ю
о
л
со
4
f
Изобретение относится к измерительной технике вмашиностроении, а именно к способам измерения конических резьбовых калибров пробок с биссектриссой угла профиля резьбы,
перпендикулярной образующей конуса
калибра.
Целью изобретения является повышение точности измерения конических резьбовых калибров пробок с биссектрисой угла профиля резьбы, перпендикуляррой образующей конуса калибра.
Это достигается тем, что средние диаметры по правым и левым сторонам выбранного витка резьбы измеряют в средней части на определенных рас тояниях от вершины витка,
На чертеже изображена схема измерения среднего диаметра резьбы конических резьбовых калибров пробок с биссектрисой угла профиля резьбы, перпендикулярной образующей конуса калибра.
Способ основан на измерении среднего диаметра методом осевого сечения с применением микроскопа и измерительных резьбовых ножей. Если средний диаметр правой стороне профиля dq, npaj, измерить на расстоянии 1 от вершины витка f, а средний диаметр по левой стороне профиля ,на расстоянии Ь + P/2ctg si.n4)
от вер1пины витка f, то полусумма измеренных значений:
dcpji pa6. . лев 1 2 dep.rjH.
где dcp.HjN. средний диаметр резьбы калибра, соответствующего выбранному витку резьбы; Р - шаг резьбы,
- - половина угла профиля; Ч - угол уклона конус 1
калибра.
При указанных расстояниях от вершины f витка до сторон профиля резьбы уменьшение среднего диаметра изза непараллельности диаметрально противоположных боковых сторон профиля, измеренного по правой стороне профиля dcp лрйь, , компенсируется увеличением среднего диаметра, измеренного по левой стороне профиля
cp.ivefc.
Измерение среднего диаметра производят следующим образом.
705342
Конический резьбовой калибр устанавливают в центре г-шкроскопа. К правым и левым сторонам профиля одного из витков резьбы устанавливают
5 поочередно измерительные резьбовые ножи (не показаны) и Измеряют расстояние до вершины f выбранного витка путем совмедения правого и левого штрихов сетки микроскопа с
0 рисками ножей при развороте сетки.
Перекрестие сетки микроскопа устанавливают в средней части высоты витка резьбы и смещают вправо от вершины f витка на величину f до пе5 ресечения перекрытия сетки микроскопа с правой стороной профиля витка, которое опредепяют по совпадению правого штриха сетки с риской ножа. Измеряют средний диаметр
0 Смещают перекрестие сетки микроскопа в сторону левого профиля витка резьбы на величину it 1 +
+ - ctg sinUi от вершины f витка.
iC
Перемещая сетку перпендикулярно
оси резьбы с помощью поперечной подачи микроскопа, не изменяя его продольного положенияи разворачивая сетку, совмещают левый штрих сетки
30 с риской измерительного ножа, уста- ,
новленного к левой стороне профиля (не показано). Измеряют средний диаметр dtp. лев. .
Определяют средний диаметр резьбы 5 dep.HiM. полусумму измеренных значений dcp.npaa. и ,.i, Формула изобретения
0Способ измерения среднего диаметра резьбы конических резьбовых калибров пробок, заключающийся в том, что измеряют в направлении оси резьбы расстояние от торца калибра до верши5 ны одного из витков резьбы, выбранного произвольно, измеряют средние диаметры по правым, и левым сторонам профиля выбранного витка резьбы методом осевого сечения с применением
0 микроскопа и измерительных резьбовых ножей и средний диаметр определяют как полусумму измеренных значений, отличающийся тем, что, с целью повышения точности измере55 ния конических резьбовых калибров пробок с биссектрисой угла профиля резьбы, перпен;з,икулярной образующей конуса калибра., измеряют средние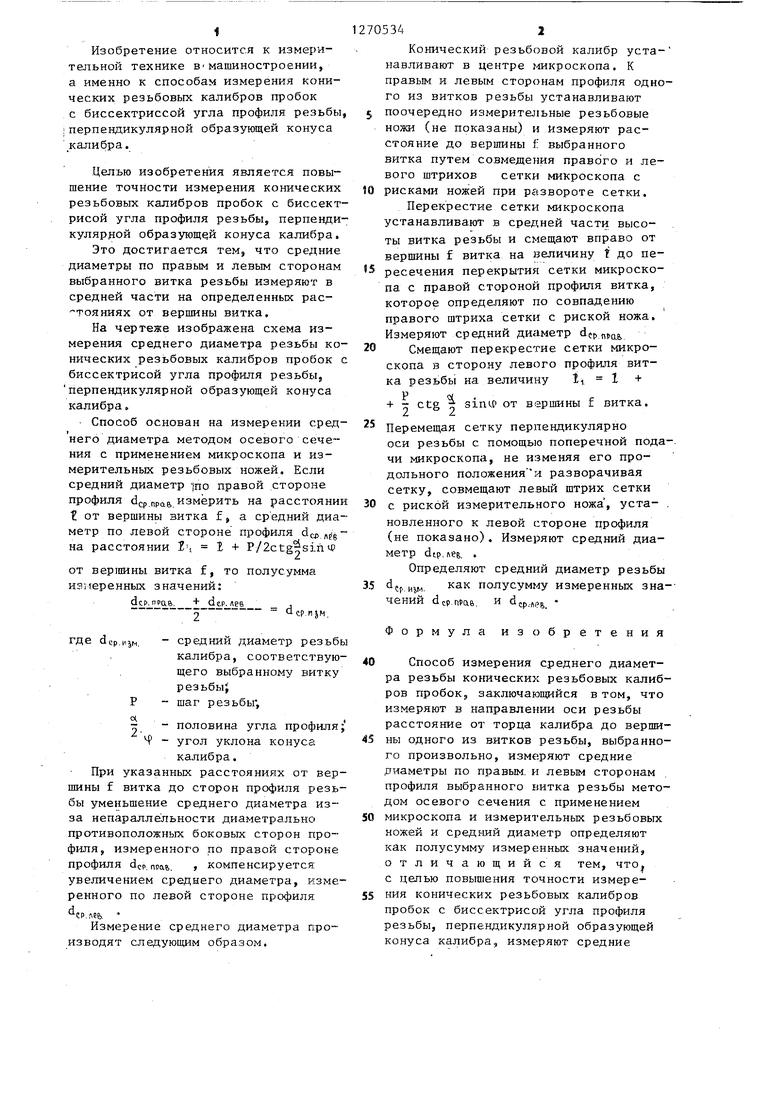
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ КОНИЧЕСКИХ РЕЗЬБОВЫХ КАЛИБРОВ-ПРОБОК | 1997 |
|
RU2127863C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2065132C1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ ИЗНОСА РЕЗЬБЫ ДЕТАЛЕЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270977C1 |
| Наконечник к оптиметру и другим измерительным приборам | 1938 |
|
SU55408A1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ПО МЕНЬШЕЙ МЕРЕ ОДНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ | 2006 |
|
RU2400019C2 |
| СПОСОБ ИЗМЕРЕНИЯ НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272986C1 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ | 2004 |
|
RU2271912C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ РЕЗЦОМ | 2003 |
|
RU2250155C2 |
Изобретение относится к измерительной технике. Цель изобретения повьшение точности измерения конических резьбовых калибров пробок с биссектрисой угла профиля резьбы, перпендикулярной образующей конуса калибра. Это достигается тем, что средние диаметры по правым и левым сторонам витка резьбы измеряют в положениях, учитывающих непараллельность диаметрально противоположных сторон витка резьбы. Измерение производят методом осевого сечения с применением микроскопа и измерительных резьбовых ножей.. Средние диаметры по сторонам витка резьбы измеря от на расстоянии t от вершины выбранного витка до стороны профиля резьбы с меньшим углом наклона к оси резьбы и на расстоянии li I + Р ci . + -- ctg - Sin от вершины витка до стороны с большим углом наклона к оси резьбы. Средний диаметр определяют как полусумму измеренных значений. Р - шаг резьбы, /2 - посл ловина угла профиля резьбы, Ч - угол уклона конуса калибра, 1 ил.
| ГОСТ 12690-67. |
