фигЛ
Изобретение относится к области станкостроения и может быть использовано при проектировании и изготовлении на модульном принципе одно- и многошпиндельных токарных автоматов с ЧПУ, в том числе и многооперационных.
Известно применение модульного принципа построения металлорежущих станков в практике отечественных и зарубежных станкостроительных предприятий, в частности таких крупнейших производителей токарных автоматов как EMAG (ФРГ). При изготовлении многошпиндельных токарных автоматов фронтального типа фирма EMAG использует шпиндельные блоки призматической формы, которые не являются единым модулем для одно-, двух- и многошпиндельного исполнения,-что является недостатком. Шпиндельный блок фирмы EMAG в виде шпиндельный бабки много- гранной формы снабжен привалочными поверхностями, положение которых определяет пространственное размещение шпинделей. Указанный недостаток заключающийся в наличии большого количества типов шпиндельных блоков, ограничивает число различных компоновок автоматов и привязывает каждую возможную компоновку к форме шпиндельного блока.
В качестве прототипа выбран шпин- дельный блок токарного автомата, содержащий по меньшей мере одну шпиндельную бабку с корпусом в виде многогранной призмы с привалочными поверхностями и расточкой под шпиндельный узел, содержа- щий по обе стороны присоединительные базы под зажимные устройства и привод вращения шпинделя (см. книгу Кузнецов Ю. Н., Срибный Л. Н. Повышение эффективности токарных автоматов - К.: Техника, 1989. Стр. 87, рис. 65).
К недостаткам прототипа относится несимметричность шпиндельного блока, из-за которой наращивание шпиндельных блоков для увеличения количества шпинделей воз- можно только с одной стороны, при этом дополнительный шпиндельный блок имеет форму, отличную от формы основного шпиндельного блока, что снижает степень унификации компоновки и уменьшает тех- нологическую рабочую зону.
Целью изобретения является расширение технологических возможностей за счет повышение гибкости компоновки и расширения рабочей зоны.
Поставленная цель достигается тем, что корпусы шпиндельных бабок выполнены в виде правильных шестигранных призм с охватывающими и охватываемыми направляющими поверхностями одинаковых
размеров и формы на смежных привалоч- ных поверхностях.
Такое исполнение шпиндельной бабки позволяет: во-первых упростить и уменьшить количество операций при сборке автомата, его переналадке и ремонте; во-вторых, объединять в шпиндельном блоке неограниченное количество шпинделей, потому что для связи с неподвижными несущими частями станка и соседними бабками в большинстве случаев достаточно двух (реже трех) прива- лочных поверхностей; в-третьих, наращивание шпиндельных бабок возможно во всех направлениях, при этом остаются свободными как минимум три привалочных поверхности, на которых можно установить один или несколько дополнительных суппортов; в-четвертых, получать наиболее компактный шпиндельный блок по сравнению с любой другой формой шпиндельной бабки.
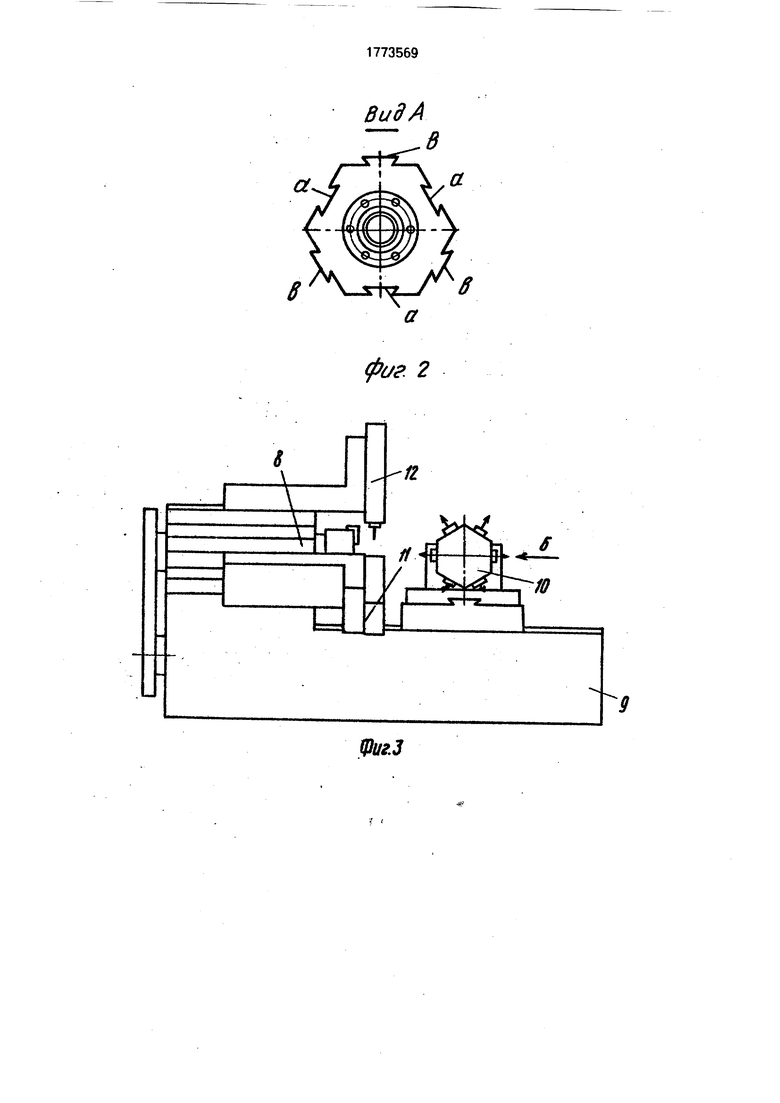
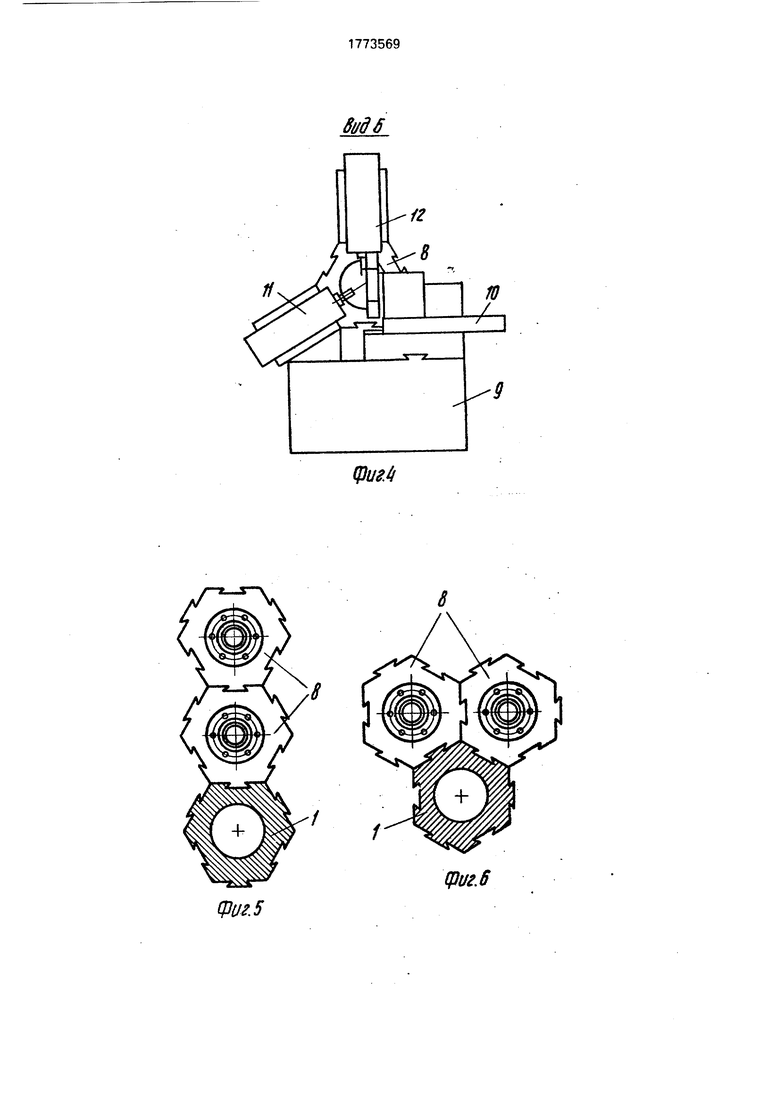
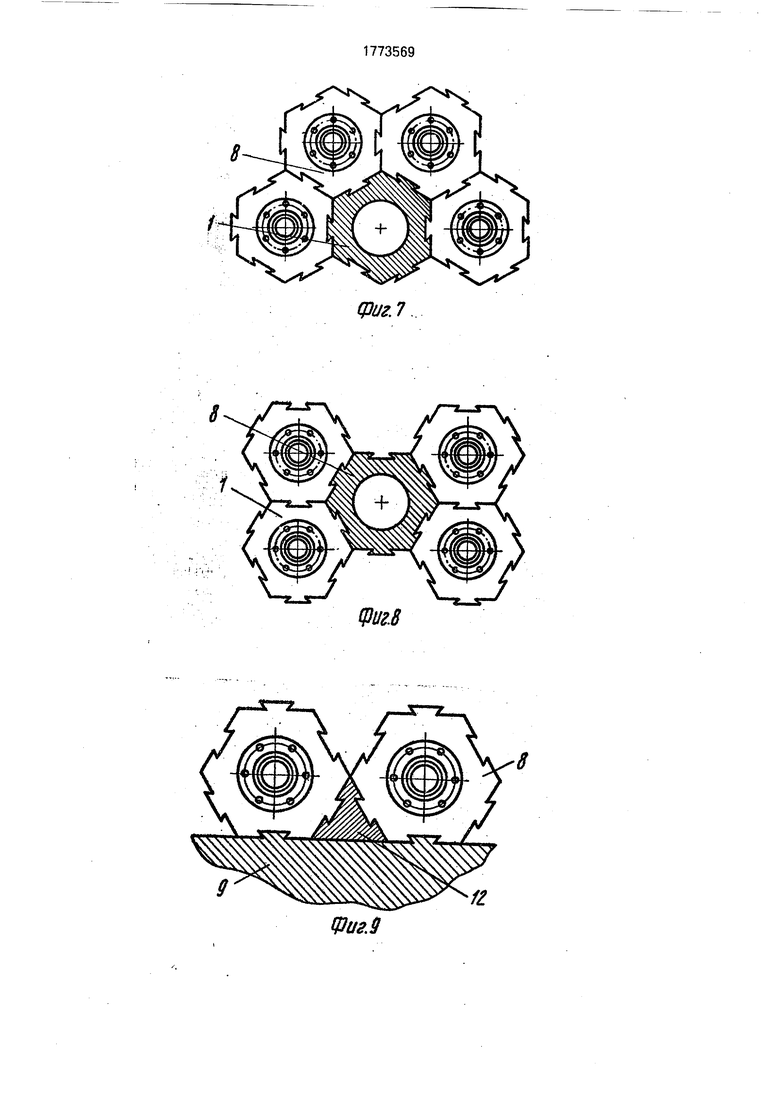
На фиг. 1 изображена шпиндельная бабка; на фиг. 2 - вид А на 1; на фиг. 3 - компоновка одношпиндельного токарного автомата; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - компоновка двухшпиндельного блока при наращивании шпиндельных узлов вдоль вертикальной оси; на фиг. 6 - компоновка двухшпиндельного блока при наращивании шпиндельных узлов вдоль горизонтальной оси; на фиг, 7 - вариант четырехшпиндельной компоновки; на фиг. 8
-вариант четырехшпиндельной компоновки со спаренными шпинделями; на фиг. 9 - двухшпиндельная компоновка при стыковке шпиндельных бабок по ребру; на фиг. 10
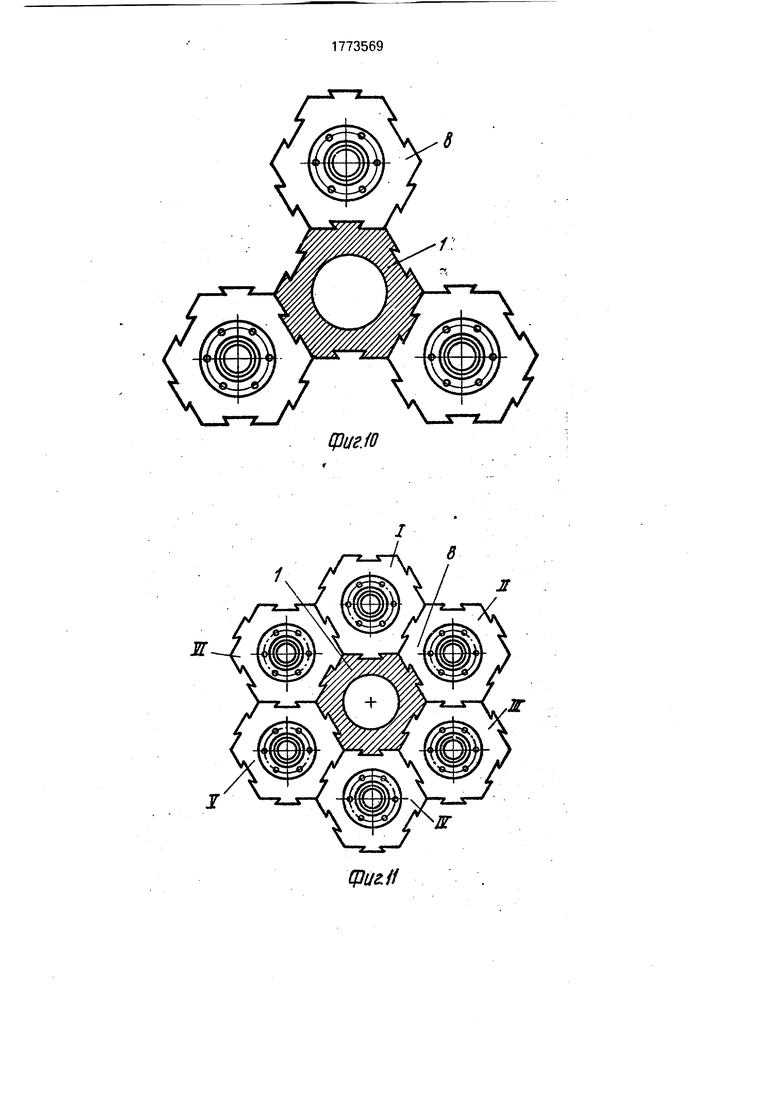
-трехшпиндельной компоновки; на фиг. 11
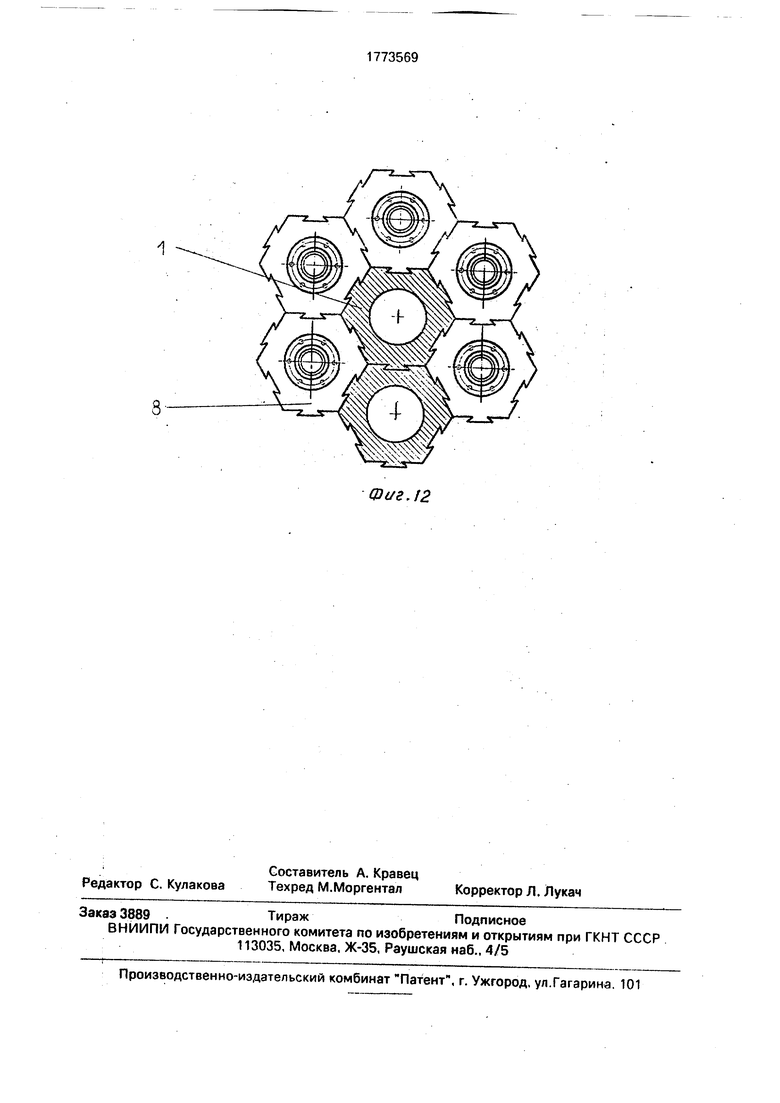
-вариант шестишпиндельной компоновки (с поворотным или неподвижным шпиндельным блоком); на фиг. 12 - вариант пя- тишпиндельной компоновки с неподвижным шпиндельным блоком.
Шпиндельная бабка (фиг. 1 и 2) содержит корпус 1, в котором размещен шпиндель 2 на подшипниках 3. Шпиндель имеет присоединительные базы под приводной шкив зубчатоременной передачи 4 или зубчатое колесо 5, зажимной патрон 6 и привод зажима 7. На привалочных поверхностях корпуса выполнены охватывающие а и охватываемые Ь направляющие. Вариант исполнения одношпиндельного токарного автомата (фиг. 3 и фиг. 4) содержит шпиндельный блок, состоящий из одной шпиндельной бабки 8, станину 9, крестовый суппорт 10, поперечные суппорта 11 и 12. Двухшпиндельные компоновки (фиг. 5 и фиг. 6) содержит по две шпиндельные бабки 8 и корпус шпиндельной бабки без шпиндельного узла 1. При стыковке шпиндельных бабок 8 по ребру (двухшпиндельная бабка
фиг. 9)для повышения жесткости компоновки использует промежуточный элемент 13. Трех-, четырех-, пяти- и шестишпиндельные компоновки (соответственно фиг. 10. 7, 8, 11,12) состоят из шпиндельных бабок 8 монтируемых на корпусах 1.
Шпиндельная бабка оснащена автономным приводом зажима заготовок 7 (фиг. 1). В случае исполнения автономного привода главного движения, например мотор- шпиндель (на фиг. не показан), за счет формы и вида напрйвляющих а и Ь (фиг. 2) шпиндельная бабка может быть подвижной в осевом направлении и реализовать координатное перемещение. Это существенно повышает гибкость компоновки в целом.
Главной особенностью компоновки од- ношпиндельного токарного автомата (фиг. 3 и фиг. 4) является полная открытость рабочего пространства со всех сторон для обработки инструментом, который может устанавливается, как на крестовом суппорте 10, так и на поперечных суппортах 11 и 12. Поперечные суппорта могут осуществлять осевое перемещение по направляющим привалочных поверхностей шпиндельной бабки 8.
Применение унифицированной шпиндельной бабки, представляющей элемент модульной компоновки токарный автоматов, позволяет выработать несколько единых приемов сборки, среди которых: 1) прием наращивания сендвичем (фиг. 5); 2) прием поперечной стыковки друг к другу (фиг. 6) или через промежуточный элемент (фиг. 9); 3) прием стыковки к центральному неподвижному корпусу 1 по неполной (фиг. 7,8,10) или пол ной окружности (фиг. 11,12). Движение сборки можно проиллюстрировать на шестишпиндельной компоновке автомата (фиг. 11). Сначала устанавливается центральный корпус 1, в который вводится ось, установленная на опорах (на фиг. не показано). С торца корпуса 1 по его верхней плоскости осевым движением в направляющие а (фиг. 2) вводится шпиндельная бабка 1 в сборе (фиг. 1) направляющими Ь (фиг. 2) до упора и это положение фиксируется (на фиг. 11 не показано) Корпус 1 поворачивается на угол 60 градусов и шпиндельная бабка 11 своими направляющими а и Ь вводится с торца по оси в ответные направляющие Ь корпуса 1 и а шпиндельной бабки 1, Происходит очередной поворот на угол 60 градусов, повторение
движений сборки аналогично шпиндельной бабки Ml. Y и Y. Последняя шпиндельная бабка YI вводится тремя направляющими - одной а и двумя Ь в ответные направляющие корпуса 1 Ь и направляющие бабок
I и Y. Технологическая ось корпуса 1 может служить: а) осью поворота шпиндельного блока аналогично традиционным многошпиндельным токарным автоматам с поворотным шпиндельным барабаном; б)
продольной координатой для шпиндельного блока); в) продольной координатой для суппортов и дополнительных устройств.
Технико-экономическая эффективность предлагаемого изобретения по сравнению с
прототипом обусловлена упрощением процесса сборки и ремонта токарного автомата, расширением технологических возможностей за счет создания гибкой модульной структуры компоновки и как следствие снижение стоимости проектирования и изготовления автомата,
Формула изобретения Шпиндельный блок токарного автомата, содержащий соединенные между собой бабки с корпусами в виде многогранных призм с привалочными поверхностями и расточкамм под шпиндель, отличающийся тем, что, с целью расширения
технологических возможностей за счет повышения гибкости компоновки и расширения рабочей зоны, корпуса шпиндельных бабок выполнены в виде правильных шестигранных призм с охватывающими и охватываемыми направляющими поверхностями одинаковых размеров и формы.на смежных привалочных поверхностях.
ВидА

| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многошпиндельный автомат | 1989 |
|
SU1646688A1 |
| Токарный автомат | 1990 |
|
SU1824255A1 |
| Многошпиндельный токарный автомат | 1989 |
|
SU1682042A1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| ТОКАРНЫЙ МНОГОШПИНДЕЛЬНЫЙ АВТОМАТ | 1973 |
|
SU361017A1 |
| Многоцелевой станок | 1982 |
|
SU990471A1 |
| Токарный многошпиндельный автомат | 1985 |
|
SU1324766A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| ТОКАРНЫЙ АВТОМАТ | 1973 |
|
SU400421A1 |
| Автомат токарный вертикальный двухшпиндельный | 1990 |
|
SU1834751A3 |
Изобретение относится к станкостроению и может быть использовано при проектировании и изготовлении на модульном принципе одно- и многошпиндельных токарных автоматов СЧПУ, в том числе и многооперационных. Целью изобретения является расширение технологических возможностей за счет повышения гибкости компоновки и расширения рабочей зоны. В корпусе 1 установлен шпиндель 2 на подшипниках 3. На привалочных поверхностях корпуса 1 выполнены охватывающие А и охватываемые В направляющие. При сборке различных компоновок шпиндельные бабки стыкуются по привалочным поверхностям и направляющим А и В. 12 ил.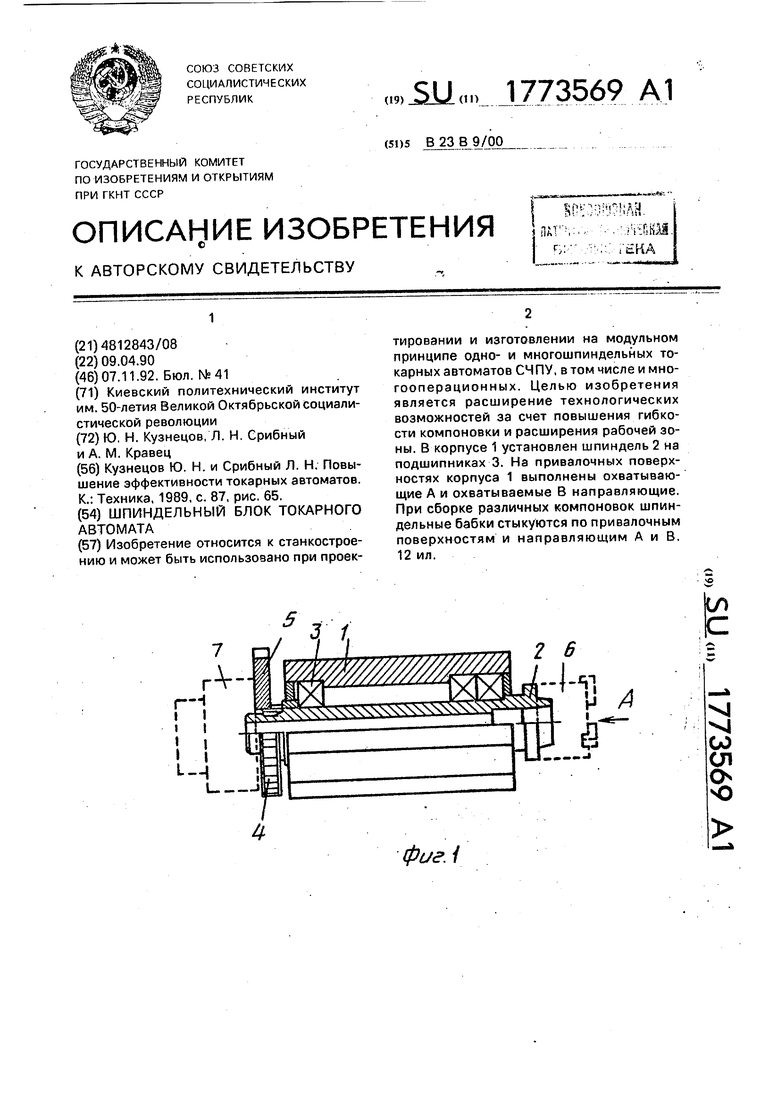
фаг 2
9
фигЗ
Buds
1
Фиг. 5
фигА
фиг.6
Фиг. 9
ФигЛ
фиг.8
f2
фиг.М
Quaff
в
(Dt/s.f2
| Кузнецов Ю | |||
| Н | |||
| и Срибный Л | |||
| Н | |||
| Повышение эффективности токарных автоматов | |||
| К.: Техника, 1989, с | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
