Изобретение относится к uf))ci5i) гке металлов давлением, горячей прокатке блюмов, заготовок, простых сортовых профилей, в частности к ре1 улирую1цнм устройствам прокатных станов, и может быть использовано для автоматического регулирования }1ажимньгх устройств на блюмингах и заготовочно-сортовых станах о
Цель изобретения - расширение фу11к циональных возможностей устройства для использования его при прокатке блюмов, зат отпппк и сортовых профилей обеспечение безаварийного освоения нового профилемарочного сортамента и совергаенствование существующих режи- мов обжатий путем предотврапения переполнения и потери устойчивости проката в калибрах.
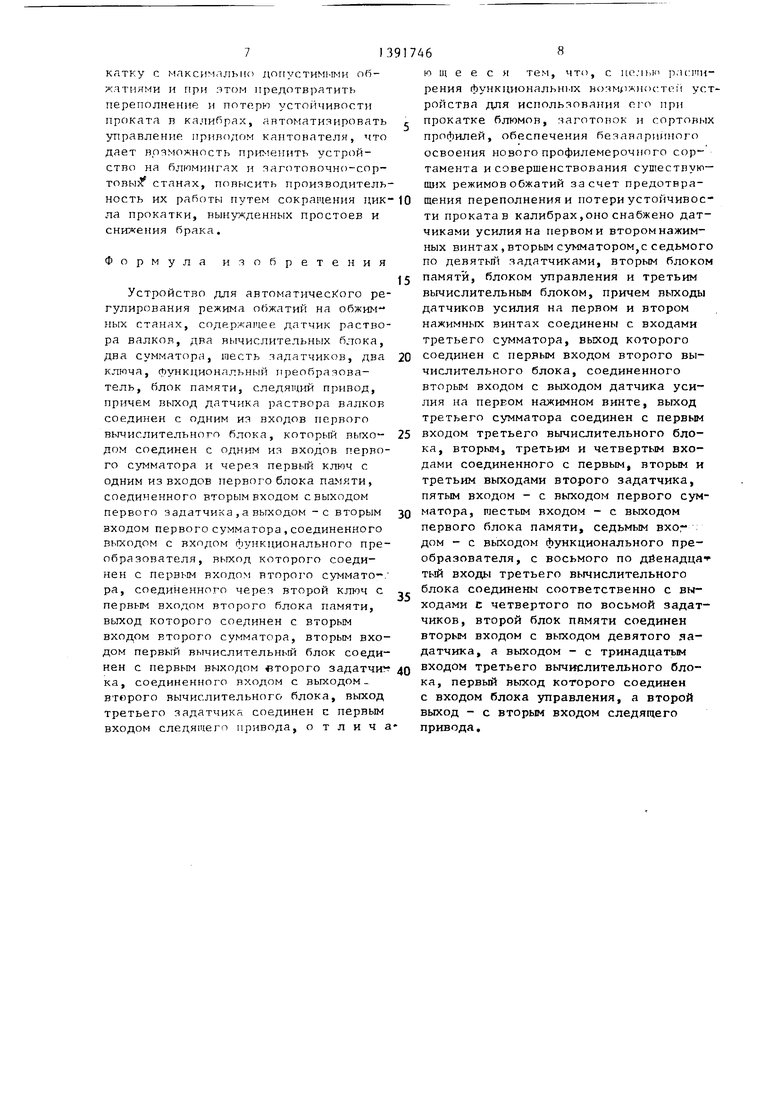
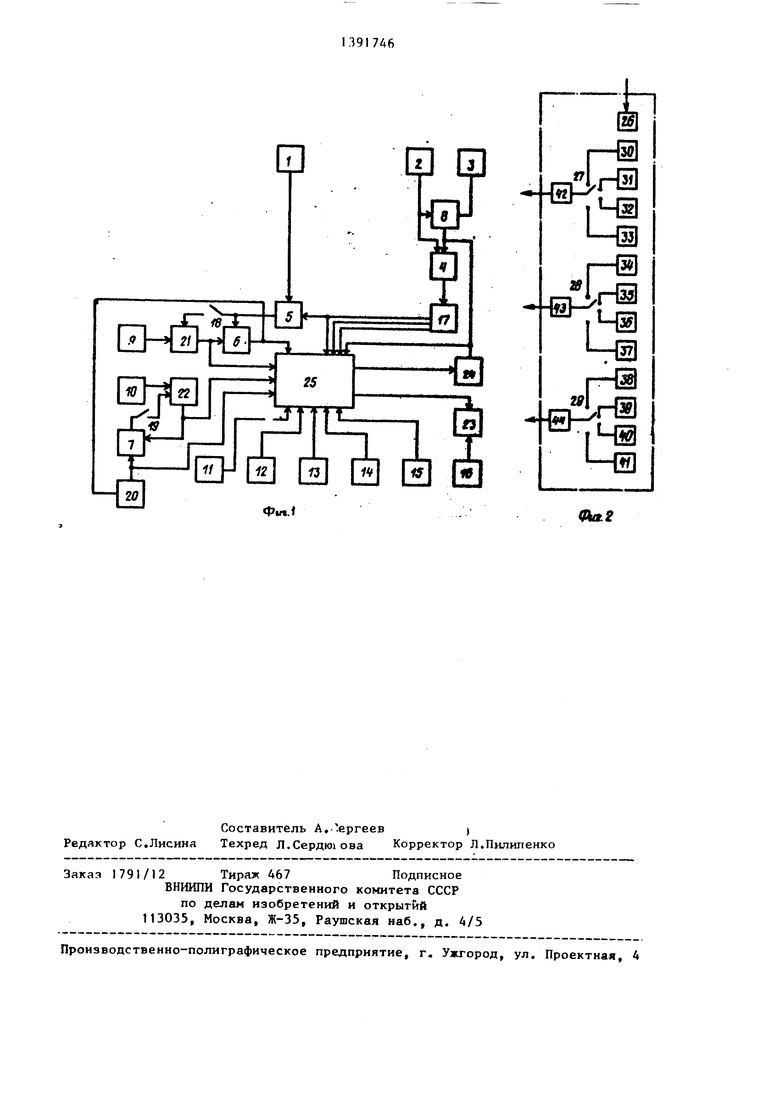
На фиг.1 представлена функциональная схема устройства для автоматического регулирования режима обжатий на обжимных станах; на фиг.2 - структура задатчика калибра для валков с четырьмя калибрами.
Устройство содержит датчик 1 раствора валков, датчики 2 и 3 усилия установленные на нажимных винтах клети, вычислительные блоки 4 и 5 сумматоры 5-8, задатчики толщины 9 и ширины 10 подката, задатчики высоты 11 и ширины 12 готовой заготовки, задатчик 13 допустимого усилия прокатки, задатчик 14 допустимого момента прокатки, задатчик 15 допустимого угла захвата, задатчик 16 обжатия в первом (пробном) пропуске, задатчик 17 калибра, ключи 18 и 19, функциональный преобразователь 20, блоки 21 и 22 памяти, блок 23 управления приводами нажимных винтов, блок 24 управления приводом кантователя (не показан), вычислительный блок 25, ВХОД1.1 которого соединены с выходами сумматора 8, задатчика 17 калибра, сумматора 6, блоков 21 и 22 памяти, преобразователя 20, задат- чиков высоты 11 и ширины 12, задатчи- ков допустимого усилия 13 и допустимого момента 14 прокатки, задатчика 15 допустимого угла захвата. Выходы вычислительного блока 25 соединены с входами блока 24 управления, приводом кантования и блока 23 управления приводами нажимных винтов, другой вход которого соединен с выходом задатка 16 обжатия в первом (пробном) пропуске, Иеряый вход блока 21 памяти .
Q
с 0
5
0 л с
5
0
5
соединен с выходом чадатчика Ч тошчи- ны, а второй - с В1.ГХОДОМ вычис;тител).- ног о блгжа 5 через контакты ключа 18, В1.гход блока 21 памяти соединен с входом сумматора 6, другой вход которого соединен с выходом вычислительного блока 5, входы KOTOpoj-o соединены с вьгходами 1 раствора валков и задатчика 17 калибра, вход которого соединен с выходом вычислительного блока 4, входы которого соединены с выходами датчика 2 усилия и сумматора 8. Входы последнего соединены с выходами датчиков 2 и 3 усилия. Входы сумматора 7 соединены с выходами блока 22 памяти и преобразователя 20, вход которого соединен с выходом сумматора 6. Выход сумматора 7 через ключ 19 соединен с одним из входов блока 22 памяти, другой вход которого соединен с выходом задатчика 10 ширины подката.
Задатчик 17 калибра состоит из блока 26 управления ключами 27 - 29, задатчиков 30- 33 глубины ручья,задат- чиков 34- 37 ширины калибра,задатчиков 38-41 катающих диаметров каждого из четырех калибров и блоков 42 и 44 памяти. В зависимости от номера . калибра блок управления переводит ключи 27 - 29 в одно из четырех возможных положений такда образом, что в блоки 42 - 44 памяти поступают значения глубины ручья (блок 42), пири- ны калибра (блок 43) и катаюП1его диаметра (блок 44) соответствующего калибра. Таким образом, с выхода задатчика 17 калибра подается на вход блока 5 значение глубины ручья h для данного калибра и на вход вычислительного блока 25 подаются данные о глубине ручья, гаирине дна калибра ко/ катающем диаметре валков D.
Устройство работает следующим образом.
Перед первым (пробным) пропуском .задатчиками вводятся следующие параметры: входная толщина подката Ь„, входная ширина подката Т; (задатчики 9 и 10 соответственно); высота готовой заготовки h (задатчик П). ширина готовой заготовки Ъ (задатчик 12), допустимое давление металла на Рдд„ (задатчик 13), Допустимый момент прокатки М д (задатчик 14), допустимый угол захвата (задатчик 15), обжатие в нервом (пробном) пропуске (зацптчик 16).
31
В пробном пропуске в блоке 8 определяется усилие прокатки Р путем суммирования данных, полученных с датчико 2 и 3 усилия на первом Р и втором Pj нажимных винтлх и подается на вход вычислительного блока 25. В блоке 4 по отношению Р, /Р определяется номер калибра, в котором проводится прокатка. Данные о номере ка- либра подаются на вход задатчика 17. В зависимости от номера калибра с выхода задатчика 17 на вход вычислительного блока 25 и блока 5 вычисления высоты проката после проход подаются данные о размерах данного калибра. По величине межвалкового зазора S, полученного с датчика 1, и глубине ручья калибра hp, полученног с датчика 17, в блоке 5 определяется высота проката после прохода h,
h, Я + 2hp(1)
Данные о высоте и ширине заготовки перед прокаткой поступают в блоки 21 и 22 памяти из задатчиков начальной высоты 9 и начальной ширины 10« По разнице начальной высоты, полученной с блока 21, и высоты проката после прохода, полученной с блока 5, в блоке 6 определяется величина обжатия uh в проходе. В функциональном преобразователе 20, реализующем вза- висимость (2) величины уширения ьЪ от величины обжатия h, по величине обжатия, полученной с блока 6, определяется у1чирение в проходе.
йЪ - 0,17uh(2)
В блоке 7 рассчитьшается ширина проката после прохода Ъ,
ь, ъ„ + ьъ,(3)
где Ъд - ширина заготовки перед проходом (поступает с блока 22 памяти);
йЬ уиирение в проходе (поступа- ет с блока 20),
Затем в вычислительном блоке 25 па основании данных, полученных с блоков 6,8,17,20 и 21 определяется сопротивление деформации прокатываемого металла 6
5 nZf:
(4) 55
.где Р - измеренное усилие прокатки
в проходе;
746
Пр - коэффициент напряжекн гп состояния, определяющийся по формуле
Р - контактная площадь, определяющаяся по формуле
UV6 U -0,523
., 0,135 Ъ„(н-4я-)4)
,h.-o,o. ,2hps-.
-u
оЬкал
(6)
где Ь - высота заготовки перед проходом (поступает с блока 21 Ъд - ширина заготовки перед проходом (поступает с блока 22 ih - обжатие в проходе (поступает с блока 6).
По окончании прохода вычислительный блок 25 замыкает клзочи 18 и 19 и в блоки 21 и 22 памяти передаются данные с блоков 5 и 7 о размерах проката после прохода h,Ъ, , которые принимаются за: исходные h, Ъ для следующего прохода о
Рассчитанная величина сопротивления деформации G используется в вычислительном блоке 25 для определекн максимальной по допуст1шому давлению величины обжатия в следующем проходе при достижении равенства
РАОП
где Р - допустимое давление металла на валки (задается блоком 13);
п , F - коэффициент напряженного состояния и контактная площадь, рассчитанные по формулам (5) и (6) на основании данных, поступивших с блоков 17,21 и 22. За исходные размеры h, Ъ принимают размеры проката после прохода h,, Ъ, поступившие в блоки 21 и 22 памяти с блоков 6 и 20, а величину обжатия в проходе bh, используемую в расчетах пQ и F , подбирают мтера- ционным методом до достижения равенства (7), Для определенной таким образом величины обжатия в вычислительном блоке по формулам (8) и (9) рас- считьшают ожидаемый момент прокатки и угол захвата и сравнивают с максимально допустимыми
5Ki MT if)
-2-Рд„„ л|о,5.l)-uh(0,78+0,017(0,3 D/ /h, )-0,163 jD/2h j,(8)
де ih - прогнозируемая величина об- жатия в проходе,
si arccos(l - iSh/D). (9)
K
ю v | 1Ч Ns : (г o в в
При преньшении ожидаемого м ;меита прокатки или захвата лад максимально допустимыми величина прогнозируемого обжатия снижается до достижения ра-, венств (10) и (11)
М
ct
доп
доя ,
(0) (и)
где - допустимр.1Й нр ж; ки (яадаетсл блоком 14); об Доп - допустим.1Й угол захвлтл
( 3 ада е т с я бл oi; ом 15). По величине определенного таким образом допустимого обжатия uli вычислительный. блок рассчитываеч прогнозируемые размерм проката после- прохода h и Ъ
f 1 .. I h h - bhj
b Ъ„ -f ЬЪ,
(13
где h
b.
размеры проката перед °проходом (поступают в
вычислительный блок с блоков 21 i 22); ЛЪ - прогнозируемая величина уширения в проходе (определяется в вычпслп- тел1Л{ом блоке для прог , гнозируемого uh по формуле (2)). Прогнозируемые размеры проката h и b проверяются вычислительньп-t блоком по условию устойчивости (.4) и непереполнения калибра (13)
Ъ/h 1,7,(1)
.(15)
где - ширина калибра (задается блоком 17)о
В случае невьтолнения неравенства (14) вычислительный блок 25 подает сигнал на блок 24 управления приводо кантователя. Перед началом прохода прокат подвергается кантовке (поворо ту поперечного сечения на 90 ), а величина обжатия в проходе перерасг считьшается вычислительным блоком с учетом кантовки, поэтому размеры про
5
KclTil перед riIK1XO; .O .1 , IH. yti; Hl;HHi с
блоков 2 и 22, 11)п paiv-iexd л мьия- ются местами,, 11)И nenF-iiio.inieiijr ; нера- глсТ З.ч ( . :) В1,14исji}n;ejrT) б.чск v Mi. -Hjji jiieT npi)i-i;(viH;)yf-Moro |);к;г1 пя и лроипрпдлт пер ;ра е г i:po- 1ЧГ(чит)уемпх рачппрор М1М)Клт; пг. )-- NsyTat; (l/i),, ( П,) умнимюпио т1Г::1и пг-- прог 1очк1) опкп гпя ;;i rV (ггся до дости е1П1я ршигнст-,-, llocMi - or:iie, ;i;jiaiiHH величины огтжлтия, удоя.м;;-- тяоря11}1Ч(;й на ложеннмм пграптпсл иим.. вычислптел1 иыи блок 2S i: : po;T,ir-г ..-JJOT-- ветст1 тлцее чадапие cjie;vtTi;ie i Р:)- ПОД.У 23 накимпьгх ярлгм-н,, ,4ji;f ПЧСДТР. UjK HI., . -: г г:.;
. i 1
О
5
ОДОР,
.ТЦ1- Г .-. 1; ; г .
11 граб i; Т К Л ре i ;, vm i ,;:i H i:i}..ia с,не;;я1Г м 1 in. :; : .i;i li . :; . .
nC H МСГ1ОЧ1ГМ -: -.,-;
мрсцыду ам ;;p,;.:-Д ческ о t со: рс I т лво..
.:и:г.:1-1|Л 0 С:Та.-,:
: ; J CUH r/lJv is i , |Л , -- - I
iia j.ioiOM ,-.
q-K, :-.- -T-f nl.llHif П,
innytiMyio т;ысо гу .
;-lf;H : iriHriti
f ;:i:;i;i;;)y(;M,iH KMCf ,/ :-{obi.)Ti:H irtiiihiiie ПС i i};i;i ii-; - это :. i. ie/v ci o np(. ly уг Т|;ОИСТ1:: проичт ; в этим Г11)ох.-;.е IP:-, ibooiKO flipOR ГГПЛК- ЛЯ(-т PO. .
h,,
I lK ::V(5
Konr-yqubiij размеры Q проходе
.1. - K - ho +
M. .,-../U A , -- o6:iJ:fiT})e p
ходе i
: : - Kor ArtihUJrf HT у1чиреяч ;. Чат.-;м л-.(члс, 1Й блок -M.pe/i i- L;T с. ответствукицее ча :л1;ие .: п ISMV
Пр -1ВОДу 23 нажимных винтов и л;- бч/.,
24 упр;1П.11ения тфлпол.;) кантон л Кг-.ш ,Viw проледёния K lfcroiiKji jii.M-it, ;р(;;г- лоследяего прохг да,, ()бжат1- е я сле.лу; - jLjeM (последнем; ) /.1 : р - с и- тынлет(я по формул ( 17), |;от1)) 0е отр.яба тываетс.ч .rijic прино/Юг /i
5
0
По - Ь,, ,/;
где )i -- к:л1еицля Н1.. зл f.Tv)i;};M, С ;о; оку11ност - дпрг. гелык5 няе,чен
ныл блОКГ В ;:i ; . i. pi; ,i n;ii Т и :.;(;-
катку с максимально допустимыми обжатиями и при этом предотвратить переполнение и потерю устогпшвости проката в калибрах, автоматизировать с управление приводом кантователя, что дает возможность прдашпить устройство на блюмингах и паготовочно-спр- товы станах, повысить производительность их работы путем сокращения цик- Ю ла прокатки, вынужденных простоев и снижения брака.
Ф о
рмула изобретения
Устройство для автоматического регулирования режима обжатиР на обжим ных станах, содержащее датчик раствора валков, два вычислительных блока, два сумматора, шесть задатчиков, два ключа, функциональный преобразователь, блок памяти, следящий привод, причем выход датчика раствора валков соединен с одним из входов первого вычислительного блока, который выходом соединен с одним из входов первого сумматора и через первьм ключ с одним из входов первого блока памяти, соединенного вторым входом с выходом первого задатчика,а выходом -с вторым входом первого сумматора,соединенного выходом с входом функционального преобразователя, выход которого соединен с первым входом второго суммато-, ра, соединенного через второй ключ с первым входом второго блока памяти, выход которого соединен с вторым входом второго сумматора, вторым входом первый вычислительный блок соединен
ка, соединенного входом с выходом второго вычислительного блока, выход третьего задатчикн соединен с первым входом следящего привода, о т л и ч а
15
20
рения функциональных возм/т)()с.тей устройства для использования его при прокатке блюмов, заготовок и сортовых профилей, обеспечения безаварийного освоения новогопрофилемерочного сортамента и совершенствования существую- Ш1Х режимов обжатий за счет предотвращения переполнения и потери устойчивости прокатав калибрах,оно снабжено датчиками усилия на первом и втором нажимных винтах.вторым сумматором,с седьмого по девятьш задатчиками, вторьм блоком памяти, блоком управления и третьим вычислительным блоком, причем выходы датчиков усилия на первом и втором нажимных винтах соединены с входами третьего сумматора, выход которого соединен с первым входом второго вычислительного блока, соединенного вторым входом с выходом датчика усилия на первом нажимном винте, выход третьего сумматора соединен с первым входом третьего вычислительного блока, вторым, третьим и четвертым входами соединенного с первым, вторым и третьим выходами второго задатчика, пятым входом - с выходом первого сумматора, шестым входом - с выходом первого блока памяти, седьмым вхог дом - с выходом функционального преобразователя, с восьмого по дйенадцл тый входы третьего вычислительного блока соединены соответственно с выходами с четвертого по восьмой задат- чиков, второй блок памяти соединен вторым входом с выходом девятого яа- датчика, а выходом - с тринадцатым
с первым выходом «торого задатчи дО третьего вычислительного блока, первый выход которого соединен с входом блока управления, а второй выход - с вторым входом следящего привода.
25
30
35
15
20
25
30
35
И
tf
т ID тчИ
зз1
тЛ I.....
Щ
Я.
f -ш
Ola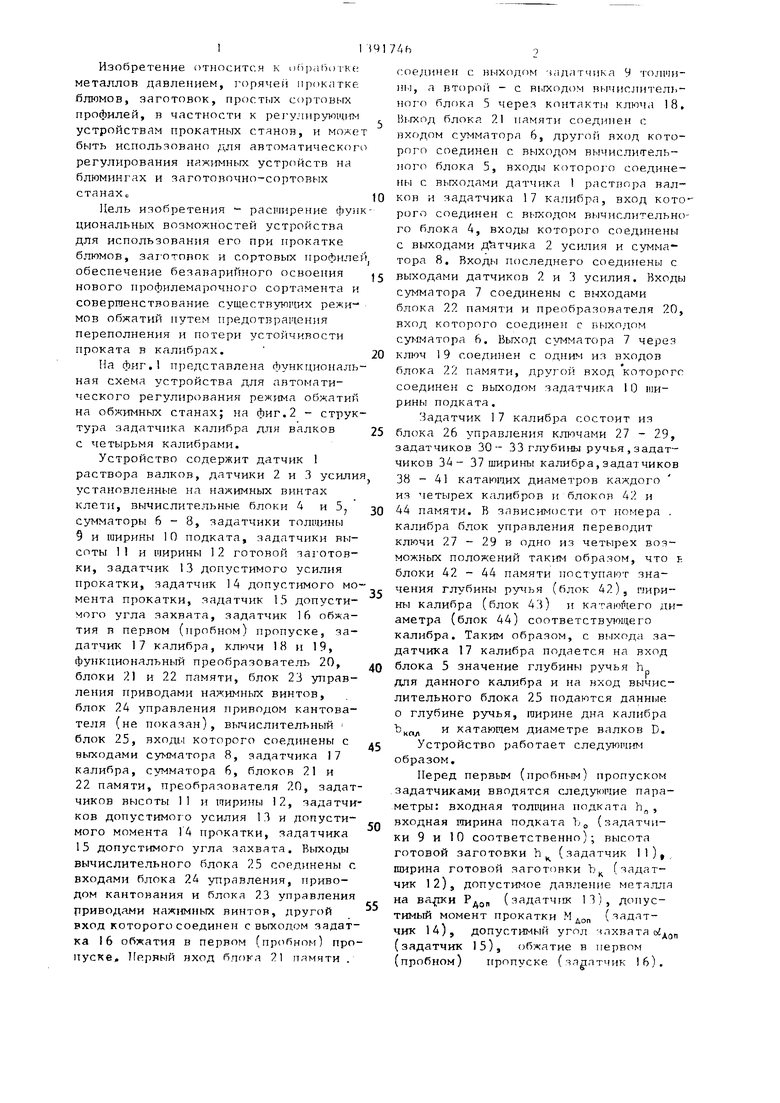
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления режимом прокатки на обжимном стане | 1985 |
|
SU1362518A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1983 |
|
SU1176988A1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2006 |
|
RU2308327C2 |
| СПОСОБ ПРОКАТКИ СЛИТКОВ НА ОБЖИМНЫХ, ЗАГОТОВОЧНЫХ И СОРТОВЫХ СТАНАХ | 2003 |
|
RU2243041C1 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
| Устройство автоматического управления механизмом перемещения нажимных винтов реверсивных станов горячей прокатки | 1984 |
|
SU1186303A1 |
| Устройство для регулирования толщины полосы | 1988 |
|
SU1585039A1 |
| Устройство для определения жесткостипОлОСы B пРОцЕССЕ НЕпРЕРыВНОй гОРячЕйпРОКАТКи | 1979 |
|
SU848110A1 |
| Способ регулирования толщины проката и устройство для его осуществления | 1989 |
|
SU1620168A1 |
| Система стабилизации размеров проката | 1984 |
|
SU1186308A1 |
Изобретение относится к обработ- ке металлов давлением, горячей про- ка тк$ блюмов, заготовок, простых сор товых профилей, в частности к регулирующим устройствам прокатных станов, и может быть использовано для автоматического регулирования на блюмингах и заготовочно-сортовых станах. Цель изобретения - расширение функциональных возможностей устройства для ис- пользствания его при прокатке блюмов, заготовок и сортовых профилей, обеспечение безаварийного освоения нового профилемерочного сортамента совершенствование существующих режимов обжатий за счет предотвращения переполнения и потери устойчивости проката в калибрах. На основании информации об усилии прокатки, размерах проката до и после прохода, калиб- .ровке валков определяется сопротивление деформации прокатываемого металла, которое используется в расча- те .допустимого обжатия в следующем проходе и проверяется по допустимому углу захвата и моменту прокатки. По рассчитанной величине обжатия определяется величина угаирения и прогнозируются размеры проката после прохода Прогнозируемые размеры проверяются по условию устойчивости и переполнения калибра После определения величины обжатия, удовлетворяющей наложенным ограничениям, вычислительное устройство передает соответствую щее задание следующему приводу нажимных винтов. При невыполнении условия устойчивости в блок управления приводом кантователя подается задание на кантовку и производится перерасчет величины обжатия с учетом изменившихся начальных размеров проката. Величина обжатия в двух последних проходах с целью получения точных требуемых размеров по ширине и высоте определяется по спе1шальным расчетным зависимостям, 2 ил « (Л САд () N О5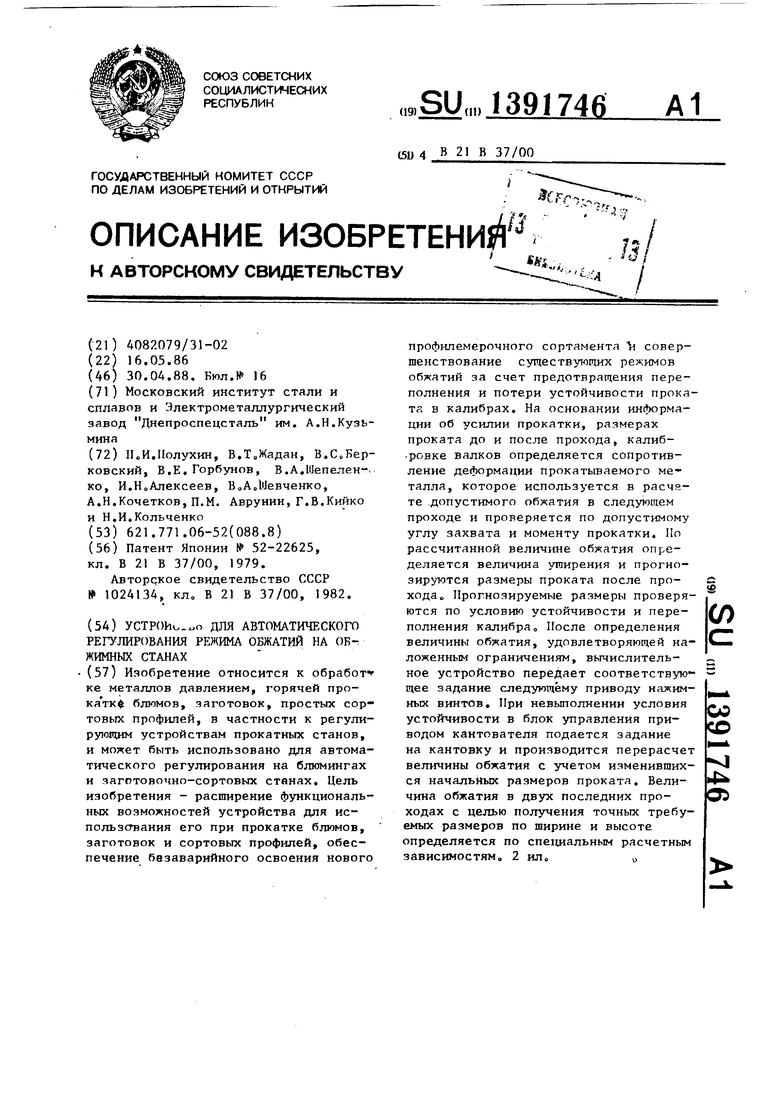
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для автоматического управления нажимными механизмами листовых станов горячей прокатки | 1982 |
|
SU1024134A2 |
