э ю
ю Изобретение относится к производству наливной продукции и может быть использовано в пищеБс: - промышленности для дозирования наливных маргаринов. Цель изобретения - повьшение точности дозирования при одновременном увеличении быстродействия. На чертеже представлена структурная схема предлагаемого устройства. Устройство содержит дозатор 1, ме ханизм 2 контрольной выборки, контрольные весы 3, синхронизатор 4, блок 5 обработки данных, блок 6 управления двигателем, двигатель 7 отработки, датчик 8 синхроимпульсов, механизм 9 выгрузки, механизм 10 управления дозировлсой, ручной привод 11 и тумблерный регистр 12. Механизм выгрузки связан с дозатором 1 и с датчиком 8 синхроимпульсов, выход которого соединен с входом синхронизатора 4, подключенного своим первым выходом к входу механизма 2 контрольной выборки. Механизм 9 выгрузки связан с механизмом 2 контрольной выборки, соединенным с контрольными весами 3, подключенными цифровым выходом к пер вому входу блока 5 обработки данных Выход тумблерного регистра 12 соединен с вторым входом блока 5 обработки данных, третий вход которого подключен к второму выходу синхронизатора 4. Выход блока обработки данных соединен с входом блока 6 управления двигателем, подключенного своим выходом к входу двигателя 7 отработки Двигатель 7 отработки связан с механизмом 10 управления дозировкой, сое диненным с дозатором 1. Устройство работает следующим образом. На тумблерном регистре 12 устана ливают код массы одной дозировки продукции с учетом массы упаковочно тары. После нажатия кнопки Подгото ка и появления транспаранта Готово устройство готово к работе. В процессе работы линии дозатор 1 про изводит дозировку продукции необход мой массы методом объемного дозиров ния, т.е. определенной массе продук ции в дозирующем устройстве дозатор 1 ручным приводом 11 или механизмом 10 управления дозировкой устанавливается необходимый объем резервуара при заполнении которого продукцией соответствующий механизм выталкивает содержимое резервуара в упаковочную тару. После выполнения операции упаковки и постановки даты выпуска продукция через механизм 9 вьщачи поступает на транспортер для загрузки в транспортную тару. Подключенный к механизму 9 выдачи продукции датчик 8 синхроимпульсов в начальный момент пуска механизма 9 вьщает в синхронизатор 4 импульс, по которому синхронизатор 4 включает механизм 2 контрольной выборки. Механизм 2 обеспечивает синхронно с работой линии подачу одной выборки готовой продукции на контрольные весы 3, имеющие выход кода массы в цифровой форме- Этот код поступает на первый вход блока .5 обработки данных и через время, необходимое для установления переходных процессов измерения массы (задержка осуществляется синхроимпульсом синхронизатора 4), записывается на входной буферньй регистр блока 5. Блок 5 обработки данных вычитает из кода, набранного на тумблерном регистре 12, код с буферного регистра блока.- Знак результата вычитания из блока 5 поступает в блок 6 управления двигателем для управления реверсом двигателя. 7 отработки, т.е. ,знак результата определяет направление вращения двигателя 7 отработки. Код результата вычитания поступает также в блок 6 управления двигателем, который в соответствии со значением этого кода вьщает на двигатель 7 отработки ойределенное количество импульсов (или синусоид). Чем больше значение результата вычитания (модуль), тем большее число импульсов (синусоид) получает двигатель 7 отработки и, соответственно, большее время воздействует на механизм 10 управления дозировкой, увеличивая дозу продукции при положительном знаке результата вычитания и уменьшая - при отрицательном. Таким образом, устройство автоматизированного объемного дозирования наливной продукции представляет собой замкнутую систему с отрицательной обратной связью, поддерживающую с необходимой точностью относительно эталонного установленное на тумблерном регистре 12 значение массы готовой продукции.
Формула изобретения
Устройство для дозирования наливной продукции, содержащее дозатор с ручным приводом и механизм выгрузки, связанный с дозатрром, отличающееся тем, что, с целью повышения точности дозирования при одновременном увеличении быстродействия, в устройство введены датчик синхроимпульсов, синхронизатор, механизм контрольной выборки, контрольные весы, блок обработки данных, тумблерный регистр, двигатель отработки, блок управления двигателем и механизм управления дозировкой, причем механизм выгрузки связан с датчиком синхроимпульсов, выход которого соединен с входом синхронизатора, подключенного первым выходом к входу механизма контрольной выборки, механизм выгрузки связан с механизмом ко«трольной выборки, соединенным с контрольными весами, подключенными цифровым выходом к первому входу блока обработки данных, выход тумблерного регистра соединен с вторым входом блока обработки данных, третий вход которого подключен к второму выходу синхронизатора, выход блока обработки данных соединен с входом блока управления двигателем, подключенного выходом к входу двигателя отработки, двигатель отработки связан с механизмом управления дозировкой, соединенным с дозатором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования наливной продукции | 1988 |
|
SU1522043A1 |
| Система дозировки наливных маргаринов | 1988 |
|
SU1598949A1 |
| Система дозировки наливных маргаринов | 1985 |
|
SU1353686A1 |
| Устройство для управления шаговым двигателем | 1987 |
|
SU1607071A1 |
| МОДЕЛИРУЮЩИЙ КОАП | 2013 |
|
RU2516703C1 |
| Система дозировки наливных маргаринов | 1988 |
|
SU1554866A1 |
| Система автоматического управления дозированием нефтепродуктов | 1976 |
|
SU574704A1 |
| Устройство для управления шаговым двигателем | 1983 |
|
SU1108600A1 |
| Устройство для многокомпонентного порционного дозирования компонентов синтетических моющих средств | 1991 |
|
SU1784953A1 |
| Устройство для управления весовым порционным дозатором | 1991 |
|
SU1830518A1 |
Изобретение относится к производству наливной продукции и позволяет повысить точность дозирования. Устройство содержит дозатор 1, механизм контрольной выборки 2, контрольные весы 3, синхронизатор 4, блок обработки данных 5, блок управления двигателем 6, двигатель отработки 7, датчик синхроимпульсов 8, механизм 9 выгрузки, механизм управления дозировкой 10, ручной привод 11 и тумблерный регистр 12, Введение новых элементов и образование новых связей между элементами устройства позволяет поддерживать с необходимой точностью относительно эталонного, установленного на тумбс лерном регистре 12 значения веса го товой продукции. 1 ил. W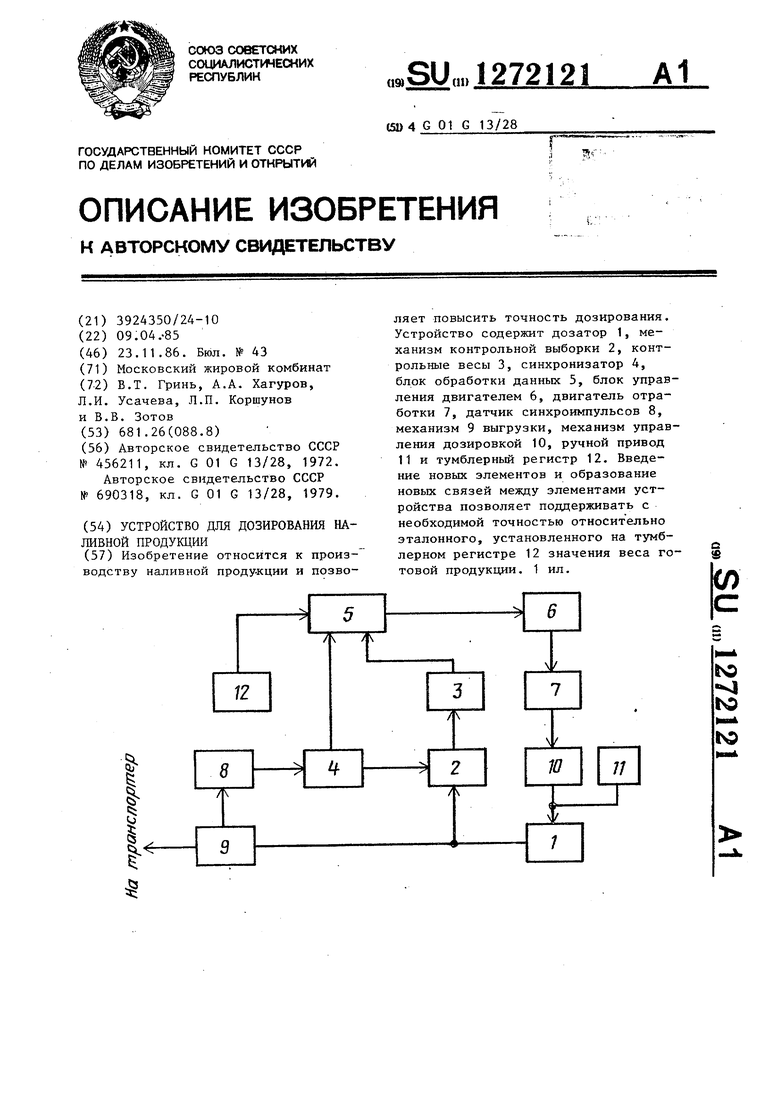
| Весовой порционный дозатор | 1972 |
|
SU456211A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическое устройство для весового порционного дозирования | 1977 |
|
SU690318A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
