Изобретение относится к обработке материалов резанием, а именно к способам базирования призматических деталей при механической обработке, контроле и сборке, и является дополнительным к авт. св. № 1085747.
Целью изобретения является повышение точности базирования призматической детали путем уменьшения линейных составляющих погрешности базирования.
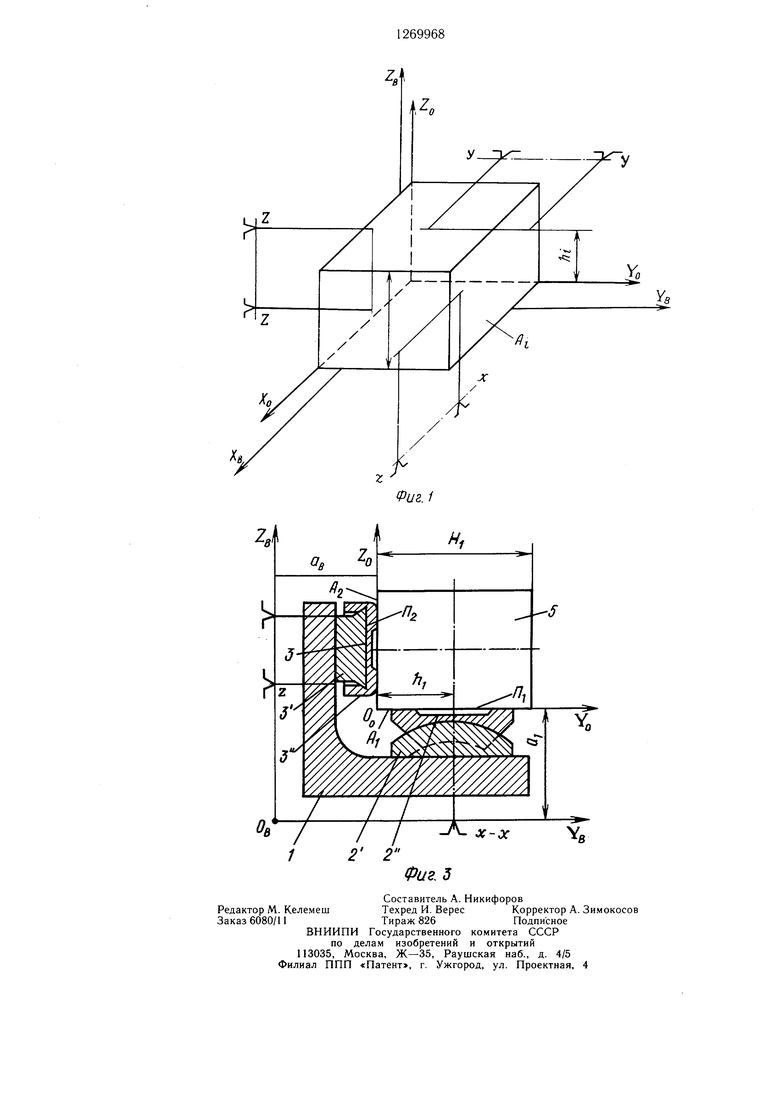
На фиг. 1 изображена принципиальная схема способа базирования призматической детали; на фиг. 2 - устройство для реализации способа базирования, продольный разрез; на фиг. 3 - то же, поперечный разрез.
Устройство для базирования призматической детали содержит корпус 1, на котором размещены базирующие элементы (горизонтальный 2, вертикальный 3 и боковой 4), каждый из которых состоит из двух частей: основания 2 (3,4 ), неподвижно установленного на корпусе 1 и выполненного в виде срезанного цилиндра (или двух срезанных сфер) и охватывающего основание опорного элемента 2 (З, 4) с рабочей поверхностью HI (Пг, П). При этом опорный элемент 2(3, 4) установлен с возможностью поворота относительно цилиндрической (или сферической) поверхности основания 2 (3, 4) в системе координат XbDeYeZft . Оси X-X, Y-Y -2, проходящие через опорные точки детали 5, параллельны соответствующим осям координат XB, YB. ZB и находятся на расстояниях at,(ai, а., а,,) от рабочих плоскостей ГГ. (П., Пг, Пз) опорных элементов 2, 3 и 4. Деталь 5 имеет базирующие поверхности At:(Ai, Аг, Aj) и габаритные размеры Hi. (Н,, Н, Hj).
Расстояние а рассчитывается по зависимости
я. - ,
-
где Ь(; расстояние от оси поворота базирующего элемента до рабочей поверхности смежного базирующего элемента в исходном состоянии;
if.
где -угол дополнительного поворота
базирующего элемента; Tpi-допустимая величина погрещности
расположения базирующей поверх
ности детали; Hi -габаритный размер детали.
Базирование призматической детали 5 осуществляется следующим образом.
Деталь 5 одной из своих поверхностей А j перемещается на горизонтальный базовый элемент 2 до контакта ее с плоскостью П опорного элемента 2, чем лишают деталь 5 двух степеней свободы: поворота вокруг оси ОвУв и прремещения вокруг оси OpZb. Затем перемещают деталь 5 по плоскости П}. Она разворачивается вокруг оси
X-X до момента полного соприкосновения
второй поверхностью А с плоскостью Пг опорного элемента З вертикального базового элемента 3, чем лишает деталь 5 еще двух степеней свободы: перемещения
вдоль оси OgYg и поворота вокруг оси ОвХв. После этого деталь 5 досылается до базового элемента 4 с разворотом ее относительно оси ZZ и с обеспечением контакта ее поверхности AJ с плоскостью Пз опорного элемента 4, чем лишают деталь 5 двух оставщихся
степеней свободы: перемещения вдоль оси и поворота вокруг оси O(,ZB.
Таким образом, деталь 5 лишена всех шести степеней свободы.
Формула изобретения
Способ базирования призматической детали по авт. св. № 1085747, отличающийся тем, что, с целью повышения точности базирования, дополнительный поворот детали производят относительно осей, удаленных от рабочих поверхностей базовых элементов Б сторону, противоположную соответствующим им поверхностям базируемой дета.ти, на расстояние а, определяемое по следующей зависимости:
О где h -расстояние от оси поворота базирующего элемента до рабочей поверхности смежного базирующего элемента в исходном положении;
.g..-if,
где oCt-угол дополнительного поворота базирующего элемента; Tpi-допустимая величина погрешности 50расположения базирующей поверхности детали; Hi-габаритный размер детали.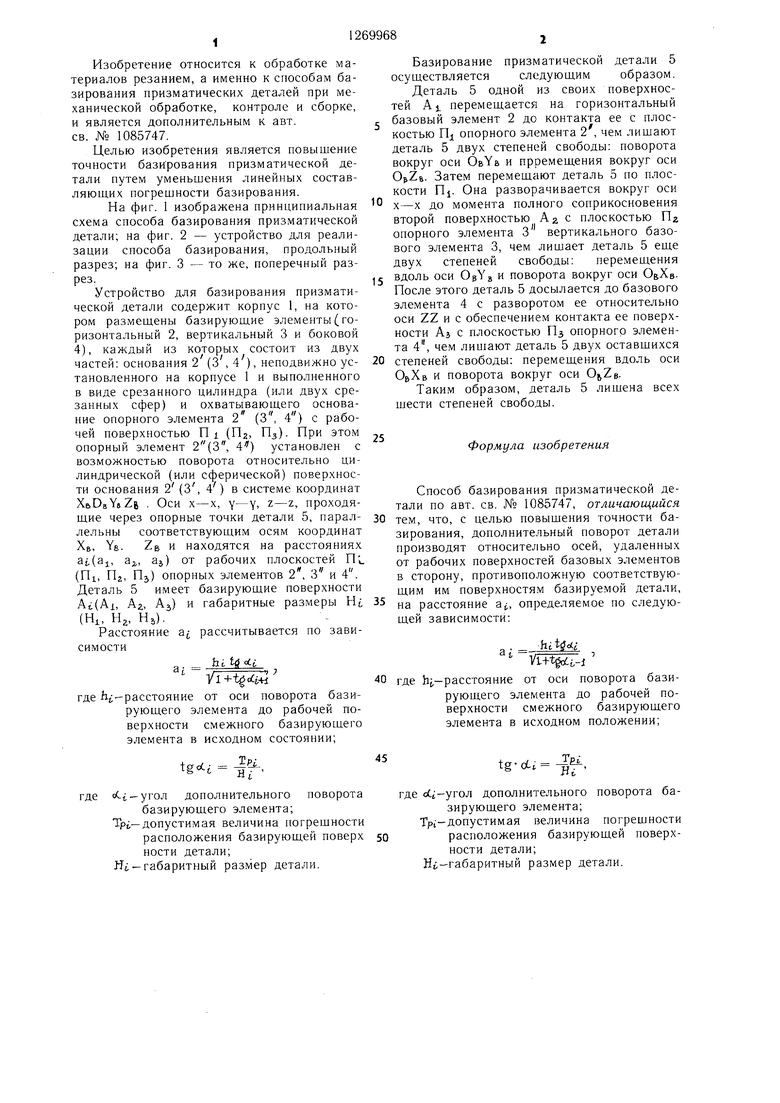
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ базирования призматической детали | 1982 |
|
SU1085747A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2003 |
|
RU2242349C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2005 |
|
RU2302938C1 |
| Приспособление для установки и зажима деталей | 1979 |
|
SU854674A1 |
| Разметчик для сопряжения цилиндрических поручней (варианты) | 2019 |
|
RU2699692C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ИЗДЕЛИЯ И ЛЮНЕТ | 1999 |
|
RU2145917C1 |
| Рабочий стол карусельного станка | 1982 |
|
SU1087295A1 |
| СПОСОБ ИЗМЕРЕНИЯ КООРДИНАТ ЦЕНТРА И РАДИУСА ЦИЛИНДРИЧЕСКИХ УЧАСТКОВ ДЕТАЛЕЙ | 2014 |
|
RU2581384C1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2012 |
|
RU2521180C2 |
| Устройство для установки детали | 1989 |
|
SU1689015A1 |
Изобретение относится к области обработки материалов резанием, а именно к способам базирования призматических деталей, и является дополнительным к авт. св. № 1085747. Изобретение позволяет повысить точность базирования призматической детали путем уменьшения линейны.х составляюших погрешности базирования. Устройство для реализации предложенного способа базирования содержит корпус 1 с базируюшими элементами 2 и 4, каждый из которых состоит из двух частей: основания 2, 4 и опорного элемента 2 ,4. Деталь 5 с поверхностями А (Аз) устанавливается на опорные элементы 2, 4 и поворачивается вокруг осей Y-Y. Расстояние а(а) от оси поворота X-X базируюш.его элемента 2 до рабочей поверхности Пз смежного базирующего элемента 2 определяется по определенной зависимости. 3 ил. S (Л to О5 СО ;О 05 00 14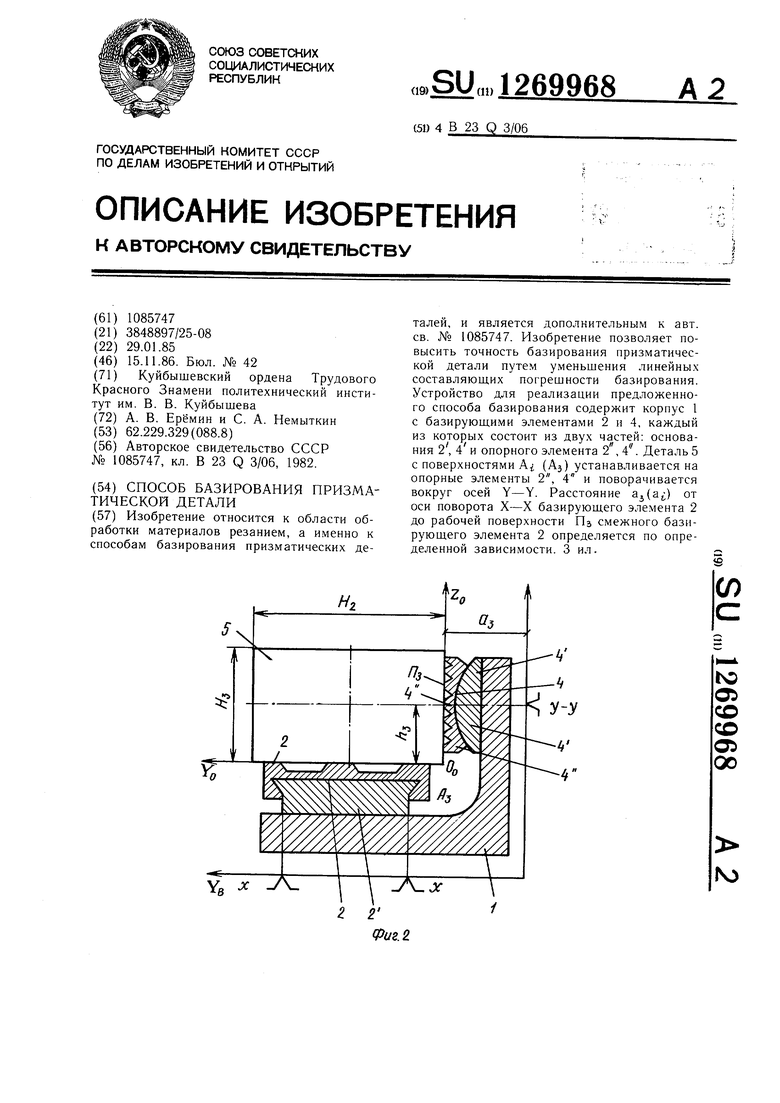
| Способ базирования призматической детали | 1982 |
|
SU1085747A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
