Предполагаемое изобретение относится к авиационному моторостроению и может быть использовано для установки и закрепления деталей типа лопаток компрессора газотурбинных двигателей (ГТД).
Данные детали в качестве базовых (установочных) поверхностей, как правило, имеют три центровых отверстия (конусные фаски). Эти отверстия используются для установки детали в приспособлениях при механической обработке профиля пера и замка лопатки. То есть, при обработке криволинейных поверхностей “спинки” и “корыта” пера лопатки.
Известно устройство для установки и закрепления деталей, имеющих в качестве базовых поверхностей три центровых отверстия. Устройство выполнено в виде корпуса, содержащего три конических центра для базирования (установки) детали. Один из центров выполнен подвижным в осевом направлении и связан с приводом крепления детали (а.с. №495185, МКИ B 23 Q 3/00, 1973).
Данное устройство однозначно определяет положение детали в пространстве, однако характеризуется низкой точностью ее базирования (установки). Эта неточность обусловлена несовпадением базовых (установочных) поверхностей, выполненных на детали, с базовыми (установочными) элементами приспособления. Данное несовпадение носит объективный характер, так как обусловлено неточностью изготовления базовых поверхностей детали в пределах допуска на их изготовление. В данном приспособлении отсутствуют элементы, позволяющие компенсировать несовпадение базовых элементов детали и приспособления, что в целом снижает точность установки детали.
Известно приспособление для установки и закрепления деталей по трем центровым отверстиям. Данное устройство также имеет в общем корпусе три центра, по меньшей мере один из которых выполнен подвижным в осевом направлении и соединен с приводом для закрепления детали. Приспособление выполнено в двух вариантах, а именно с взаимно перпендикулярным положением базовых (установочных) центров и с параллельным расположением центров для установки детали. В первом случае два центра имеют возможность перемещений вдоль своей оси и связаны с приводами закрепления детали. Во втором случае только один центр выполнен подвижным вдоль своей оси и связан с механизмом закрепления детали. Несовпадение базовых поверхностей на детали с установочными элементами приспособления компенсируются за счет того, что наконечники базовых поверхностей приспособлений выполнены плавающими. В первом исполнении приспособления несовпадение оси детали и оси замыкающего базового центра компенсируются за счет того, что замыкающий центр приспособления имеет наконечник, имеющий возможность перемещения в направлении, перпендикулярном направлению оси заготовки. Во втором случае два центра имеют наконечники, способные перемещаться в направлении, перпендикулярном оси заготовки (а.с. №854674, МКИ B 23 Q 3/00. Приспособление для установки и зажима детали. БИ №30, 15.08.81).
Недостатком приспособления является то, что оно может быть использовано только при обработке единичных деталей. В серийном производстве данное устройство не обеспечивает повторяемости установки деталей. В пределах одной и той же партии каждая деталь отличается от другой по точности изготовления базовых (установочных) элементов, в частности по глубине зацентровки. При установке детали ось базового отверстия детали и ось замыкающего центра приспособления не совпадают друг с другом и совмещение базовых элементов детали и приспособления происходит только за счет смещения наконечника замыкающего центра приспособления относительно оси этого центра. При установке новой детали в данное приспособление возникает другая величина несовпадения осей базового отверстия детали и центра приспособления. Эта неточность базирования также проявляется при обработке противоположной стороны детали (например противоположной стороны пера лопатки ГТД). В этом случае после переворота детали и повторной ее установке в центры приспособления возникает новая величина несовпадения оси центрового отверстия детали от оси замыкающего центра. При этом на детали типа лопатки образуются при каждой ее установке две оси: одна возникает при обработке первой стороны профиля, например “спинки” лопатки; вторая при обработке второй стороны профиля, например “корыта” лопатки.
Таким образом, недостатком данного устройства является низкая точность установки (базирования) деталей. Она обусловлена несовпадением осей приспособления и детали при колебаниях глубины центровых (базовых) отверстий, выполненных на деталях, а также при повторной установке детали в данном приспособлении для обработки ее противоположной стороны.
Технической задачей предполагаемого изобретения является обеспечение совпадения оси детали и оси замыкающего базового центра приспособления при установке каждой новой детали, а также при установке одной и той же детали на противоположные стороны.
Реализация данной технической задачи позволит существенно повысить точность базирования деталей типа лопаток компрессора ГТД, особенно при обработке профиля пера “спинки” и “корыта” лопатки на многоцелевых обрабатывающих фрезерных станках.
Поставленная цель достигается в двух вариантах исполнения устройства.
Вариант 1. Устройство для установки и закрепления детали по трем базовым отверстиям содержит два установочных центра, расположенных на одной оси с возможностью перемещения вдоль нее, и один замыкающий центр, ось которого перпендикулярна оси установочных центров. Причем установочные центра расположены по обе стороны от оси замыкающего центра.
Новым в предлагаемом устройстве является то, что оно снабжено делительным диском, установленным соосно с замыкающим центром. Диск снабжен центральным пазом для установки детали, в пазу расположена базовая поверхность, параллельная оси диска, расстояние от которой до оси диска равно расстоянию между осью детали и ее базовым торцом, при этом установочные центры расположены в стенках паза.
Базовая поверхность выполнена на внутренней поверхности стенки паза делительного диска. Причем базовая поверхность на стенке паза выполнена в виде регулируемой проставки.
Вариант 2. Устройство для установки и закрепления детали по трем базовым отверстиям содержит два установочных и один замыкающий центры, оси которых параллельны друг другу. Центры установлены с возможностью перемещения вдоль своих осей, причем установочные центры расположены по обе стороны от оси замыкающего центра.
Новым в предлагаемом устройстве является то, что устройство снабжено делительным диском, установленным соосно с замыкающим центром, установочные центры расположены в этом диске, причем расстояние между осью диска и осью одного из центров равно расстоянию от оси детали до оси одного из ее базовых отверстий, а расстояние между осями установочных центров равно расстоянию между осями базовых отверстий на детали.
Предлагаемое устройство поясняется чертежами, где
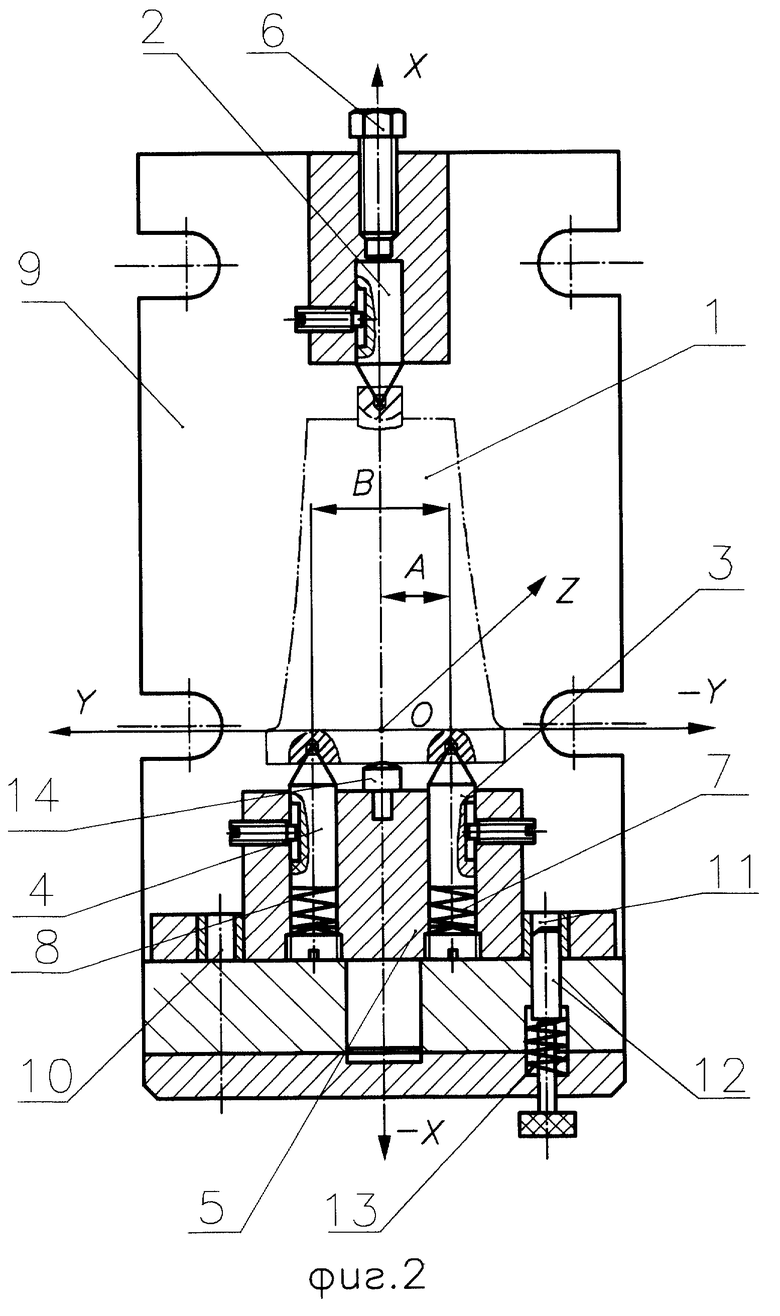
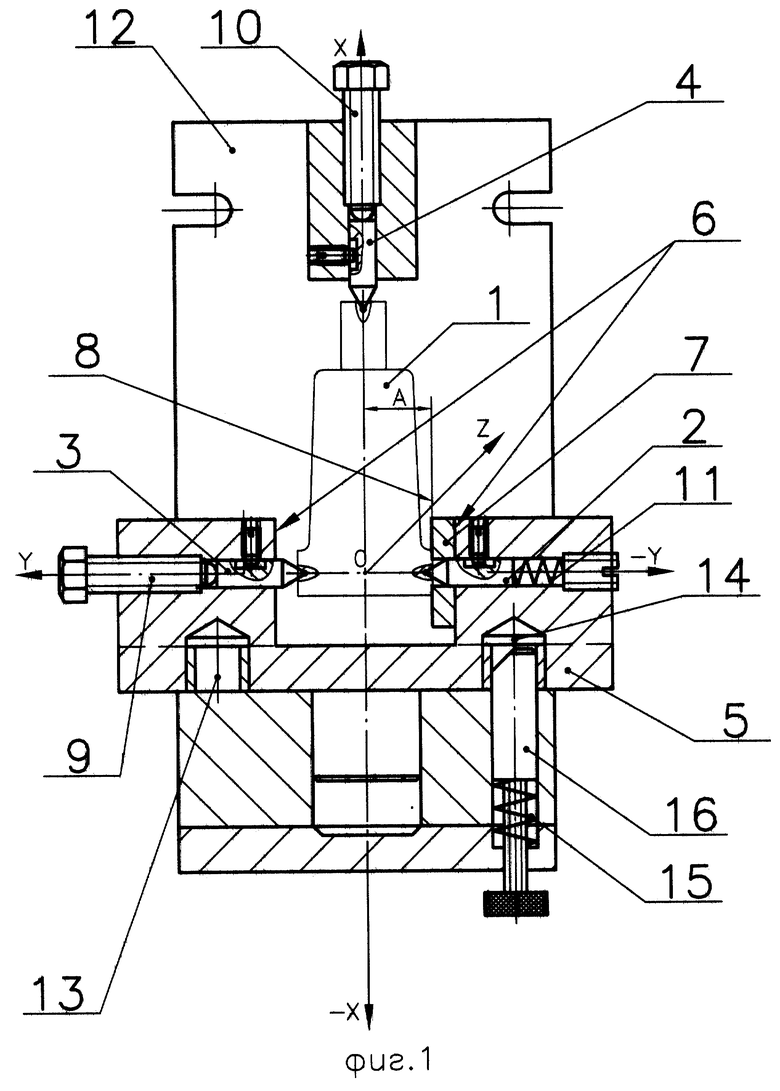
на фиг.1 представлено приспособление для установки и закрепления детали по трем отверстиям, в котором установочные центры находятся на одной оси, перпендикулярной оси замыкающего центра, общий вид (вариант 1); на фиг.2 представлено приспособление для установки и закрепления детали по трем отверстиям, в котором оси установочных центров параллельны оси замыкающего центра, общий вид (вариант 2).
Вариант 1. Устройство для установки и закрепления детали 1 по трем базовым отверстиям содержит установочные центры 2 и 3, расположенные на одной оси Y с возможностью перемещения вдоль нее, и замыкающий центр 4, расположенный на оси X, перпендикулярной оси Y. Установочные центры 2 и 3 расположены по обе стороны от оси Х.
Устройство снабжено делительным диском 5, выполненным в виде цапфы и установленным соосно с замыкающим центром 4. В центре делительного диска 5 выполнен паз 6 для установки детали 1. В нем расположена регулирующая проставка 7, на которой выполнена базовая поверхность 8, параллельная оси X. Расстояние А от базовой поверхности 3 до оси Х равно расстоянию между осью детали 1 и ее базовым торцом.
Установочные центры 2 и 3 расположены в стенках центрального паза 6. Центры 3 и 4 замкнуты вдоль своих осей с помощью винтов 9 и 10 крепления детали (в качестве механизмов крепления детали вместо винтов могут быть использованы другие механизмы, например гидроцилиндры и т.д.). Центр 2 подпружинен в осевом направлении пружиной 11.
Все элементы устройства расположены на основании 12. На торце делительного диска 5 выполнены диаметрально противоположные отверстия 13 и 14, а в основании 12 перпендикулярно торцу делительного диска 5 установлен поджатый пружиной 15 фиксатор 16.
Работает устройство следующим образом. Деталь 1, имеющая в качестве баз три центровых отверстия и торец на замке, положение которого относительно оси детали 1 определено размером А, устанавливается в центры приспособления таким образом, чтобы центры 2 и 3 вошли в соответствующие им центровые отверстия детали. Затем центр 3 перемещают с помощью винта 9 вдоль оси Y до тех пор, пока торец замка детали 1 не прижмется к базовой поверхности 8 проставки 7, установленной на стенке паза 6 диска 5, в которой расположен центр 2. При этом расстояние А между базовой поверхностью 8 проставки 6 и осью X совпадет с расстоянием между торцом замка детали 1 (лопатки) и ее осью, совпадающей с осью центрового отверстия детали. Затем в центровое отверстие детали 1, совпадающее с ее осью, вводится до упора с помощью винта 10 замыкающий центр 4. В этом положении деталь с помощью винтов 9 и 10 закрепляется. При такой установке детали центры 2 и 3 лишают ее четырех степеней свободы: поступательных перемещений в направлениях Х и Z; а так же вращении вокруг осей Х и Z. Базовая поверхность 8 проставки 7 лишает деталь 1 свободы перемещений вдоль оси Y; центр 4 - вращении вокруг оси Y. То есть положение детали 1 в данном приспособлении определено однозначно.
При установке следующей детали, имеющей по сравнению с первой значительные отличия по глубине зацентровки базовых отверстий, ее положение при установке в данном приспособлении будет аналогично установке первой детали. Это обусловлено тем, что однозначность положения детали определяется размером А, а не глубиной и диаметрами центровых отверстий.
После обработки детали (лопатки) с одной стороны профиля осуществляется ее поворот вокруг оси X. Для этого фиксатор 16 выводится из отверстия 14 диск 5 поворачивается на 180° до тех пор, пока фиксатор 16 под действием пружины 15 не войдет в отверстие 13. Затем диск 5 фиксируется в данном положении (механизм фиксации не указан) и производится обработка на противоположной стороне детали 1.
При перевороте детали на 180° однозначность ее установки не изменяется. Деталь (лопатка) как с одной стороны криволинейной поверхности, так и с другой обрабатывается относительно одной оси, положение которой не изменилось.
Вариант 2. Устройство для установки и закрепления детали 1 по трем отверстиям содержит замыкающий центр 2, расположенный на оси X, и установочные центры 3 и 4, расположенные по обе стороны от оси X, причем оси всех центров параллельны друг другу.
Устройство снабжено делительным диском 5, расположенным на оси X, установочные центры 3 и 4 размещены в этом диске. Расстояние А между осью Х и осью одного из установочных центров, например центра 3, равно расстоянию от оси детали 1 до оси одного из ее базовых отверстий, а расстояние В между осями установочных центров 3 и 4 равно расстоянию между осями базовых отверстий на детали 1.
Замыкающий центр 2 замкнут вдоль оси Х винтом 6, а установочные центры 3 и 4 поджаты в осевом направлении пружинами 7 и 8.
Все элементы устройства расположены на основании 9. На торце делительного диска 5 выполнены диаметрально противоположные отверстия 10 и 11, а в основании 9 перпендикулярно торцу делительного диска 5 установлен фиксатор 12 с пружиной 13.
Работает устройство следующим образом. Деталь 1 (лопатка), имеющая в качестве баз (установочных поверхностей) три центровых отверстия и торец на подошве замка, устанавливается в центры приспособления. На детали 1 положение одного из базовых центров (на подошве замка лопатки) относительно ее оси определяется размером А. Таким же размером характеризуется на приспособлении положение центра 3 относительно оси диска 5 и замыкающего центра 2 оси X. Расстояние между установочными центрами 3 и 4 приспособления характеризуется размером B, который выдерживается также и на детали при изготовлении на ней базовых отверстий. Глубина зацентровки всех трех отверстий может быть различной и колебаться в широких пределах. Деталь 1 своими центровыми отверстиями устанавливается в установочные центры 3 и 4 и поджимается замыкающим центром 2 с помощью винта 6 до упора подошвы замка лопатки в упор 14, ограничивающий перемещение детали вдоль оси X. В этом положении осуществляется закрепление детали с помощью винта 6. В процессе установки и закрепления детали установочные центры 3 и 4 под давлением пружин 7 и 8 входят в центровые отверстия детали на различную величину, определяемую глубиной центрового отверстия, выполненного на детали. При такой установке детали центра 3 и 4 лишают деталь четырех степеней свободы: поступательных перемещений Y, Z, а также вращений вокруг X, Z. Упор 14 лишает деталь свободы поступательных перемещений по оси X, а центр 2 - вращений относительно оси У. То есть положение заготовки в данном приспособлении определено однозначно. Причем при установке следующей заготовки колебания глубины центровых отверстий на ней не влияют на ее положение в приспособлении. После обработки детали (лопатки) с одной стороны профиля пера осуществляется ее поворот вокруг оси X. Для этого фиксатор 12 выводится из отверстия 11 делительного диска 5, после чего он поворачивается на 180° до тех пор, пока фиксатор 12 под действием пружины 13 не войдет в отверстие 10. После этого диск фиксируется в данном положении (механизм фиксации не указан) и производится обработка противоположной стороны детали. При перевороте детали однозначность ее базирования не изменяется.
Данные приспособления используются при фрезеровании лопаток компрессора на многоцелевых обрабатывающих фрезерных станках. Их использование существенно повышает точность обработки, так как оба криволинейных профиля лопатки, “спинка” и “корыто”, здесь имеют одну ось. При этом колебания глубины центровых отверстий на детали, что обычно очень трудно обеспечить в малых пределах, не влияют на точность ее установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2005 |
|
RU2302938C1 |
| Приспособление для установки и зажима деталей | 1979 |
|
SU854674A1 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЗУБЧАТЫХ КОЛЕС ПРИ ШЕВИНГОВАНИИ | 2005 |
|
RU2294820C2 |
| СПОСОБ ОБРАБОТКИ ХВОСТОВИКА И КОРНЕВОЙ ЧАСТИ ПЕРА ЛОПАТКИ НА МНОГОКООРДИНАТНОМ СТАНКЕ С ЧПУ | 2017 |
|
RU2645633C1 |
| УНИВЕРСАЛЬНЫЙ ФЛАНЦЕВЫЙ ЦЕНТРОСМЕСТИТЕЛЬ | 2011 |
|
RU2481940C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ МЕЖОСЕВОГО РАССТОЯНИЯ, НЕПАРАЛЛЕЛЬНОСТИ И СКРЕЩИВАНИЯ ОСЕЙ ОТВЕРСТИЙ ШАТУНА ДВИГАТЕЛЯ | 1995 |
|
RU2148786C1 |
| Поводковый центр | 1979 |
|
SU823007A1 |
| Копировальное устройство | 1984 |
|
SU1196230A1 |
Изобретение относится к авиационному моторостроению и может быть использовано для установки и закрепления деталей типа лопаток компрессора газотурбинных двигателей. Один из вариантов устройства содержит расположенные на одной оси с возможностью перемещения вдоль нее два установочных центра и один замыкающий центр, ось которого перпендикулярна оси установочных центров. Установочные центры расположены по обе стороны от оси замыкающего центра. При этом соосно с замыкающим центром установлен делительный диск, который выполнен с центральным пазом для установки в нем детали и базовой поверхностью, параллельной оси диска, расстояние от которой до оси диска равно расстоянию между осью детали и ее базовым торцом. Причем установочные центры расположены в стенках упомянутого паза. Второй вариант устройства содержит два установочных и один замыкающий центры, установленные с возможностью перемещения вдоль параллельно расположенных осей. Установочные центры расположены по обе стороны от оси замыкающего центра. При этом делительный диск устройства установлен соосно с замыкающим центром и предназначен для расположения в нем установочных центров. Расстояние между осью диска и осью одного из установочных центров равно расстоянию от оси детали до одного из ее базовых отверстий, а расстояние между осями установочных центров равно расстоянию между осями базовых отверстий детали. Использование изобретений обеспечивает совпадение осей детали и замыкающего базового центра устройства при установке каждой новой детали и при установке одной и той же детали на противоположные стороны. 2 н. и 2 з.п. ф-лы, 2 ил.
| Приспособление для установки и зажима деталей | 1979 |
|
SU854674A1 |
| Устройство для установки и закрепления деталей | 1984 |
|
SU1271705A1 |
| Устройство для установки и закрепления деталей | 1982 |
|
SU1046062A1 |
| US 4539738 А, 10.09.1985. | |||
