Изобретение относится к технологии изготовления электрических маши и может быть использовано в электротехнической промьшшенности.
Целью изобретения является повышение точности изготовления зубцового слоя по зубцовому делению.
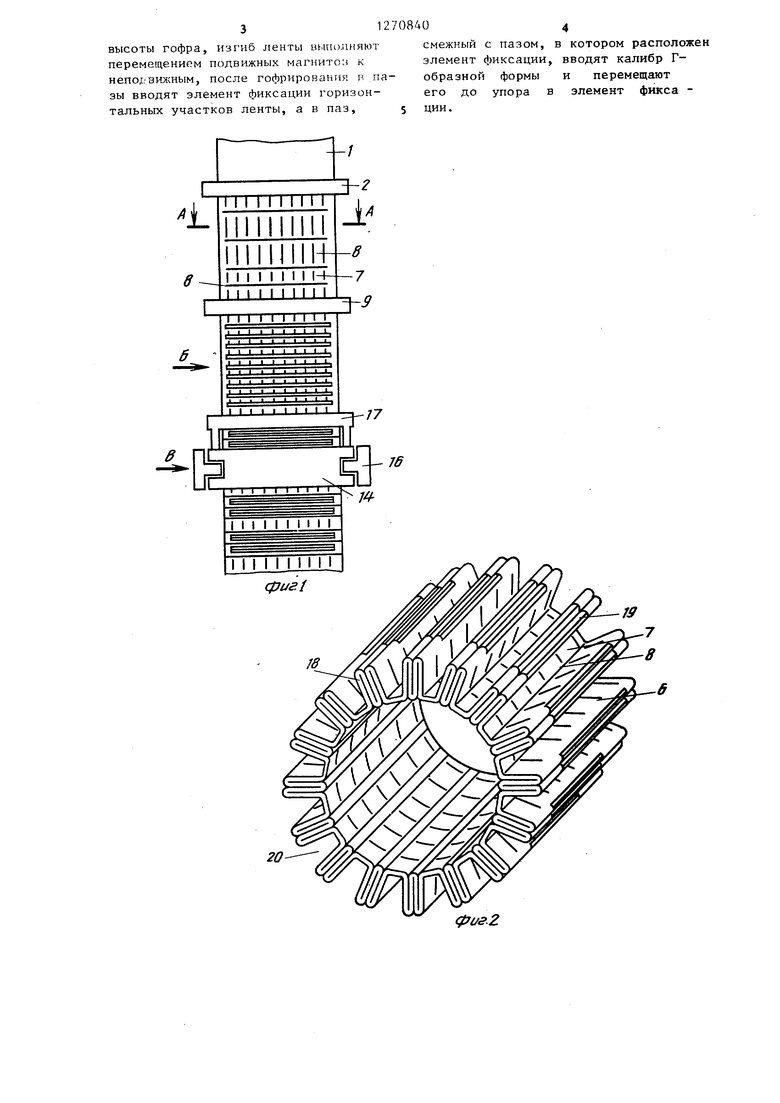
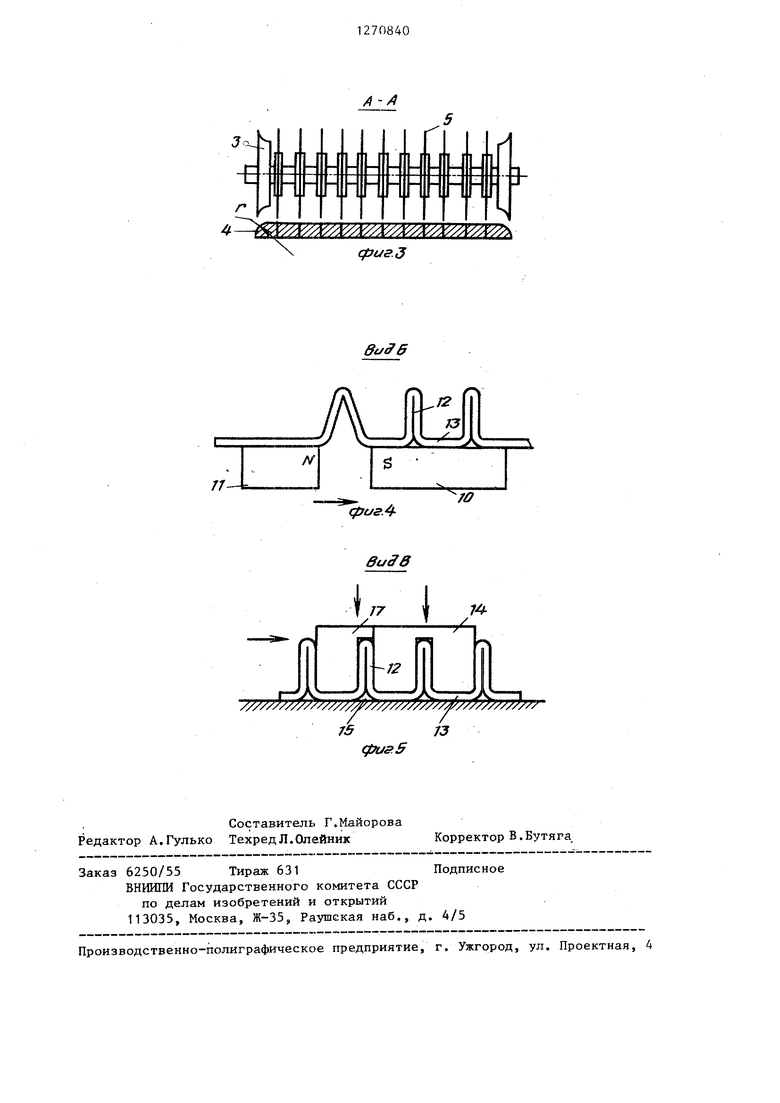
На фиг, 1 показана технологическая линия для Гофрирования ленты из ферромагнитного материала; на фиг,2 зубцовый слой магнитопровода электрической машины; на фиг. 3 - сечение А-А на фиг. 1J на фиг.. 4 - вид Б на фиг. 1; на фиг, 5 вид В на фиг 1,
Процесс изготовления зубцового слоя магнитопровода электрической машины осуществляется следуюищм образом,
Ленту 1 из ферромагнитного мате риала, ширина которой равна длине магнитопровода, подают в устройство 2, в котором роликами 3 придают кромкам ленты 4 сферическую поверхность, а роликовыми ножами 5 выполняют на ленте 1 продольные сквозные прорези 6 и 7, после чего другим приспособлением (на фиг. 1 не показано) выполняют на ленте 1 сквозные поперечные прорези 8, Длина каясдой указанной прорези равна 70-90% ;ц1ины ограниченного участка, в котором она размещена. Затем в устройстве 9 ленту 1 гофрируют. Этот технологический процесс осуществляют следующим образом Магнит 10 размещают под лентой 1 на участке, просеченном короткими продольными прорезями 7„ Включают его и он, благодаря магнит.ному потоку, соединяется с лентой. Магнит 10 закрепляют жестко, поэтому при контакте с лентой он ее удерживает в заданном положении. Второй магнит 11 размещают под лентой н-а таком же смежном участке, как и первый, который расположен на расстоянии, не менее удвоенной высоты гофра Поперечные прорези 8 расположены на ленте каж,цым рядом продольньк прорезей с шагом, соответствующим ширине ряда, плюс свободное поле ленты в 10-30%.
Магнит 11 соединяют с лентой,, после чего его перемещают вдоль ленты . в сторону магнита 10, В это время лента изгибается по линиям поперечных прорезей 8, образуя складки гофр 12 и переходы 13. Высота складок и .щирина переходов соответствуют заданным размерам, так как до 90% длины контролируемых участков ограничены прорезями. Затем калибруют ширину складок, так как плотность складки зависит от усилия сжатия ленты
при гофрировании.Для этого применяют элемент 14 фиксации горизонтальных ,участков ленты который выполнен П-образной формы. Элемент 14 входит
между складками 12 и прижимает переходы 13 к столу 15. Перемещают элемент 14 фиксации в направляющих элементах 16, которые являются дополнительными упорами от горазонтальных
усилий, Г-образный калибр 17 вводят в в пространство между складками 12 до упора в переход 13, Выступающие над гофрированной лентой части калибра 17 служат для приложения прессующих
усилий. Калибр 17 перемещает ленту в сторону элемента 14 до тех пор, пока его часть, расположенная над складками, не достигнет элемента 14, Таким образом, сжатые складки 12
достигают заданных размеров, контролирующей величиной которого является зубцовое или двойное зубцовое деление магнитопровода электрической машины,
После калибровки от гофрированной ленты отделяют часть заданной дликонцы, например, сваркой. Складки гофра располагаются радиально, образуя зубцы 18 магнитопровода, на которых по линиям сгибов образуются плоские участки 19, а между зубцами 18 размещены пдзы 20 трапецеидальной формы,
Формула изобретения
Способ изготовления зубцового слоя магнитопровода электрической машины, включающими вьтолнение в ленте из ферромагнитного материала поперечных сквозных прорезей, гофрирование ленты изгибом ее по линиям расположения прорезей с образованием пазов и зубцов, отличающийся тем, что, с целью повьппения точности изготовления зубцового слоя по зубцовому делению, перед изгибом поперек ленты на ее плоскость с одной стороны устанавливают магниты, одни из которых неподвижные, располагают на конце ленты, а другие- подвижные, располагают вдоль ленты, и на расстоянии от неподвижных, не менее удвоенной высоты гофра, изгиб ленты выполияют перемещенисм подвижных магнитен к неподзижным, после гофрирования и паэы вводят элемент фиксации горизонтальных участков ленты, а в паз. 5 смежный с пазом, в котором расположен элемент фиксации, вводят калибр Гобразной формы и перемещают его до упора в элемент фикса ции.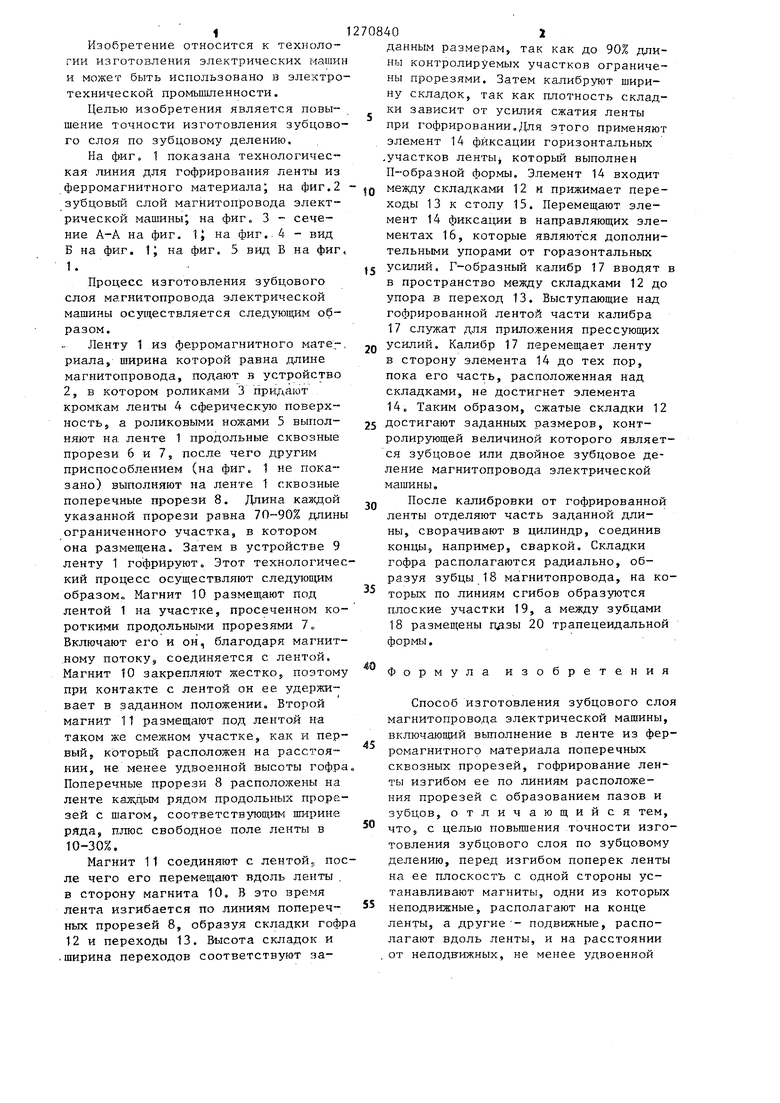
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубцовый слой магнитопровода электрической машины | 1983 |
|
SU1121747A1 |
| Устройство для изготовления зубцовой зоны магнитопровода гофрированием | 1984 |
|
SU1270841A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
| Зубцовая зона магнитопровода электрической машины | 1987 |
|
SU1429220A1 |
| Способ изготовления гофрированной зубцовой зоны магнитопровода электрической машины | 1981 |
|
SU1077021A1 |
| Статор электрической машины переменного тока и способ его изготовления | 1988 |
|
SU1663697A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU892589A1 |
| Способ гофрирования ленты для магнитопровода электрической машины | 1984 |
|
SU1247120A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU983914A1 |
Изобретение относится к технологии изготовления электрических и может быть использовано в электротехнической промьшшенности. Цель изобретения - повышение точности изготовления зубцового слоя по зубцовому делению. В ленте из ферромагнитного материала выполняют поперечные сквозные прорези и производят гофрирование ленты изгибом ее по линиям расположения прорезей с образованием пазов и зубцов. Перед изгибом поперек ленты на плоскость ее с одной стороны устанавливают магниты, одни из которых - неподвижные располагают на конце ленты, а другие - подвижные располагают вдоль ленты и на расстоянии от неподвижных, не менее удвоенной высоты гофра, изгиб ленты выполняют перемещением подвижных магнитов к неподвижным. После гофрирования в паi зы вводят элемент фиксации горизон(Л тальных участков лент{а, а в паз, смежный с пазом, в котором расположен элемент фиксации, вводят калибр Г-образной формы и перемещают его до упора в элемент фиксации. 5 ил. N3 О 00 4
фиг.2
4 // // / 17Л7/Х// сриг.З
ajiL
11StJ B
V
.
| Зубцовый слой магнитопровода электрической машины | 1983 |
|
SU1121747A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
