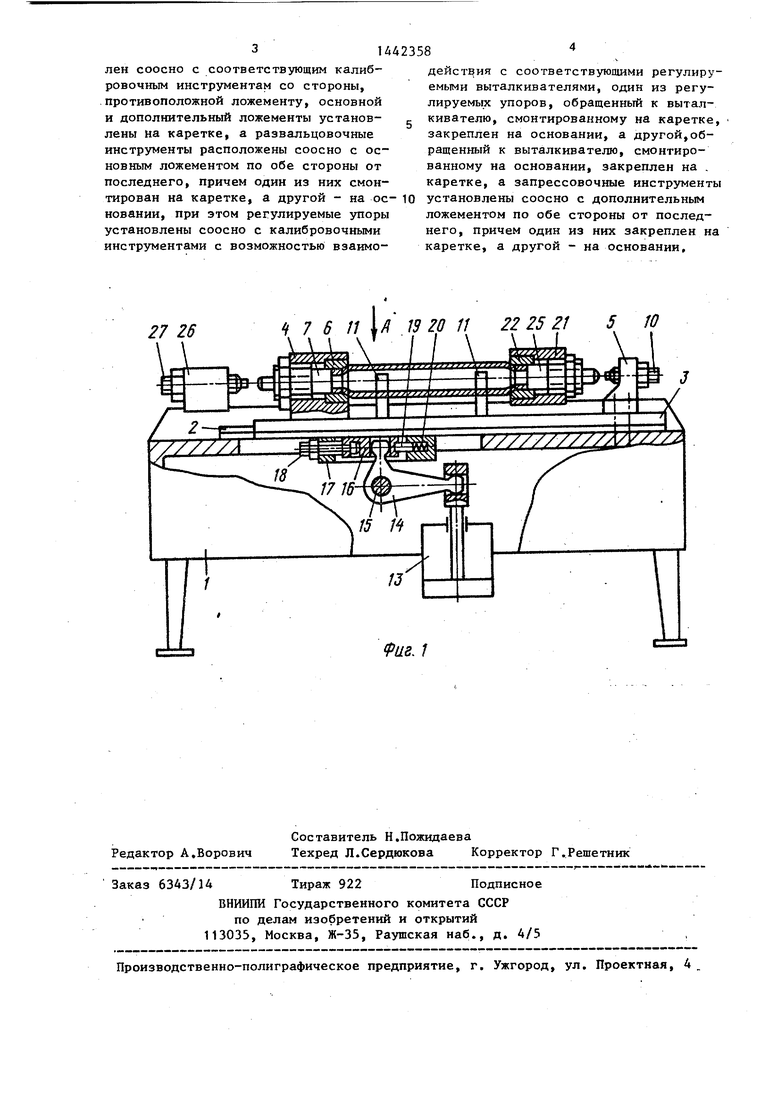
На фиг.1 изображено устройство для сборки деталей двусторонней запрес- совкой; на фиг„2 - вид- А на фиг„),
Устройство содержит основание 1, на котором размещена в нaпpaвляющ rx:
2каретка 3. На каретке 3 закреплены колодки 4 и 5. В колодке 4 смонтиро- ваны оправка б с. калибрующим гнездом для трубы и регулируемый выталкиватель 7, установочная втулка 8 для напрессовываемой детали и упор 9 Б колодке 5 размещен регулируемый упор 1U На каретке смонтированы ложементы I
и 12,.на основании 1 установлен силовой цилиндр 3, шток которого связан с рычагом 1, размещенным на оси 15, закрепленной в основании. Конец ры- чага 14 введен в отверстие сухаря 16 установленного в, корпусе 17, закрепленном на каретке 3, Сухарь 16 размещен в корпусе 17с возможностью перемещения посредством винта 18 и плунжера 19, прижатого к сухарю пружиной 20,
На основании 1 также закреплена колодка 21J в которой размещены установочная втулка 22 и упор 23, а так™ afe оправка 24 с калибрующим гнездам и регулируемый выталкиватель 25. На основании также имеется колодка 26, в которой размещен регулируемый упор 27.
Устройство работает следующим образом.
Трубу 28 устанавливают на ложемент П« Подают воздух в верхнюю полость цилиндра 13, в результате чего шток цилиндра идет вниз и поворачивает рычаг 14 вокруг оси 15 по часовой стрелке. Рычаг 14 перемеща ет каретку
3вправо. Вместе с кареткой переме
g
0
5 0
с 0
0
щается колодка 4 и упор 10. Оправка 6 перемещает трубу 28 вправо до касания торцовой части трубы оправки 24. При дальнейшем движении каретки происходит калибровка концов трубы. Далее воздух подают в нижнюю полость цилиндра 13. Шток цилиндра движется вверх и поворачивает рычаг 14 вокруг оси 15 против часовой стрелки. Рычаг 14 перемещает каретку 3 влево, а вместе с ней колодку 4 и упор 10. При этом труба 28 частично выходит из оправок. При касании упора 10 хвостовой части выталкивателя 25 последний, перемещаясь в неподвижной колодке 21t выталкивает трубу 28 из оправки 24. А при касании хвостовой части выталкивателя 7 неподвижного упора 27 труба выходит из оправки 6. На- прессовываемые детгши 29 и 30 размещают в установочных втулках 8 и 22. Калиброванную трубу 31 14азмеща1от в ложементе 12, а очередную некалиброванную трубу - в ложементе 11. При следующем рабочем коде цил:индра 13 производят одновременно калибровку трубы 28 и напрессовку деталей 29 и 30 на трубу 31, Затем каретку 3 перемещают влевоJ а трубу 31 с напрессованными на нее деталями 29 и 30 удаляют. В ложемент 12 устанавлива- ют калиброваннзш трубу 28 и очередные напрессовьшаемые детали 29 и 30 Б установочные втулки 8 и 22, В ложемент 11 устанавливают некалиброван- нзш трубу. . . Далее цикл повторяется.
Формула изобретения
Устройство для сборки деталей двусторонней запрессовкой, содержащее смонтированные на основании каретку с Приводом ее перемещения, узел калибровки, вкгаочающий,два калибровочных инструмента, узел запрессовки с двумя запрессовочными Инструментами j а также ложемент для установки базовой собираемой детали, отличающееся тем, что, с целью повы- щения производительности и снижения энергоемкости, оно снабжено дополнительным ложементом для установки базовой собираемой детали, оеь которого расположена параллельно оси основного, двумя регулируемыми упорами, а также двумя регулируемыми выталкивателями, каждый из которьж установлен соосно с соответствующим калибровочным инструментам со стороны, противоположной ложементу, основной и дополнительный ложементы установлены на каретке, а развальцовочные инструменты расположены соосно с основным ложементом по обе стороны от последнего, причем один из них смонтирован на каретке, а другой - на ос новании, при этом регулируемые упоры установлены соосно с калибровочными инстрз ентами с возможностью взаимодействия с соответствующими регулируемыми выталкивателями, один из регу- лируемьгх упоров, обращенный к выталкивателю, смонтированному на каретке, закреплен на основании, а другой,обращенный к выталкивателю, смонтированному на основании, закреплен на . каретке, а запрессовочные инструменты установлены соосно с дополнительным ложементом по обе стороны от последнего, причем один из них закреплен на каретке, а другой - на основании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двусторонней сборки деталей запрессовкой | 1986 |
|
SU1310161A1 |
| Устройство для сборки резервуаров | 1981 |
|
SU967767A1 |
| Устройство для сборки деталей запрессовкой | 1984 |
|
SU1269962A1 |
| Устройство для двусторонней напрессовкиВТулОК | 1979 |
|
SU837726A1 |
| Способ сборки редукторов и устройство для его осуществления | 1984 |
|
SU1255353A1 |
| Устройство для сборки прессовых соединений деталей типа вал-втулка | 1981 |
|
SU998081A1 |
| Устройство для сборки запрессовкой | 1990 |
|
SU1801721A1 |
| Полуавтомат для электронно-лучевой сварки | 1984 |
|
SU1281359A1 |
| Устройство для запрессовки тонкостенной металлической детали в корпусную деталь | 1983 |
|
SU1136925A1 |
| Устройство для сборки магнитопровода со статором-ротором | 1989 |
|
SU1640791A1 |
Изобретение относится к механосборочным работам, в частности гс устройствам для сборки деталей двусто-ч ронней запрессовкой. Цель изобретения - повышение производительности и снижение энергозатрат..На основании Iсмонтирована каретка 3, несущая два параллельно расположенных ложемента IIи 12 для установки двух базовых деталей - труб 28 и 29. На каретке также установлены колодка 4 с запрес- совочным и калибровочным инструментами и колодка 5, несущая регулируе- мьй згпор 10, На основании 1 закрепР 6.77. ЕЙ ано устто-ч тети вании я два нта ых ке прес- енруе- епSaS/} лена колодка 21, на которой смонтированы запрессовочньй и калибровочный инструменты и установлен регулируемый упор 27. Привод перемещения каретки 3 выполнен в виде силового цилиндра, связанного- с кареткой 3 посредством рычага. При перемещении каретки 3 вправо происходит калибровка концов трубы. При обратном ходе труба выталкивается из оправок 24 и 6, осуществляющих калибровку. При следующем рабочем ходе силового цилиьщ- ра производят одновременно капибров- ку одной трубы и напрессовку деталей 30 и 31 на другую трубу. Таким образом, использование двух ложементов, устацовленных на каретке, а также регулируемых упоров и выталкивателей позволяет повысить производительность сборки, поскольку для осзга1ествления технологических операций используются все движения силового цилиндра. Использование только одного привода снижает знергоемкость устройства.2 ил. 45 (Л N9 со СП 00 
27 26
( iff VT
/ Rg
f Z/g. /
| Устройство для напрессовки деталей с двух сторон | 1977 |
|
SU642127A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
