Фие.1
Р:3обретение относится к сс Сдмнени деталей склеиванием и М1;ж€;т Dbiri, использовано при изготовлении сотовых конструкций авиацло}ниго, радиотехнического и другого назначения.
Целью изобретения является повышение прочности соединения слогового заполнителя с обцу-гвками и снижениге массы сотовой конструкции.
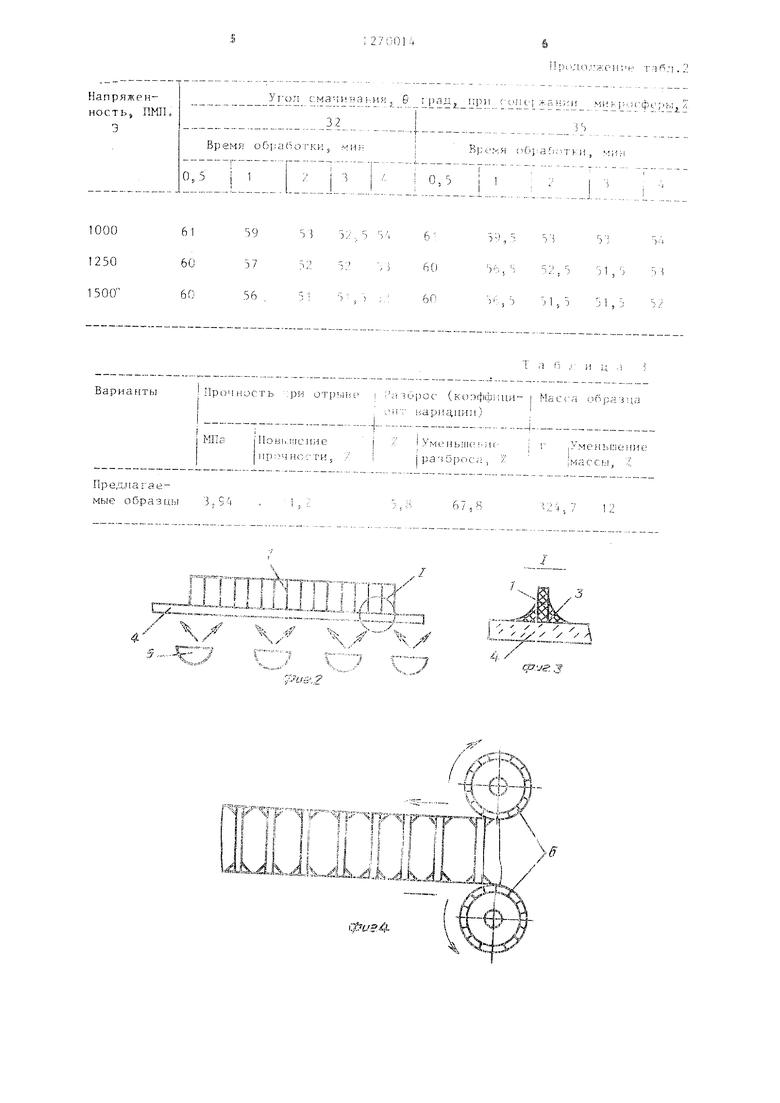
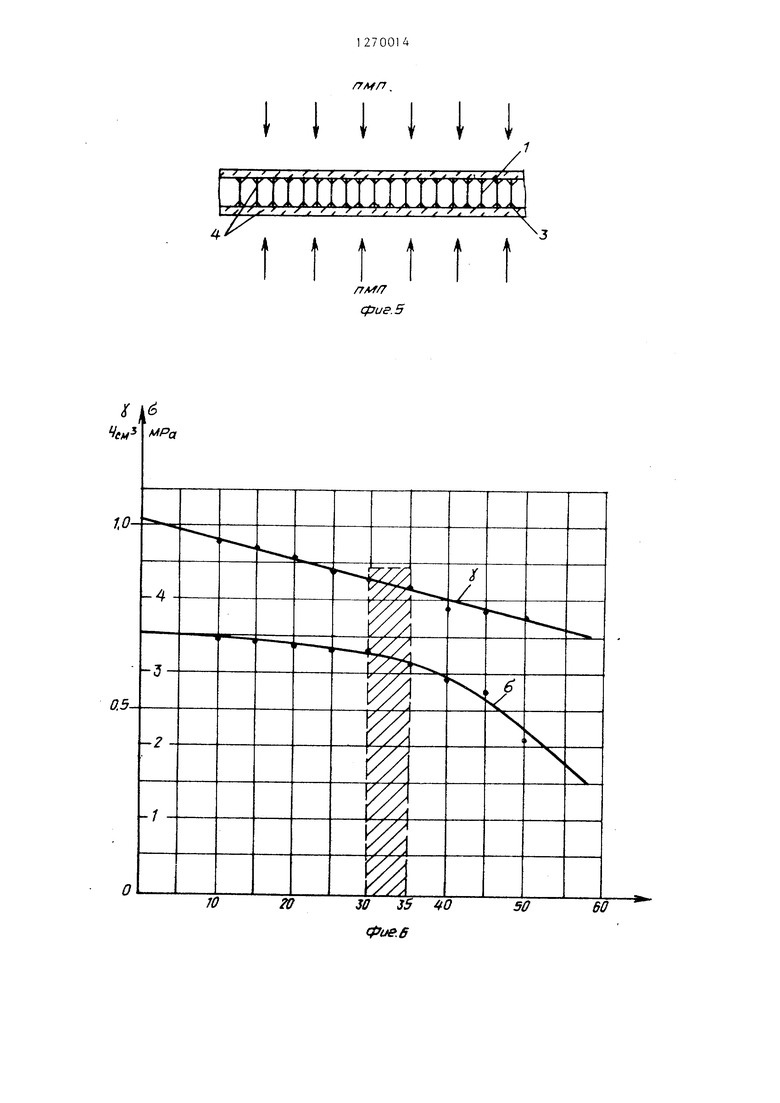
На фиг, 1 изображено нанесение клеевой композиции на торпы отового заполнителя; на фиг, 2 - отвержд ение наплывов клеевой композиции на фиг, 3 - узел I на фиг. 2:, на фиг.Дкрацевание горцев сотового заполнителя, на фиг, 5 - обработка Topne/i постоянным магнитным полем, iia фиг. 6 - зависимость прочности (б) сотовой конструкш-ш и массы (у) от содержания пустотелогч; чаполнителя (микросферы) в (слееаой композиции, на фиг. 7 - зависимое т i, угла смачивания (б) от напряженност
(Н) постоянного магнитного поля. I
Способ соединения сотового заполнителя с обшивкой осуществляется следующим образом,
Подготавливают ловерхноетг; сотового заполнителя к склеиванию.
Приготавливают клеевую композицию с легким пустотелым запаинкте.чем, например микросфера стеклянная пОлаи марки МСО-А9. Содержание микрогферы 30-35 мае.ч.%.
В композицию состава, мае.ч.: смола ЭД-200 100, дибутилфталат 20, ПЭПА 10 добавляют 35 мас.ч,% .--гикросфер от массы связующего. В этом случае удельный вес клеевой ксччпозиции составляет Oj8 г/см ,
Наносят клеевую композицию на торцы сотового заполнителя 1, для чего заполнитель погружают горизонтальной поверхностью п клеевук;- композицию 2 (фиг. 1) на част- : в-1Соты. например на глубину 2 мм, i-: выдерживают необходимое время, К результате на сотовом заполнителе сбр-азуют ся наплывы 3 клеевой композиции (фиг, 3),
Смоченный заполнитель переносят на еветопрозрачную поверх гость 4, например кварцевое стекло и прижимают к ней, после чего осущестЕляют ускоренное предварительное отверждение наплывов клеевой композиции с помощью лучистой энергии например инфракрасных ламп 5 (фиг. 2).
.Указанные онезации Швторяют для BTcipoii сторПил с угово о запо.чнителя .
rioc-ie (.1 торцы сотоног.) заполн ;1еля и оризонта. 1;оверхнск:7И Haiijn iBO}S полвергаюг крацеваиию с обеих cTopOii со7(Лзого чапс);; нителя ((риг. 3) с иомсчцы. вра|1(ающихся круг:1ы щеток 6 .
iicc.Jif; J|j,: цеза НИН на торць: сотового заполнр:7еля повторно на:-(осят ту же клеег ук1 комг1о::ици1и и для повышения смлчи ;aiMuc rt: их обрабат1)1вают 1КЗС7ЮЯ нньк магнитным HOjjeM (Iflill) с напряженное (,i; iiOri-1350 Э в состояHiiii открытой ))ьииржки в тече-ие 23 MHii.
Затем производится сб1)рка со1чмвой конструкции, На с ото)ый загю.пиитель укладьшают обнЕчвки и П1)оизводят склеивание обычнь:м способом (температура + дааиеНисО S но при ноз;;,ействии ИМИ той же напряжг1И10сти в состоянии 3 а крытой выд сржки .
Пример 1 . Ис1И.)льзоБали сотовый заиол;гитель из стеклоткани Э cKJiecHHbni клеем БФ-2, пропитанный лаком ЛБС-1, ,1 ячеГши А . 2 мм, в1);сота 10 г О,, 2 мм, обшивк -; из стекло;клни T-KJ, |роди а иные с.вяяующим ЗДТ-10, толщина 1 мм, клеевук композицию состава., мае. ч.: смола ЭД-200 100, дибутклфталаг 20, ПЭПА 10.
В композицию добавляли микро-сфг:ру (ггекляниую пслум марки МСО-А9 s количестве 10-50% мае.ч. (10, 15. 20
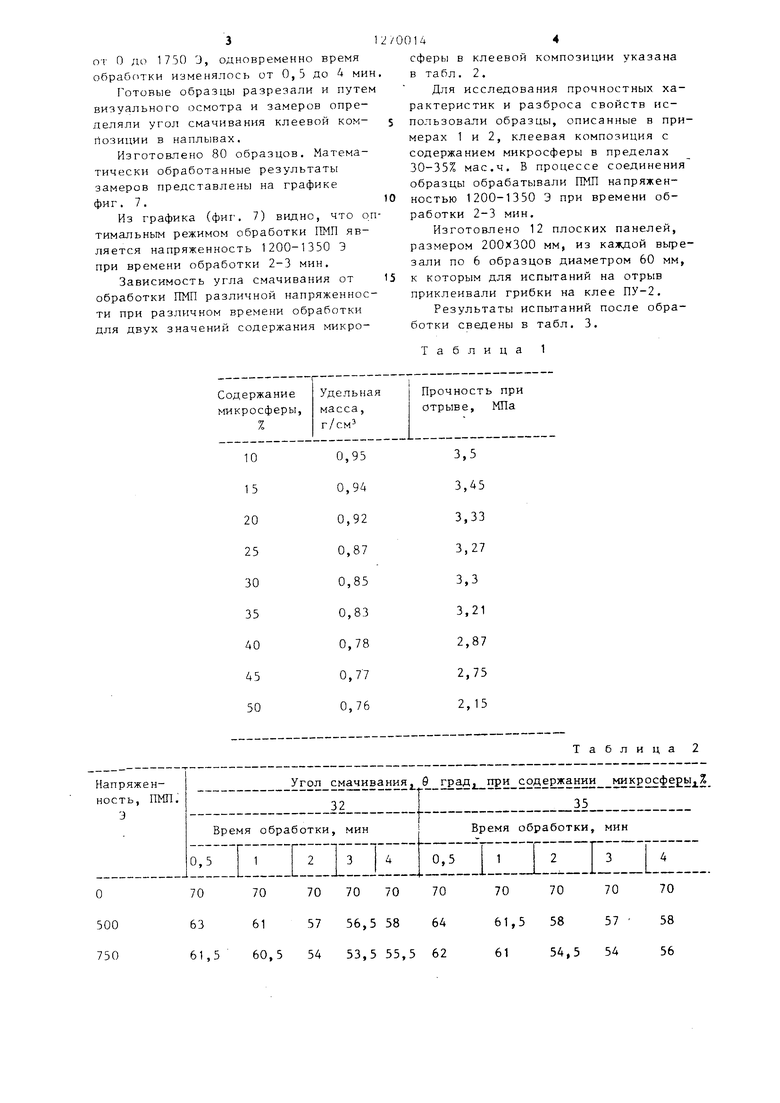
jm вырезали по 6 образцов диa eтpoм ЬО мм д;тя испьгганий на отрыв (фиг. 6). Из графике. (1тг, 6) видно, что оптимальным является содержание микросферы в композиции в пределах 30 - 35% мае. ч. В этом случае ipH сравнительно В1|гсокой :ро-::-;ости .,u.n: тига ется с ушеств е шое с ниже :-1ие Fieca панелей ICM. --абл. 1).
Пример 2, С целью выбора оптимальных режимов обработки постоя -:ным магнитным полем (ПМП) , дающих минимальный угол смачивания, который определяет Nsa-ксимапьную прочность и минимальнь Й разбгюс свойств, бьши изготовлены образць;, конструкция которых описана в примере 1 .
При изгото1злени - образцов напряженность ЛМП изменялась ступенчато
от о до 1750 Э, одновременно время обработки изменялось от 0,5 до А мин,
Готовые образцы разрезали и путем визуального осмотра и замеров определяли угол смачивания клеевой композиции в наплывах.
Изготовлено 80 образцов. Математически обработанные результаты замеров представлены на графике фиг. 7.
Из графика (фиг. 7) видно, что оптимальным режимом обработки ПМП является напряженность 1200-1350 Э при времени обработки 2-3 мин.
Зависимость угла смачивания от обработки ПМП различной напряженности при различном времени обработки для двух значений содержания микро/00144
сферы в клеевой композиции указана в табл. 2,
Для исследования прочностных характеристик и разброса свойств ис5 пользовали образцы, описанные в примерах 1 и 2, клеевая композиция с содержанием микросферы в пределах 30-35% мае,ч. В процессе соединения образцы обрабатывали ПМП напряжен0 ностью 1200-1350 Э при времени обработки 2-3 мин.
Изготовлено 12 плоских панелей, размером 200x300 мм, из каждой вырезали по 6 образцов диаметром 60 мм, 5 к которым для испытаний на отрыв приклеивали грибки на клее ПУ-2,
Результаты испытаний после обработки сведены в табл. 3,
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ С ОБШИВКАМИ | 2009 |
|
RU2391208C1 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ РЕЗКИ СОТ И СОТОВЫХ ПАНЕЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1994 |
|
RU2090362C1 |
| СОСТАВ И СПОСОБ ИЗГОТОВЛЕНИЯ СВЯЗУЮЩЕГО, ПРЕПРЕГА И СОТОВОЙ ПАНЕЛИ | 2010 |
|
RU2460745C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 2017 |
|
RU2678814C1 |
| Способ изготовления образца для настройки импедансного акустического дефектоскопа при контроле изделий с сотовым заполнителем | 1987 |
|
SU1449895A1 |
| Способ изготовления стандартного образца с искусственным дефектом для неразрушающего контроля многослойных клеевых изделий | 1987 |
|
SU1413518A1 |
| Способ изготовления образца сотового заполнителя для испытаний | 2016 |
|
RU2646082C2 |
| Образец для настройки при контроле акустическими методами изделий с сотовым заполнителем на непроклей | 1987 |
|
SU1441300A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ ПРИ ОТРЫВЕ КЛЕЕВОГО СОЕДИНЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ С ОБШИВКОЙ В ТРЕХСЛОЙНОЙ ПАНЕЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2604114C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2013 |
|
RU2544690C1 |

1. СПОСОБ СОЕДИНЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ С ОБШВКАШ, включающий подготовку склеиваемых поверхностей, нанесение клеевой композиции на торцы coTOBoio заполнителя для образования наплывов, отверждение наплывов, последующее нанесение на торцы сотового заполнителя той же клеевой композиции, сборку обшивок и сотового заполнителя и склеивание их, отличающийся тем, что, г целью повьпиения прочности соединения сотового заполнителя с обшивками, ОТверждение наплывов клеевой композиции осуществляют с помощью лучистой энергии, размещая торцы сотового заполнителя на светопрозрачной поверхности, а после отверждения напльнзов осуществляют крацевание торцов сотового заполнителя с наплывами, причем после повторного нанесения клеевой композиции их обрабатывают гтостоянным магнитным полем напряженностью 1200-1350 Э при открытой выдержке в течение 2-3 мин, а склеивание сотового заполнителя и обшивок осуществляют при действии постоянно- . го магнитного поля указанной напря(Л женности при закрытой выдержке. 2. Способ по п. 1, отличающийся тем, что, с целью снижения массы сотовой конструкции, в клеевуно композицию добавляют 30 35 мае.ч. легкого пустотелого заполнителя .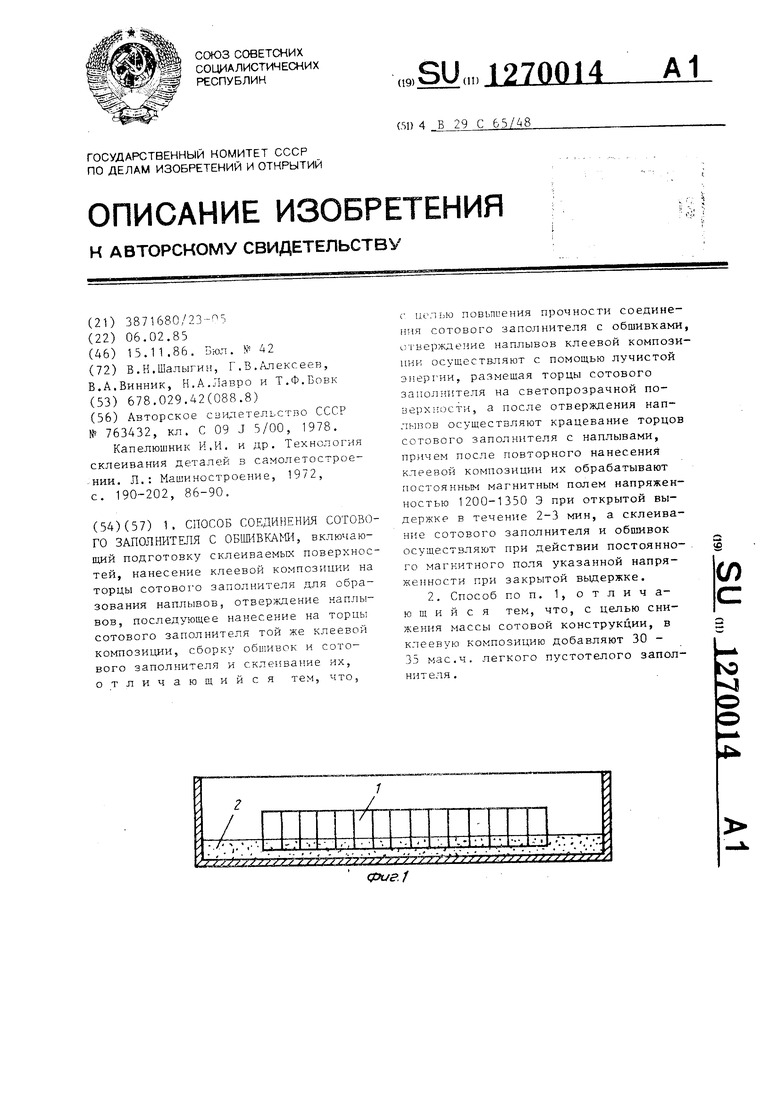
Таблица 2
.-,.X;
чг
f E a I и li 1 ---. /-I
jiJ.Li..U,..,Ll.I.J4J.:|....
V .„...„™,
4
,/
,/
.. , /X 7-7-,, J / / Л
4/
сйиг 3
AL.J,jaLJL..
t:pus4
М I I I I
l
M t t
.
/7ЛЛ7
фиг. 5
| Способ склеивания полимерных материалов | 1978 |
|
SU763432A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Капелюшник И,И | |||
| и др | |||
| Технология склеивания деталей в самолетостроении | |||
| Л.: Машиностроение, 1972, с | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
