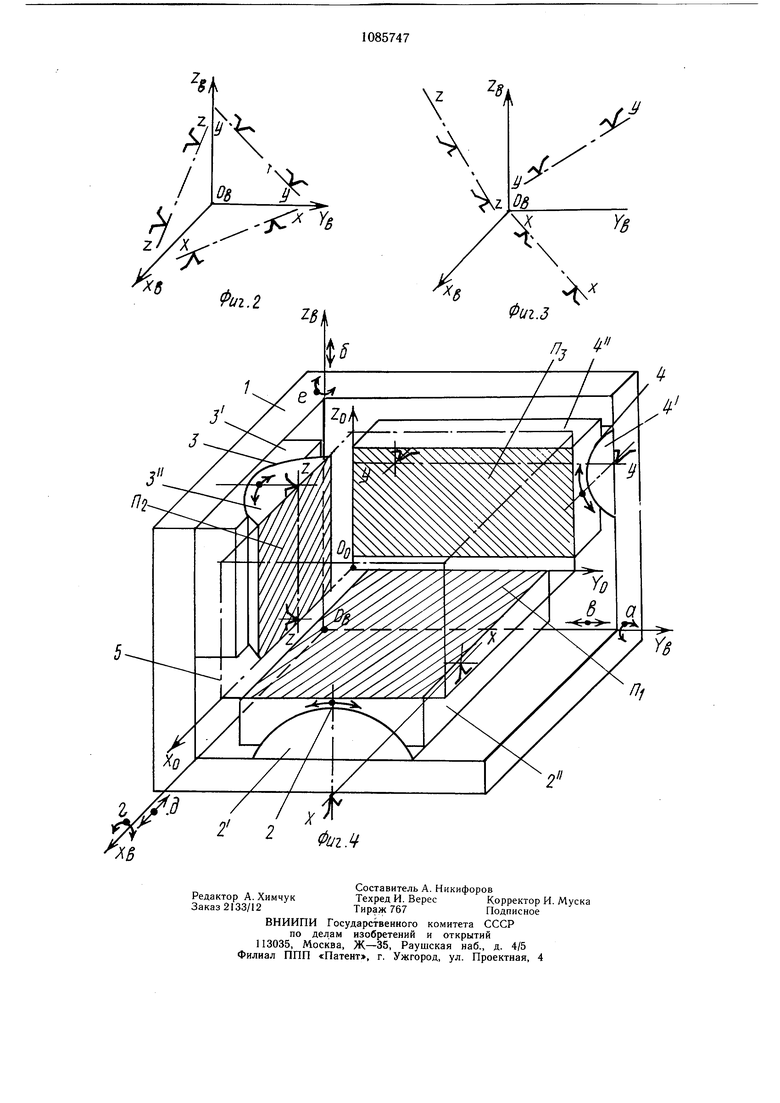
Изобретение относится к обработке материалов резанием, а именно к способам и устройствам для базирования призматических деталей при механической обработке, контроле и сборке. Известен способ базирования призматических деталей, при котором деталь размещают на горизонтальном установочном элементе 1. Недостатком этого способа является невысокая точность базирования при обработке поверхностей сложной конфигурации. Наиболее близким к изобретению по техническому решению является способ базирования призматических деталей, при котором деталь размещают на горизонтальном установочном элементе, перемещают до контакта с вертикальным установочным элементом и досылают деталь до контакта с боковым установочным элементом 2. Однако этот способ имеет недостаточно высокую точность базирования призматических деталей, имеющих значительную погрещность формы, и расположения базовых элементов. Целью изобретения является повышение точности базирования призматических деталей, имеющих значительную погрешность формы, и расположения базовых элементов. Указанная цель достигается тем, что согласно способу базирования призматической детали, при котором деталь размещают на горизонтальном установочном элементе перемещают до контакта с вертикальным установочным элементом и досылают деталь до контакта с боковым установочным элементом, дополнительно поворачивают сначала последовательно относительно горизонтальной, а затем последовательно относительно вертикальной и боковой взаимно перпендикулярных осей координат до обеспечения контакта по плоскости поверхностей детали с соответствующими им поверхностями установочных элементов. Предлагаемый способ установки призматической детали обеспечивает повышение точности базирования призматических деталей со значительными отклонениями формы и расположения базовых элементов. На фиг. 1 изображена схема базирования призматических деталей для случая расположения установочных элементов парал лельно осям координат; на фиг. 2 - то же, для случая расположения установочных элементов под углом к осям координат; на фиг. 3 - то же, для случая расположения установочных элементов, расходящихся приблизительно из начала осей координат; на фиг. 4 - устройство, реализующее предлагаемый способ, общий вид. Устройство базирования призматических деталей содержит корпус 1, на котором размещены три установочных элемента: горизонтальный 2, вертикальный 3 и боковой 4, каждый из которых состоит из двух частей, одна (2, 3, 4) неподвижно установлена на корпусе 1, выполнена в виде полуцилиндра и снабжена опорным элементом (2, 3 , и 4) с плоской рабочей поверхностью (Oj, Пд и Пз), при этом опорный элемент (2, 3 и 4 ) установлен с возможностью поворота относительно полуцилиндра (2, З и 4) в системе координат Х-Х,, У-У и .Z-Z. Оси X-X, У-У и Z-Z могут занимать различные положения относительно системы координат Х, Ув и ZR (фиг. 1-3). Базирование призматической детали 5 осуществляется следующим образом. Деталь 5 одной из своих граней помещается на горизонтальный опорный элемент 2 до контакта ее с плоскостью FIi элемента 2, чем лишают деталь 5 двух ступеней свободы: а - поворот вокруг оси ОвУв и б - перемешение вдоль оси . Затем, перемещая деталь 5 по плоскости П, элемента 2, она разворачивается вокруг оси ее поворота X-X до момента полного соприкосновения второй гранью с плоскостью Oj опорного элемента 3 вертикального установочного элемента 3, чем деталь 5 лишают еще двух степеней свободы: в - перемещение вдоль оси ОьУе иг - поворот вокруг оси ОвХ. После этого деталь 5 досылается до опорного элемента 4 с разворотом ее относительно оси Z-Z и с обеспечением контакта ее грани с плоскостью Пз элемента 4 , чем деталь 5 лишают двух оставшихся степеней свободы: д - перемещение вдоль оси ОьХ к е - поворот вокруг оси OaZg. Таким образом, деталь 5 лишена всех шести степеней свободы. Положение системы координат ХоОоУо о комплекта ее основных баз однозначно определено системой координат X OeyeZ. в комплекте вспомогательных баз устройства. Благодаря такому выполнению базирования детали уменьшается отрицательное влияние на точность базирования отклонений формы и расположения базовых поверхностей детали, чем обеспечивается повышение точности базирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ базирования призматической детали | 1985 |
|
SU1269968A2 |
| Приспособление для установки и зажима деталей | 1979 |
|
SU854674A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2003 |
|
RU2242349C2 |
| Рабочий стол карусельного станка | 1982 |
|
SU1087295A1 |
| Направляющие скольжения | 1983 |
|
SU1074697A1 |
| СПОСОБ СБОРКИ БУРОВЫХ ШАРОШЕЧНЫХ ДОЛОТ | 2009 |
|
RU2432443C2 |
| Устройство для установки деталей | 1988 |
|
SU1602664A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2005 |
|
RU2302938C1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
СПОСОБ БАЗИРОВАНИЯ ПРИЗМАТИЧЕСКОЙ ДЕТАЛИ, при котором деталь размешают на горизонтальном установочном элементе, перемешают до контакта с вертикальным установочным элементом и досылают деталь до контакта с боковым установочным элементом, отличающийся тем, что, с целью повышения точности базирования, деталь дополнительно поворачивают сначала относительно горизонтальной, а затем последовательно относительно вертикальной и боковой взаимно перпендикулярных осей координат до обеспечения контакта по плоскости поверхностей детали с соответствуюш.ими им поверхностями установочных элементов. ъ У) E2SA О 00 х иг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шнурков М | |||
| Е | |||
| и др | |||
| Технология парогенераторостроения | |||
| М., «Энергия, 1972, с | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Терликова Т | |||
| Ф | |||
| и др | |||
| Основы конструирования приспособлений | |||
| М., «Машиностроение, 1980, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
