1
Изобретение относится к обработке металлов давлением, а именно к способам гофрирования ленты из электротех нической стали, которая предназначен для изготовления гофрированной зубцо вой зоны магнитопровода электрической машины.
Цель изобретения - повышение качества путем обеспечения точных размеров зубцов по толщине деления при допустимых отклонениях толщины ленты
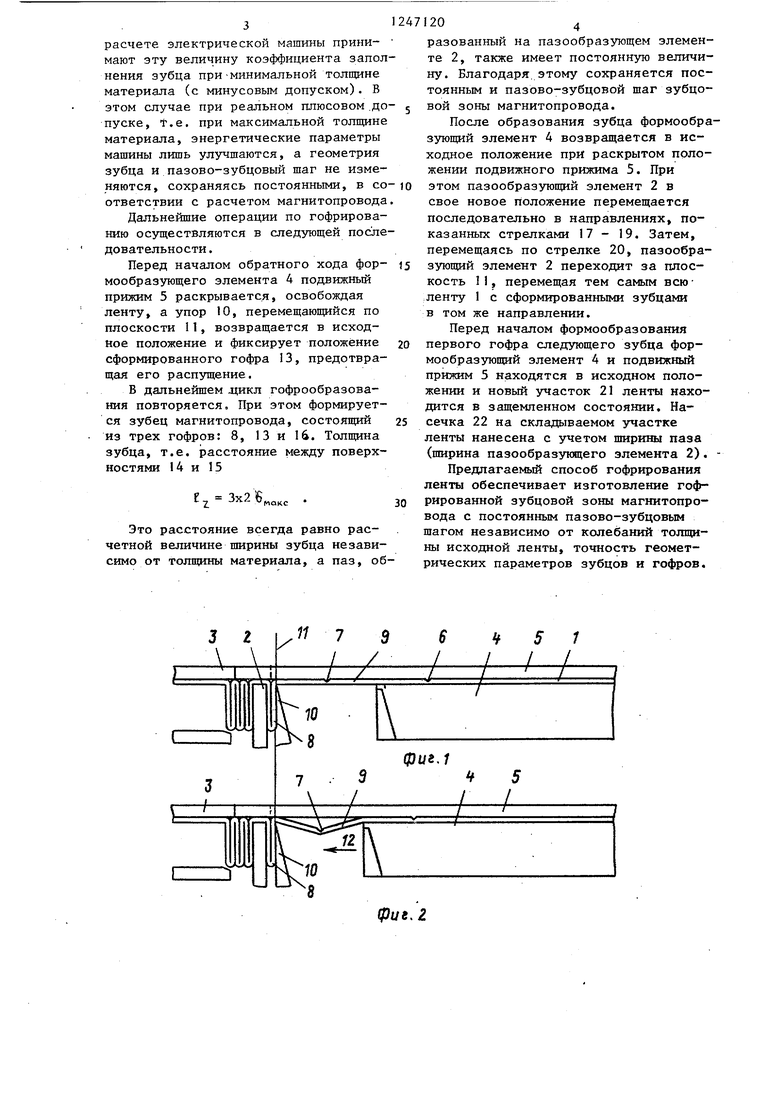
На фиг.1-8 показана последовательность операций поперечного гофрирования ленты на примере изготовления зубцовой зоны, зубцы которой состоят из трех гофров.
Способ гофрирования ленты для магнитопровода включает последовательное складывание гофров в зубцы магнитопровода с направленным прогибом пу тем приложения продольного сжимающего усилия. При этом шаг каждого гофра вьшолняется равным удвоенной толщине ленты с максимальным допустимым плюсовым допуском.
Поступивший на изготовление очередного гофра з асток ленты 1 защемляют с двух сторон между пазообразую щим элементом 2 и неподвижным прижимом 3 с одной стороны и формообразую элементом 4 и подвижным прижимом 5 с другой стороны. В процессе защемления ленты на нее в расчетном месте соответствующем месту образования вершины следующего гофра (т.е. гофра, образующегося в следующем за описанным цикле), наносят подереч- ную насечку 6. Насечку 7 для гофра, образующегося в данном цикле, наносят в предшествующем цикле при изго- товлении гофра 8.
Угол, образованный переходом готового гофра 8 в складьшаемый участок 9 ленты 1, защемляют острой кромкой упора 10. Указанная кромка располагается по линии пересечения ленты 1 с перпендикулярной ей плоскостью 11.
Складывание гофра осуществляют перемещением формообразующего эле- мента 4 совместно с подвижным прижимом 5 в сторону направления подачи лен-г т на гофрирование, т.е. по стрелке 12. При этом участок 9 ленты испытывает сжимающее усилие и теряет свою устойчивость. Так как этот участок ограничен сверху неподвижными 3 и подвижными 5 прижимами, то он
j
5
20 5
о д
0 5
5
5
202 .
изгибается в сторону, свободную от ограничений, причем образование вершины гофра происходит точно по насечке 7 (ослабленному месту данного участка лен 5ы) . Точность перегиба ленты между гофрами, т.е. переход от предыдущего гофра 8 к гофру, образующемуся в данном цикле, обеспечивается острой кромкой упора 10, прижимающего ленту снизу к неподвижному прижиму 3.
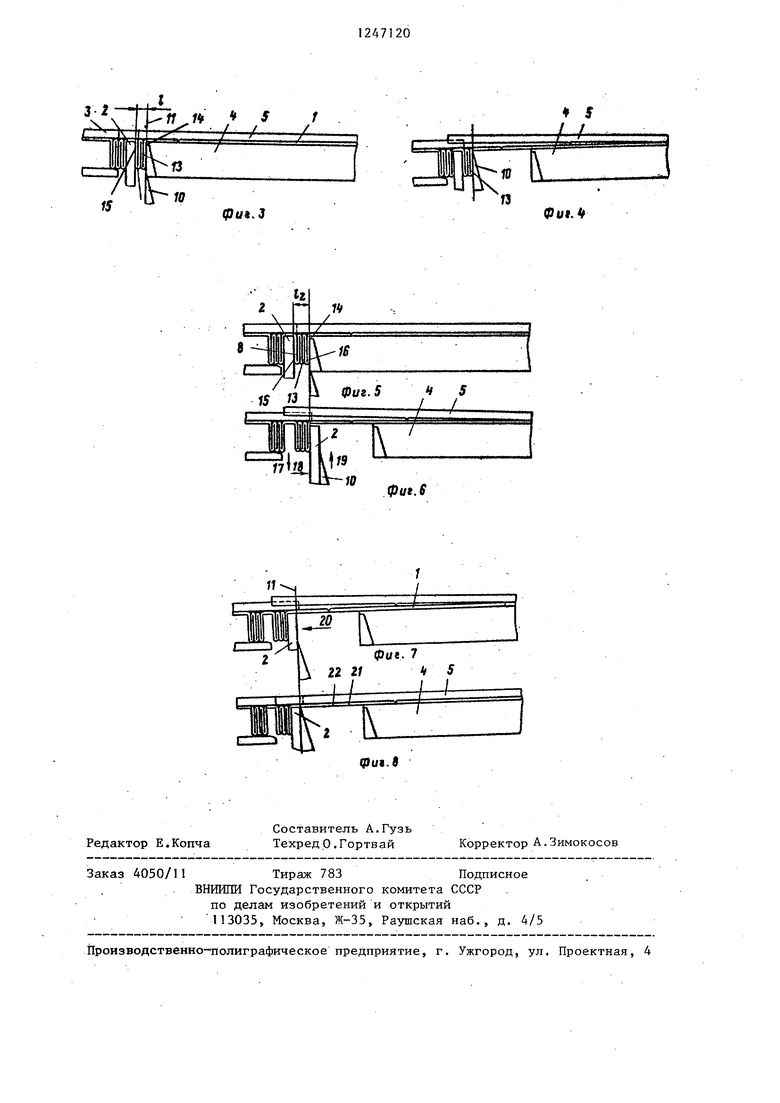
Когда на складьгоаемом участке ленты точно сформировываются перегибы ленты, упор 10 удаляют из зоны складьгеания гофра. Процесс формирования гофра продолжается путем перемещения формообразующего элемента 4 с подвижным прижимом 5 вплоть до образования гофра 13, перпендикулярного ленте 1. Однако и после этого движение формообразующего элемента 4 с подвижным прижимом 5 продолжается вплоть до плоскости 11, в результате чего образовавшийся очередной гофр 13 вместе с образовавшимся ранее гофром 8, а также пазообразую- щий элемент 2 с неподвижным прижимом 3, защемляющие противоположную сторону данного участка ленты, перемещаются за плоскость 11.
Однако в процессе перемещения расстояние между поверхностью 14 формообразующего элемента 4 и поверхностью 15 пазообразующего элемента 2 всегда сохраняется равным удвоенной толщине гофрируемого материала с максимально допустимым плю- совым допуском, помноженной на число сформированных гофров, т.е.
,
где 1- число сформированных гофров;
макс номинальная толщина гофрируемого материала с максимально допустимым плюсовым допуском.
Поэтому, если исходный материал ленты имеет максимально допустимый плюсовый допуск, гофры получаются плотно сжатыми, а при плюсовом не максимальном и при минусовом допуске гофры получаются неплотными. Экспериментально установлено, что коэффициент заполнения сталью зубца гофрированной зубцовой зоны магнитопровода составляет 0,78-0,82. Поэтому при
расчете электрической машины принимают эту величину коэффициента запол нения зубца при-минимальной толщине материала (с минусовым допуском). В этом случае при реальном плюсовом .до пуске, t.e, при максимальной толщине материала, энергетические параметры машины лишь улучшаются, а геометрия зубца и пазово-зубцовый шаг не изменяются, сохраняясь постоянными, в со ответствии с расчетом магнитопровода
Дальнейшие операции по гофрированию осуществляются в следующей после довательности.
Перед началом обратного хода формообразующего элемента 4 подвижный прижим 5 раскрывается, освобождая ленту, а упор 10, перемещающийся по плоскости 11, возвращается в исходное положение и фиксирует положение сформированного гофра 13, предотвращая его распущение.
В дальнейшем дикл гофрообразова- ния повторяется. При этом формируется зубец магнитопровода, состоящий из трех гофров: 8, 13 и 16. Толщина зубца, т.е. расстояние между поверхностями 14 и 15
Е ,, .
Это расстояние всегда равно расчетной величине ширины зубца независимо от толщины материала, а паз, об
12471204
разованный на пазообразующем элементе 2, также имеет постоянную величину. Благодаря, этому сохраняется постоянным и пазово-зубцовой шаг зубцо 5 вой зоны магнитопровода.
После образования зубца формообразующий элемент 4 возвращается в исходное положение при раскрытом положении подвижного прижима 5. При 10 этом пазообразующий элемент 2 в
свое новое положение перемещается последовательно в направлениях, показанных стрелками 17 - 19. Затем, перемещаясь по стрелке 20, пазообра- 15 зующий элемент 2 переходит за плоскость 11, перемещая тем самым всю - ленту 1 с сформированными зубцами в том же направлении.
Перед началом формообразования
20 первого гофра следующего зубца формообразующий элемент 4 и подвижный прижим 5 находятся в исходном положении и новый участок 21 ленты находится в защемленном состоянии. На25 сечка 22 на складываемом участке ленты нанесена с учетом ширины паза (ширина пазообразующего элемента 2). Предлагаемый способ гофрирования ленты обеспечивает изготовление гоф-
30 рированной зубцовой зоны магнитопровода с постоянным пазово-зубцовым шагом независимо от колебаний толщины исходной ленты, точность геометрических параметров зубцов и гофров.
(риг,/
фик,2
. . /
(put,3
Фи1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU983914A1 |
| Способ изготовления зубцовой зоны магнитопроводов | 1984 |
|
SU1228191A1 |
| Зубцовая зона магнитопровода электрической машины | 1987 |
|
SU1429220A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU892589A1 |
| Магнитопровод электрической машины | 1979 |
|
SU884036A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU1001329A1 |
| Зубцовая зона магнитопровода электрической машины | 1984 |
|
SU1312681A1 |
| Устройство для гофрирования ленты | 1984 |
|
SU1245382A1 |
| Способ изготовления мерных отрезков гофрированной ленты | 1986 |
|
SU1442291A1 |
| Устройство для гофрирования ленты | 1988 |
|
SU1623819A1 |
фиг.е
Редактор Е.Копча
Составитель А.Гузь Техред О. Гортвай
Заказ 4050/11 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Корректор А.Зимокосов
| Устройство для гофрирования ленты | 1982 |
|
SU1070659A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для изготовления гофрированной ленты | 1982 |
|
SU1082517A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
