Изобретение относится к области станкостроения и может быть использовано для полной обработки деталей типа тел вращения в условиях средне- и крупносерийного производства.
Цель изобретения - расширение технологических возможностей и повышение производительности обработки.
Поставленная цель достигается тем, что инструментальная бабка выполнена в виде многоярусной револьверной головки и вертикальной неподвижной осью, один из концов которой закреплен в основании станка, а другой в траверсе соединяющей левую и правую бабки станка суппорт шпиндельной
бабки заменен крестовым и на его вертикальных направляющих установлен дополнительный крестовый суппорт со шпиндельной бабкой, а на правой бабке станка установлен по меньшей мере один дополнительный крестовый суппорт со шпиндельной бабкой, а в одной или нескольких позициях револьверной головки установлен поворотный зажимной патрон с кантователем детали. Такая компоновка станка позволяет: во-первых, расширить технологические возможности станка за счет полной обработки деталей за один цикл. Полная обработка обеспечивается наличием дополнительных шпинделей и поворотного зажимного патрона в одной из позиций револьверной, го00
к
ю ел ел
ловки при помощи которого деталь, обработанная в основном шпинделе переносится в дополнительный; во-вторых повышенная емкость револьверной головки позволяет сократить время на наладку станка и создать более гибкую и надежную схему обработки детали за счет дублирования инструментов и позиций обработки; в- третыкх, повысить производительность за счет параллельной обработки нескольких деталей за один цикл или за счет одновременной обработки нескольких различных деталей.
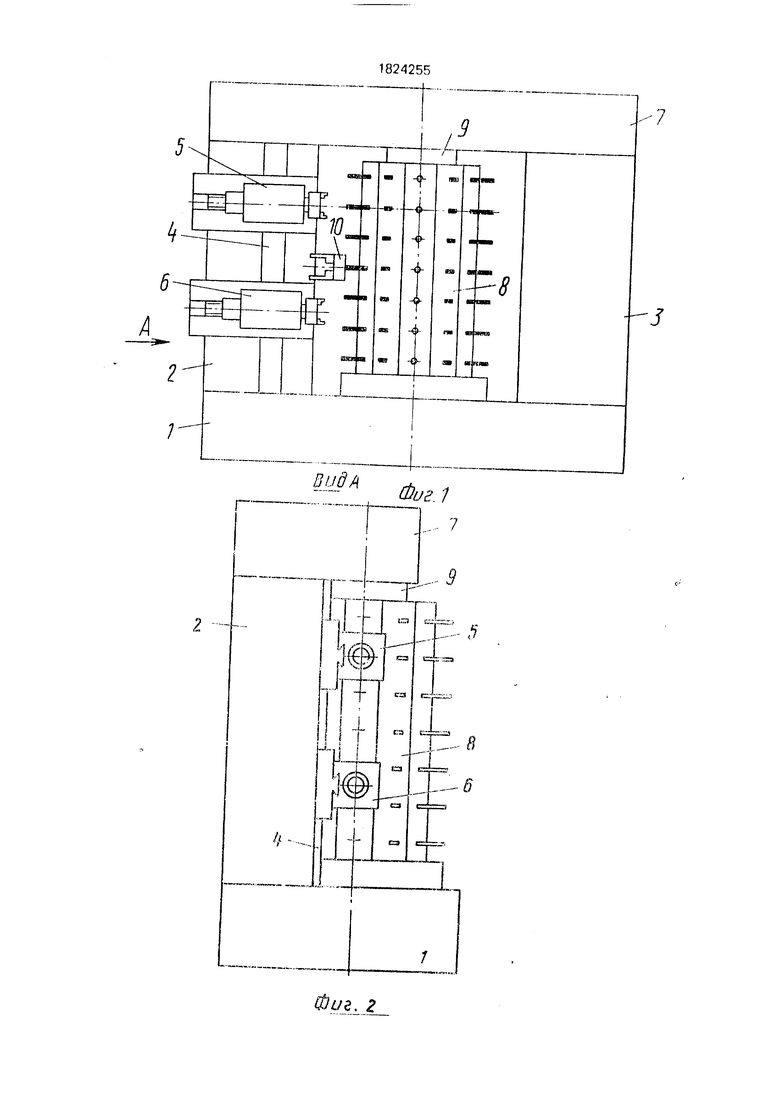
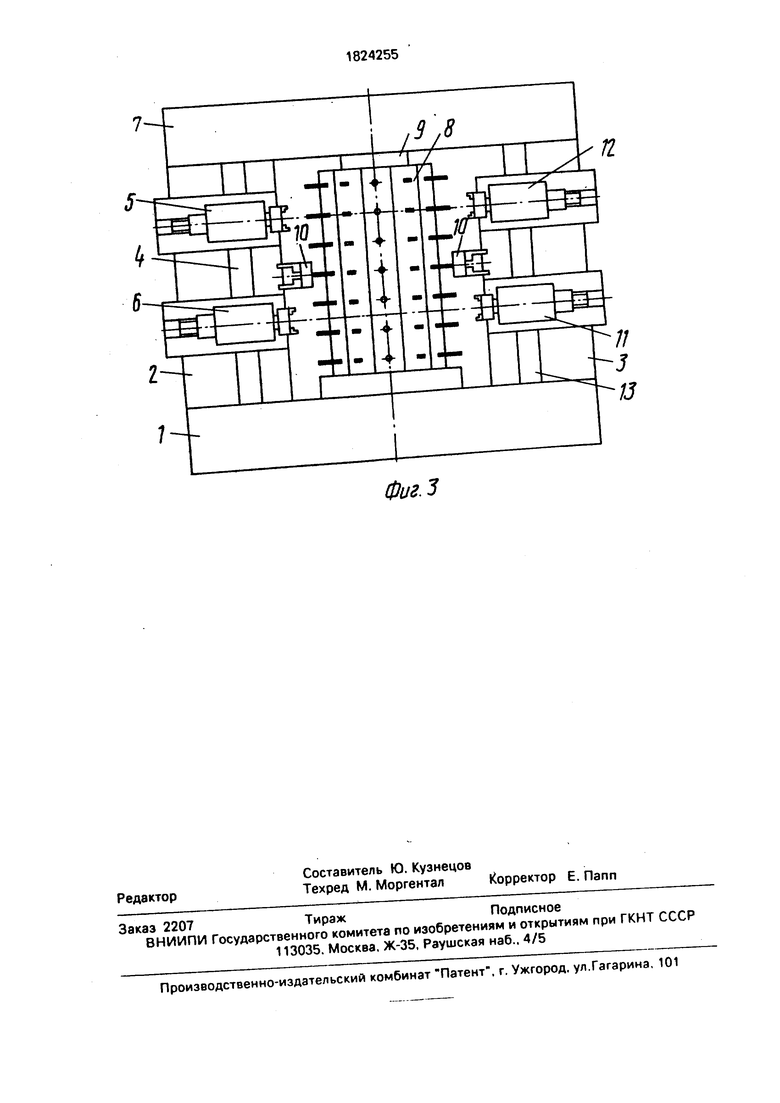
На фиг.1 изображен токарный автомат, общий вид; на фиг,2 - вид А на фиг.1; на фиг.З - вариант предложенного автомата с дополнительными шпиндельными бабками, установленными на левой.стойке станка.
Токарный автомат (фиг.1 и 2) содержит станину 1 с закрепленным на ней левой 2 и правой 3 стойками с направляющими 4 и установленными на них крестовыми суппортами со шпиндельными бабками 5 и 6. Стойки соединяет траверса 7. Револьверная головка 8 установлена с возможностью вращения на колонне 9, верхний конец которой закреплен в траверсе, а нижний в станине. В одной из позиций револьверной головки установлен зажимной поворотный патрон с кантователем 10.
На фиг.З изображен вариант автомата у которого на правой стойке дополнительно установлены два крестовых суппорта со шпинделями 11 и 12 на направляющей 13.
Работает токарный автомат следующим образом. Деталь, зажатая в патроне шпиндельной бабки 6 (фиг.1), обрабатывается инструментами револьверной головки 8 одновременно с этим обрабатывается вторая деталь, закрепленная в шпинделе 5. Это
может быть обратная сторона детали предварительно обработанной в шпинделе б и переданная в этот шпиндель при помощи патрона с кантователем 10. При наличии
дополнительных шпинделей 11 и 12 (фиг.З) обработка обратной стороны может осуществляться в любом из них.
Технико-экономическая эффективность заявляемого токарного автомата по сравнению с прототипом обусловлена повышением производительности обработки за счет одновременной параллельной обработки нескольких деталей и снижения суммарного времени обработки одной заготовки за счет
, более гибкой технологической схемы станка.
Формула изобретения Токарный автомат, содержащий шпиндельную бабку, установленную на суппорте,
имеющем возможность перемещения в вертикальной плоскости по привалочной поверхности передней бабки, заднюю бабку и инструментальную бабку с вертикальным рядом инструментальных гнезд, установленную с возможностью вращения перемещения вдоль оси вращения детали, отличающийся тем, что, с целью расширения технологических возможностей и повышения производительности обработки, автомат снабжен по меньшей мере двумя шпиндельными бабками на крестовых суппортах, установленных на привалочных поверхностях передней и задней бабок, а гнезда инструментальной бабки выполнены
в плоскостях, параллельных между собой и перпендикулярных оси ее вращения и при- валочным поверхностям передней и задней бабок, причем по меньшей мере одно гнездо предназначено для установки поворотного зажимного патрона с кантователем деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| Токарный обрабатывающий центр | 1984 |
|
SU1200470A2 |
| Гибкий токарный модуль | 1987 |
|
SU1551515A1 |
| Шпиндельный блок токарного автомата | 1990 |
|
SU1773569A1 |
| Токарный многошпиндельный автомат | 1985 |
|
SU1324766A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| Токарный многошпиндельный автомат | 1989 |
|
SU1646688A1 |
| Токарный многошпиндельный прутковый автомат | 1984 |
|
SU1207633A1 |
| Многошпиндельный токарный автомат | 1989 |
|
SU1682042A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
Токарный автомат относится к области станкостроения и может быть использовано для полной обработки деталей типа тел вращения в средне-и крупносерийном производстве. Инструментальная бабка выполнена в виде многоярусной револьверной головки (РГ) с вертикальной осью, один из концов которой закреплен в основании станка, а другой - в траверсе, соединяющей стойки станка. Суппорт шпиндельной бабки. (ШБ) заменен крестовым. На его вертикаль1 ных направляющих установлен дополнительный крестовый суппорт (КС) с ШБ, на правой бабке станка установлен один дополнительный КС с ШБ. а в одной или нескольких позициях РГ установлен поворотный зажимной патрон с кантователем детали. Такая компоновка расширяет технологические возможности путем полной обработки деталей за один цикл. Повы шенная емкость РГ сокращает время наладки станка и создает более гибкую и надежную схему обработки детали за счет дублирования инструментов и позиций обработки. 3 ил. Ј
Фиг.З
| Станок фирмы Wirth et Gruffat, модель Centroflex CO Lauvige | |||
| Decolletage, la CN au rogaume de la came// Machine Moderne | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
