ю
ел
со
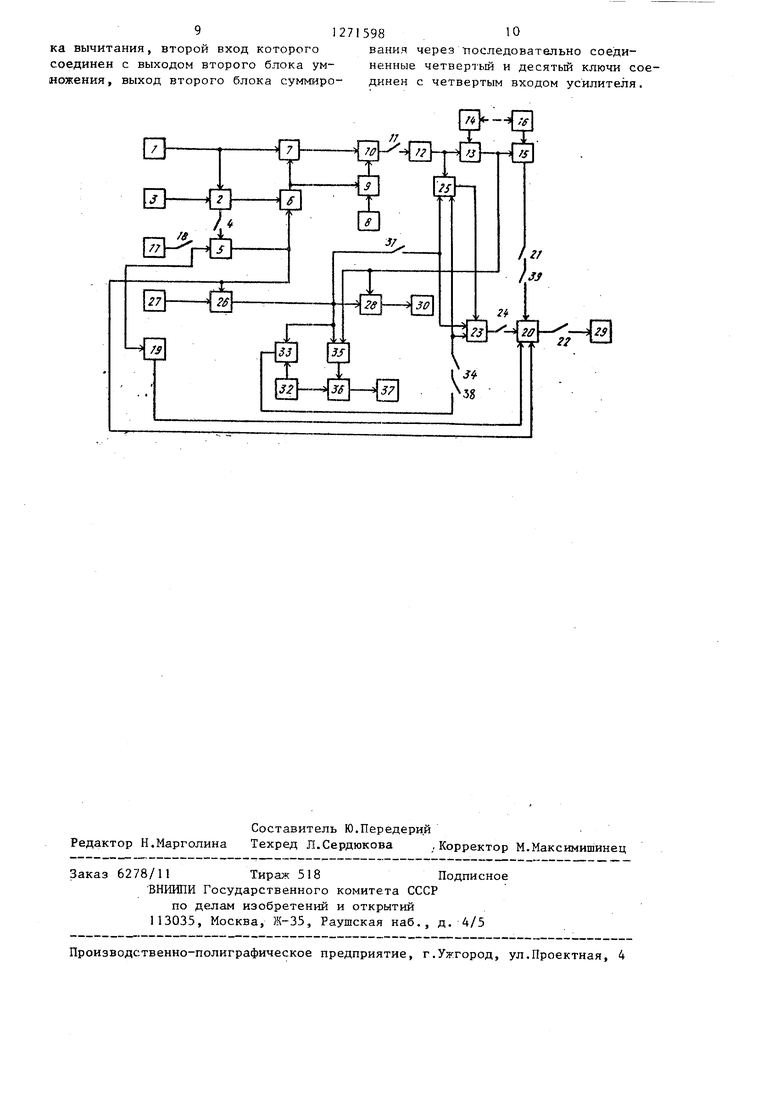
СХ) 1 Изобретение относится к прокатному производству, а именно к автоматизации управления процессом прокатки на реверсивных клетях листовых станов. Цель изобретения - увеличение выхода годного путем автоматического поддержания требуемого обжатия в : последнем пропуске, соответствующего заданным механическим свойствам полосы. На чертеже представлена блок-схема устройства для автоматического уп управления нажимными механизмами лис товых станов горячей прокатки. Устройство для автоматического управления нажимными механизмами ; листовых станов горячей прокатки содержит блок 1 измерения давления металла на валки, блок 2 определения толщины раската, датчик 3 раствора валков) первый ключ 4, первый зацоминающий блок 5, блок 6 определения фактического обжатия, блок 7 определения удельного фактического обжатия, задатчик 8 углового коэффициента, первый блок 9 умножения, первый блок 10 суммирования, второй ключ II, второй запоминающий блок 12 второй блок 13 умножения, задатчик 14 .допустимого давления металла на валки, второй блок 15 суммирования, задатчик 16 упругой деформации клети, задатчик 17 толщины подката, третий ключ 18, задатчик 19 обжатия в первом пропуске, усилитель 20, чет вертый и пятый ключи 21 и 22, четвертый блок 23 суммирования, шестой ключ 24, блок 25 определения упругой деформации клети, первый блок 26 вычитания, задатчик 27 исходной толщины листа, первый блок 28 сравнения следящий привод 29, первый блок 30 управления, седьмой ключ 31, задатчик 32 минимально допустимого обжатия в последнем пропуске, второй блок 33 вычитания, восьмой ключ 34, третий блок 35 вычитания, второй блок 36 сравнения, второй блок.37 уп равления, девятый и десятый ключи 38 и 39, причем выход блока 1 измерения давления металла на валки соединен с входами блока 2 определения толщины раската и блока 7 определения удельного фактического обжатия, второй вход которого соединен с выходом блока 6 определения фактического обжатия и входом первого блока 9 ум82ножения, второй вход которого соединен с выходом задатчика 8 углового коэффициента, а выход - с входом первого блока 10 суммирования, второй вход которого соединен с выходом блока 7 определения удельного фактического обжатия,выход датчика 3 раствора валков соединен с вторым входом блока 2 определения толщины раската, выход которого соединен со входом блока 6 определения фактического обжатия и через первый ключ 4 соединен с входом первого запоминающего блока 5, второй вход которого через третий ключ 18 соединен с выходом задатчика 17 толщины подката и входом задатчика 19 обжатия в первом пропуске, выход которого соединен с входом усилителя 20, второй вход которого соединен с входами первого блока 26 вычитания и вторым входом блока 6 определения фактического обжатия, а также с выходом первого запоминающего блока 5, выход первого блока 10 суммирования через второй ключ 11 соединен с входом второго запоминающего блока 12, выход которого соединен с входами блока 25 определения упругой деформации клети и второго блока 13 умножения, второй вход которого соединен с выходом задатчика 14 допустимого давления металла на валки, а выход со входами первого .блока 28 сравнения и второго блока 15 суммирования, второй вход которого соединен с выходом задатчика 16 упругой деформации клети, выход задатчика 27 толщины готового листа соединен с вторым входом первого блока 26 вычитания, выход которого соединен с вторым входом первого блока 28 сравнения, выход которого соединен входомпервого блока 30 управления, выход блока 25 опредег- пения упругой деформации клети соединен с входом четвертого суммирующего блока 23, выход которого через шестой ключ 24 соединен с третьим входом усилителя 20, выход которого через пятый ключ 22 соединен со входом следящего привода 29, выход первого блока 26 вычитания соединен с входами второго и третьего блоков 33 и 35 вычитания, а также через седьмой ключ 31 с вторым входом четвертого блока 23 суммирования и вторым входом блока 25 определения упругой деформации клети, третий вход кокоторого через последовательно соединенные восьмой и девятый ключи 34 и 38 соединен с выходом второго блока 33 вычитания и непосредственно с третьим входом четвертого блок 23 суммирования, второй вход второг блока 33 вычитания соединен с выходом задатчика 32 минимально допустимого обжатия в последнем пропуске, второй выход которого соединен с входом второго блока 36 сравнения, выход которого соединен с входом второго блока 37 управления, а второй вход - с выходом третьего блока .35 вычитания, второй вход которо го соединен с выходом второго блока 13 умножения, выход второго блока 1 суммирования через последовательно соединенные четвертый и десятый клю чи 21 и 39 соединен с четвертым вхо дом усилителя 20. Устройство работает следующим об разом. Перед прокаткой пятым ключем 22 подключается следящий привод 29 к выходу усилителя 20, а третьим ключем 18 с задатчика 19 подается на вход блока 5 сигнал, пропорциональ ный толщине подката, ключем 21 отключается на время первого пропуска выход блока 15. Задатчиком 19 обжатия в первом пропуске задается обжатие на первый пропуск, рассчитанное по формуле Ah 0,25 h,, (1) где Ah, - обжатие на первьш пропуск hg - толщина подката. Значение А Ц поступает на вход усилителя 20, на второй вход которо го поступает значение толщины подката с выхода первого запоминающего блока 5. В каждом пропуске в блоке определения толщины раската, на вход которого поступает значение давления металла на валки Pj с блока 1 измерения давления металла на валки и значение раствора с датчика 3 раствора валков, определяется толщина раската h по известной формуле Симса-Головина h. Н. + где т - жесткость клети. Значение толщины поступает на вход блока 6 определения фактического обжатия, на второй вход которо984го поступает значение толщины до пропуска h- из первого запоминающего блока 5. В блоке 6 определяется обжатие в текущем пропуске лЬ. h.. - h. Расчет предельного по допустимому давлению металла на валки обжатия проводится исходя из известной зависимости Зеленова (3) Л х - Ь,, (4) где ih - обжатие; Р - давление металла на валки; - входная толщина раската; b - постоянный коэффициент для определенной марки стали; k - угловой коэффициент прямой. В соответствии с (4) можно записать для определения предельного обжатия на следующий пропуск: лЬ -г Ah,- v. ,v, 1 АР-ГЛОП Р,ч, А ЧР: ) - допускаемое давление металла на валки; jJiJll ожидаемое удельное обжатие в следующем пропуске. . Расчет реализуется следую it4щим образом. В блоке 7 определяется фактическое л hi удельное обжатие --,-, значение кото рого подается на вход первого блока 10 суммирования, на второй которого подается сигнал с выхода блока 9 умножения. В блоке 9 определяется значение k дЬу. В блоке 10 опредеяется отнощение --J- -kAh., (6) которое через импульсно включаемый начале пропуска второй ключ 11 заоминается в блоке 12. После выкJJючeния ключа 11 импульсно включается первым ключем 4 запоминающий блок 5. результате этого на выходе блока 6 игнал становится .равным нулю. В блоке 13, на входы которого оступают значения с выхода заатчика 14 и -р с выхода блока 12, определяется Ah по формуле (5). Значение с выхода блока 13 поступает на вход второго блока суммирования 15, на второй вход которого поступает значение деформации с задатчика 16 упругой клети d деформации, клети, соответствующее Ь„р d. Значение суммы выхода блока 15 поступает на вход усилителя 20, на второй вход которого поступает-значение h- с выхода блока 5. В усилителе 20 определяется раствор валков на следующий пропуск H.;, H,., h,- (Ah Сигнал, пропорциональный значеС выхода усилителя 20 понию Н; ступает на вход следящего привода 29. В блоке 26, на входы которого поступают значения толщины готового листа hj от задатчика 27 и значение hif толщины раската с выхода блока 5 определяет- остаток обжатия , который необходимо реализовать, что бы выйти на h. hs, h - hg(8) Значение лг,-. с выхода блока 26 поступает на вход первего блока 28 сравнения, на второй вход которого поступает значение А с выхода блока 13. С выхода первого блока 28 сравнения сигнал поступает на вход первого блока 30 управления ключами 3 1 и 38, В,случае, если должен осуществляться последний про пуск. При этом срабатывает блок 28, сигнал поступает на вход блока 30, которьй замыкает ключ 31 и размыкае ключ 38. В противном случае ключ 38 замкнут, а ключ 31 разомкнут. Значе ние ihj-. с выхода блока 26 поступает также на вход третьего блока 35 вычитания, на второй вход которого поступает значение , с выхода бл ка 13. В блоке 35 определяется суммарное обжатие , которое необходимо реализовать, чтобы выйти на заданную толщину готового листа после осуществления предельного обжатия &Ь.„ пр . лЬ Полученное значение дЬ пост пает на вход блока 36 сравнения, на второй вход которого поступает значение минимально допустимого обжати в последнем пропуске ihS, С выхода 86 лока 36 сигнал поступает на вход лока 37 для управления ключами 2А, 34 и 39. В случае если д hj.. -i ijli g- , долен выполняться предпоследний или оследний пропуск, блок 36 срабатывает, сигнал поступает в блок 37, кооторый замыкает ключи 24 и 34, а ключ 39 размыкает. В противном случае замыкается ключ 39, а ключи 24 и 34 размыкаются. Если 4 h то для того. 6 эбы обжат чтобы обжатие в последнем пропуске было не меньше лЬ необходимо следующий пропуск осуществить с обжатием меньшим, чем лЬ,, . Это обжатие Ah рассчитывается в блоке вычитания 33, на один вход которого поступает с выхода блока 26 значение остатка обжатия, а на второй вход значение минимально допустимого обжатия в последнем проходе: . - uhi г- & Значение л h ;.v поступает на вход блока 25, где определяется упругая деформация клети в последнем и предпоследнем пропуске по удельному обжатию . -i . -i }i-Jihi4iПри расчете на последний пропуск на вход блока 25 поступает значение Л hg.. с выхода блока 26 через ключ 31. В этом случае в блоке 25 рассчитывается по формуле (II) деформация клети d,-, , соответствующая Ahj-.. Необходимо отметить, что одновременно на вход блока 25 не могут поступить сигналы с блока 26 и 33 (условия замыкания ключей 31, 34 и.38). Значение d; с выхода блока 25 подается на вход блока 23, на второй вход которого поступает либо сигнал с выхода блока 33, либо сигнал с выхода блока 26. Сигнал с выхода блока 23 равный сумме d- .+Ah,..(Ab-..) f ii 1-H поступает через ключ 24 на вход усилителя 20, который формирует задание на перемещение нажимных винтов в каждом пропуске, Эффективность использования устройства состоит в том, что оно не допускает реализацию последнего пропуска с недостаточным обжатием и тем самым исключает возможность получе7
ния прокатанного листа с низкими механическими свойствами, т.е. брака и увеличивает выход годного.
Формула изобретения
Устройство для автоматического управления нажимными механизмами листовых станов горячей прокатки, содержащее блок измерения давления металла на валки, блок определения толщины раската, датчик раствора валков, первый ключ, первый запоминающий блок, блок определения фактического обжатия, блок определения удельного фактического обжатия, задатчик углового коэффициента, первый блок умножения, первый блок суммирования, второй ключ, второй запоминающий блок, второй блок умножения, задатчик допустимого давления металла на валки, второй блок суммирования, задатчик упругой деформации клети, задатчик толщины подката, третий ключ, задатчик обжатия в первон пропуске, усилитель, четвертьш и пятый ключи, третий блок суммирования, шестой ключ, блок определения упругой деформации клети, первый бло вычитания, задатчик толщины готового листа, первый блок сравнения, следящий привод и первый блок управления, причем выход блока измерения давления металла на валки соединен с входами блока определения толщины раската и блока определения удельного фактического обжатия, второй вход кокоторого соединен с выходом блока определения фактического обжатия и входом блока умножения, второй вход которого соединен с выходом задатчи;ка углового коэффициента, а выход с входом первого блока суммирования, второй вход которого соединен с выходом блока определения удельного фактического обжатия, выход датчика раствора валков соединен с вторым . входом блока определения толщины раската, выход которого соединен с входом блока определения фактического обжатия и через первый ключ соединен с входом первого запоминающего блока, второй вход которого через третий ключ соединен с выходом задатчика толщины подката и входом задатчика обжатия в первом пропуске, выход которого соединен с входом усилителя, второй вход которого соеди598
иен с входами первого 6noka вычитания и вторым входом блока определения фактического обжатия, а также с выходом первого запоминающего блока, выход первого блока суммирования через второй ключ соединен с входом второго запоминающего блока, выход которого соединен с входами блока определения упругой деформации клети и второго блока умножения, второй вход которого соединен с выходом задатчика допустимого давления металла на валки, а выход - с входами первого блока сравнения и второго блока суммирования, второй вход которого соединен с выходом задатчика упругой деформации клети, выход задатчика толщины готового листа соединен с вторым входом первого блока вычитания, выход которого соединен с вторым входом первого блока сравнения, выход которого соединен с входом первого блока управления, выход блока определения упругой деформации клети соединен с входом третьего блока суммирования, выход которого через шестой ключ соединен с третьим входом усилителя выход которого через пятый ключ соединен с входом следящего привода, отличающееся тем, что, с целью увеличения выхода годного, оно снабже-г но седьмым ключом, задатчиком минимально допустимого обжатия в последнем пропуске, вторым блоком вычитания, восьмым ключом, третьим блоком вычитания, вторым блоком сравнения, вторым блоком управления, девятым и десятым ключами, причем выход первого блока вычитания соединен с входами второго и третьего блоков вычитания, а также через седьмой ключ с вторым входом третьего блока суммирования и BTOpbtM входом блока определения упругой деформации клети, третий вход-которого через последовательно соединенные восьмой и девятый ключи соединен с выходом второго блока вычитания и непосредственно с третьим входом третьего блока суммирования, второй вход второго блока вычитания соединен с выходом задатчика минимально допустимого обжатия в последнем пропуске, второй выход которого соединен с входом второго блока сравнения , выход которого соединен с входом второго блока управления, а второй вход - с выходом третьего бло9127159810
ка вычитания, второй вход которого вания через последовательно соедисоединен с выходом второго блока ум- ненные четвертый и десятьй ключи соеножения, выход второго блока суммиро- динен с четвертым входом усилителя.
2S
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления нажимными механизмами листовых станов горячей прокатки | 1982 |
|
SU1024134A2 |
| Устройство автоматического управления механизмом перемещения нажимных винтов реверсивных станов горячей прокатки | 1984 |
|
SU1186303A1 |
| Система автоматической стабилизации градиента температур при прокатке узких полос на реверсивном стане | 1980 |
|
SU969346A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ НАЖИМНЫМИ МЕХАНИЗМАМИ ЛИСТОВЫХ СТАНОВ ГОРЯЧЕЙПРОКАТКИ | 1969 |
|
SU257573A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ | 1969 |
|
SU257553A1 |
| Система регулирования геометрических размеров круглого профиля проката | 1988 |
|
SU1595602A1 |
| Устройство для автоматического регулирования толщины полосы заданного профиля | 1982 |
|
SU1033248A1 |
| Устройство регулирования ширины горячекатаных полос | 1980 |
|
SU908445A1 |
| Устройство для автоматического регулирования режима обжатий на обжимных станах | 1986 |
|
SU1391746A1 |
| Устройство регулирования ширины горячекатанных полос на непрерывном стане | 1981 |
|
SU995945A1 |
Изобретение относится к прокатному производству и может использоваться в системах автоматического управления процессом прокатки на реверсивных клетях листовых станов. Цель изобретения - увеличение выхода годного путем автоматического поддер-жания требуемого обжатия в последнем пропуске, соответствующего за- данным механическим свойствам полосы. Эта цель достигается тем, что устройство не допускает реализацию последнего пропуска с недостаточным обжатием. Для каждого пропуска определяется предельное обжатие из условия предельного допустимого усилия прокатки. Если предельное обжас: S тие больше остатка обжатия, который необходимо реализовать, то осущест(Л вляют последний пропуск. 1 нл.
| Авторское свидетельство СССР № 228739, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
