Изобретение относится к станкостроению.
Целью изобретения является расширение технологических возможностей и повышение производительности обработки за счет совмещения операций обработки, транспортировки и поддержки заготовки одной револьверной головкой, а также за счет синхронизации операций.
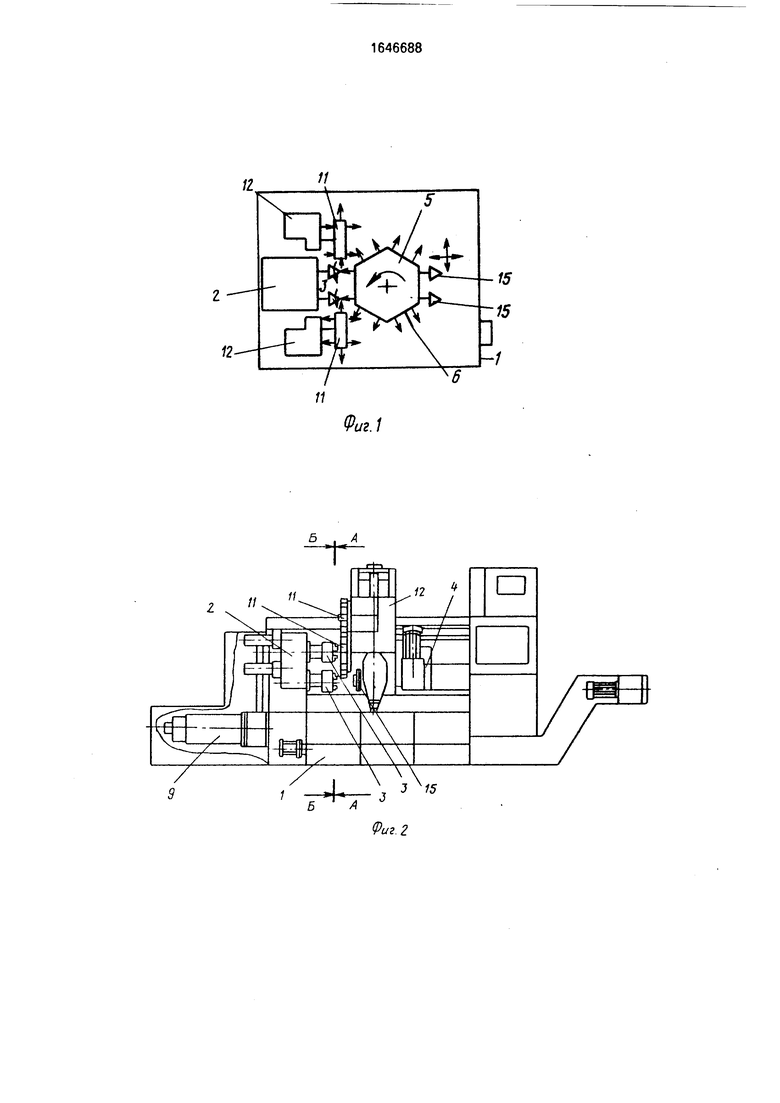
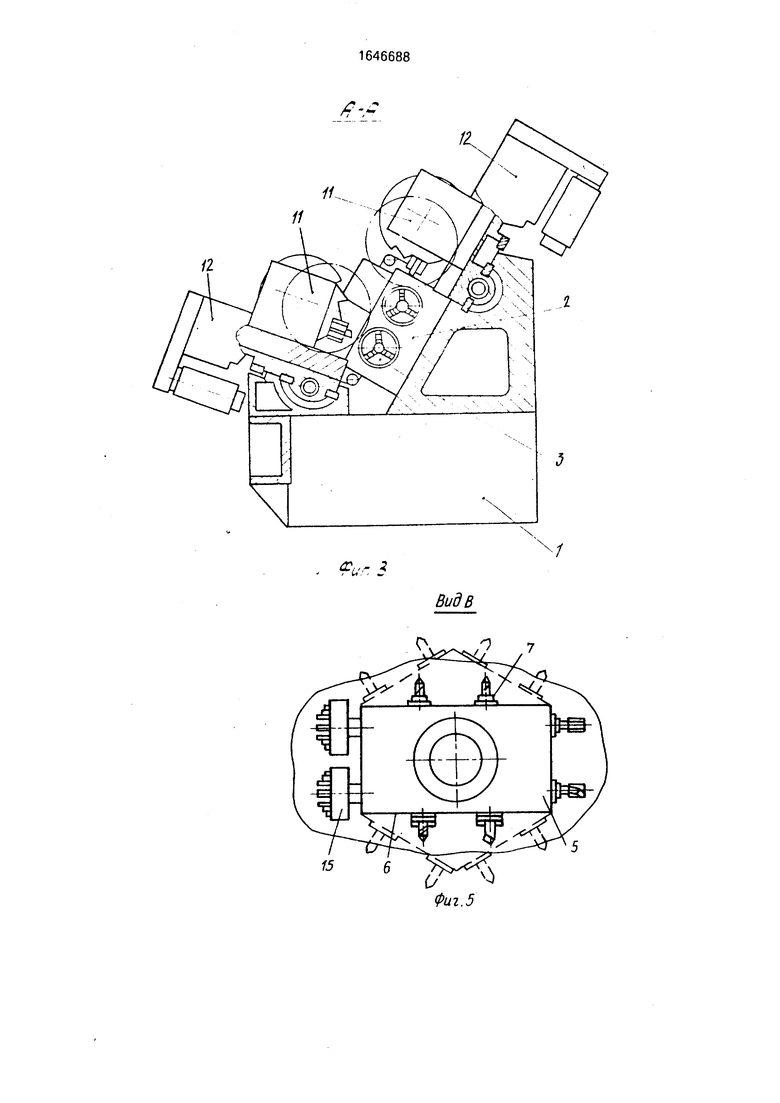
На фиг.1 изображена схема основных узлов автомата; на фиг.2 - предлагаемый автомат; на фиг.2 - сечение А-А на фиг.2; на фиг.4 - сечение Б-Б на фиг.2; на фиг.5 - вид 8 на фиг.4; на фиг.6 - кинематическая схема двухшпиндельной бабки; на фиг.7 - кинематическая схема механизма привода вращения дополнительных шпинделей.
Токарный многошпиндельный автомат содержит закрепленную на станине 1 двух- шпиндельную бабку 2 с основными шпинделями 3, установленными параллельно друг другу, и основной крестовый суппорт 4 с револьверной головкой 5, содержащей на каждой из граней 6 инструментальные гнезда 7 по числу основных шпинделей 3.
Шпиндели 3 двухшпиндельных бабок 2 связаны между собой зубчатой передачей 8, причем один из шпинделей 3 связан с приводом 9 главного движения, а другой - с приводом 10 углового положения. По обе стороны двухшпиндельной бабки 2 установлены снабженные револьверными головками 11 дополнительные крестовые суппорты 12, расположенные на направляющих 13 и 14 станины 1 с разными углами наклона к оси шпинделей 3. Револьверная головка 5 с расположенными на каждой грани 6 двумя инструментальными гнездами 7, оси которых параллельны осям основных шпинделей 3, рмонтирована на крестовом суппорте 4, размещенном симметрично относительно основных шпинделей 3, и снабжена двухшпиндельной насадкой с вращающимися в разных направлениях дополнительными шпинделями 15, связанными между собой механизмом привода 16 вращения дополнительных шпинделей, причем один из шпинделей 15 связан с приводом 17 главного движения, а другой - с приводом 18 углового положения. Для контроля углового положения шпинделей и контршпинделей установлены датчики 19 углового положения.
Токарный многошпиндельный автомат работает следующим образом.
Прутковые или штучные заготовки подаются (устанавливаются) в основных шпинделях 3 двухшпиндельной бабки 2 закрепленной на станине 1. Обработка первой стороны заготовки производится инструментами, установленными в инструментальных гнездах револьверных головок 5 и 11 одновременно. По окончании обработки
детали в основных шпинделях она захватывается шпинделями 15 за обработанную поверхность (в прутковой заготовке после захвата детали производится отрезка детали) и обрабатывается BI орая сторона детали
(при отходе револьверной головки 5 со шпинделями 15 и крестовым суппортом 4 в исходное положение) инструментами, установленными в револьверных головках 11. На автомате возможна обработка длинных деталей типа вал, которые могут закрепляться в основных 3 и дополнительных 15 шпинделях при установке в последних заднего центра (не показан).
Экономическая эффективность от внедрения предлагаемого автомата заключается в расширении технологических возможностей путем обеспечения обработки детали с двух сторон, возможности обработки деталей типа вал, повышении технико-экономических показателей автомата путем увеличения производительности, уменьшения металлоемкости и стоимости автомата. а также замени нескольких станков одним.
30
Формула изобретения
1.Токарный многошпиндельный автомат,содержащий закрепленную на станине двухшпиндельную бабку с основными
шпинделями, установленными параллельно друг другу, и основной крестовый суппорт с револьверной головкой,содержащей на каждой из граней инструментальные гнезда по числу основных шпинделей, о т л и ч а ю щ и и с я тем. что, с целью расширения технологических возможностей и повышения производительности обработки, он снабжен двумя дополнительными шпинделями, установленными на одной из граней револьверной головки соосно основным шпинделям двухшпиндельной бабки, и механизмом привода вращения дополнительных шпинделей, размещенного в револьверной головке, при этом основной
крестовый суппорт размещен симметрично относительно осей основных шпинделей, а основные шпиндели кинематически связаны между собой.
2.Автомат по п.1, отличающийся тем, что он снабжен двумя дополнительными крестовыми суппортами с реоольоерны- ми головками, размещенными на введенных в устройство и размещенных на станине направляющих.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный токарный автомат | 1989 |
|
SU1682042A1 |
| Токарный автомат | 1990 |
|
SU1824255A1 |
| Токарный многошпиндельный автомат | 1985 |
|
SU1324766A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Токарный автомат | 1988 |
|
SU1565587A1 |
| Шпиндельный блок токарного автомата | 1990 |
|
SU1773569A1 |
| Автомат токарный вертикальный двухшпиндельный | 1990 |
|
SU1834751A3 |
| Токарно-револьверный автомат | 1974 |
|
SU663487A1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| Многошпиндельный токарный станок | 1990 |
|
SU1785828A1 |

Изобретение относится к станкостроению. Целью изобретения является расшире- ние технологических возможностей и повышение производительности обработки. В данном устройстве совмещаются операции обработки, транспортировки и поддержки заготовки одной револьверной головкой, а также обеспечивается синхронизация операций. Автомат содержит закрепленную на станине 1 двухшпиндель- ную бабку с основными шпинделями, установленными параллельно друг другу, и основной крестовый суппорт 4 с револьверной головкой 5, содержащей на каждой грани инструментальные гнезда по числу основных шпинделей. Ось суппорта 4 размещена в плоскости, симметричной осям шпинделей. Автомат снабжен зубчатой передачей, смонтированной в двухшпиндель- ной бабке и предназначенной для передачи вращения от одного шпинделя к другому. На размещенных на станине 1 направляющих 13 и 14 установлены дополнительные крестовые суппорты 12 с револьверными головками. На одной из граней револьверной головки 5 размещены два дополнительных шпинделя 15, кинематически связанные с основными шпинделями. 1 з.п. ф-лы, 7 ил. Ё Os О О 00 00
tl
11
EZ
fV
V
L
.
Б А
1/
т
VAA
Л J 5
J
15
1 7
в ъ
Фиг. 5
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Проспект фирмы Эмаг, ФРГ | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
