ким образом, осуществляется сканирование средств контроля по поверхности контролируемого изделия 1. Контго изделия 1 осуществляется путем последовательной перестановки устройства вдоль изделия. 1 3.п. ф-лы,4 ил.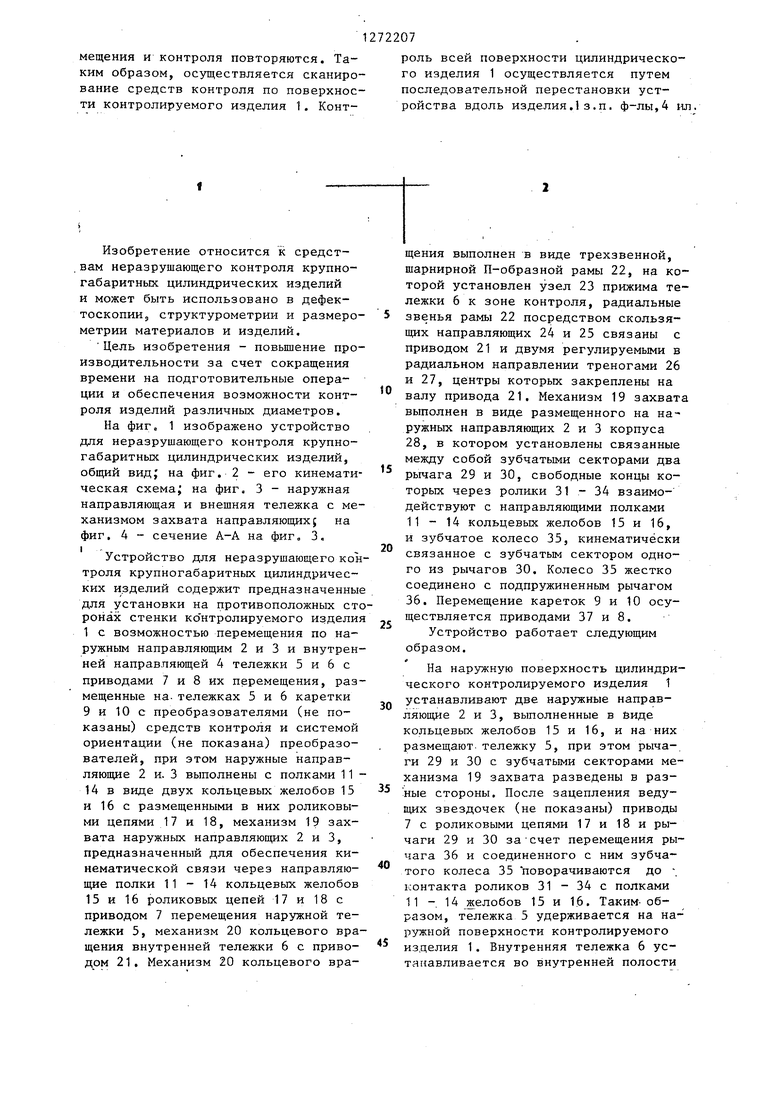

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для неразрушающего контроля крупногабаритных цилиндрических изделий | 1986 |
|
SU1415162A1 |
| Устройство для контроля цилиндрических изделий | 1986 |
|
SU1393072A1 |
| Прибор для контроля формы обувных колодок | 1979 |
|
SU843934A1 |
| Устройство для неразрушающего контроля изделий | 1982 |
|
SU1173294A1 |
| Устройство для обработки внутреннихпОВЕРХНОСТЕй ТЕл ВРАщЕНия | 1979 |
|
SU841920A1 |
| Манипулятор для неразрушающего контроля корпуса реактора | 1984 |
|
SU1263116A1 |
| Сканирующее устройство для дефектоскопии цилидрических изделий с тепловыми и кольцевыми канавками по окружности | 1986 |
|
SU1368770A1 |
| Устройство для ультразвукового контроля трубчатых изделий | 1986 |
|
SU1415177A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ИЗДЕЛИЙ | 1991 |
|
RU2008665C1 |
| Мобильный роботизированный комплекс фонтанирующих скважин МРК-ФС | 2019 |
|
RU2718550C1 |

Изобретение относится к средстам неразрушающего контроля крупноабаритных цилиндрических изделий может быть использовано в дефекоскопии j структурометрии и размероетрии материалов и изделий.
Цель изобретения - повышение прозводительности за счет сокращения времени на подготовительные операции и обеспечения возможности контроля изделий различных диаметров.
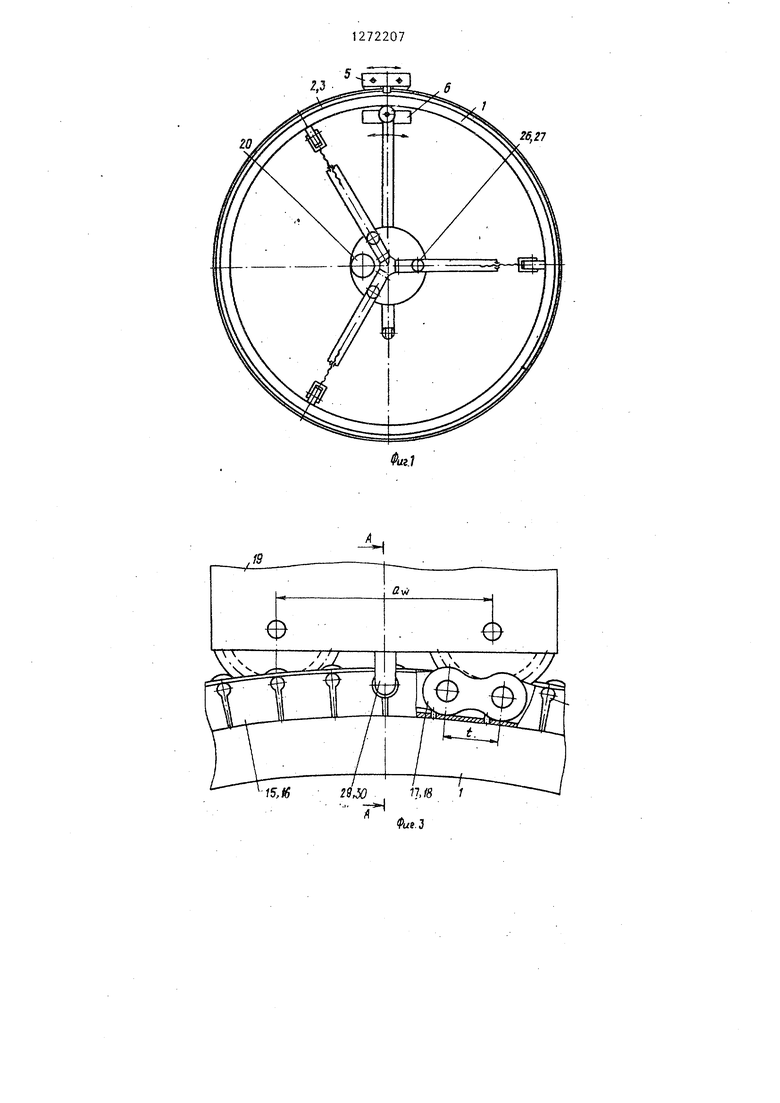
На фиг, 1 изображено устройство для неразрушающего контроля крупногабаритных цилиндрических изделий, общий вид; на фиг. 2 - его кинематическая схема; на фиг. 3 - наружная направляющая и внешняя тележка с механизмом захвата направляющихf на фиг. 4 - сечение А-А на фиг, 3.
Устройство для неразрушающего контроля крупногабаритных цилиндрических изделий содержит предназначенные для установки на противоположных сторонах стенки контролируемого изделия 1 с возможностью перемещения по наружным направляющим 2 и 3 и внутренней направляющей 4 тележки 5 и 6 с приводами 7 и 8 их перемещения, размещенные на.тележках 5 и 6 каретки 9 и 10 с преобразователями (не показаны) средств контроля и системой ориентации (не показана) преобразователей, при этом наружные направляющие 2 и. 3 выполнены с полками 11 14в виде двух кольцевых желобов 15 и 16 с размещенными в них роликовыми цепями 17 и 18, механизм 19 захвата наружных направляющих 2 и 3, предназначенный для обеспечения кинематической связи через направляющие полки 11 - 14 кольцевых желобов
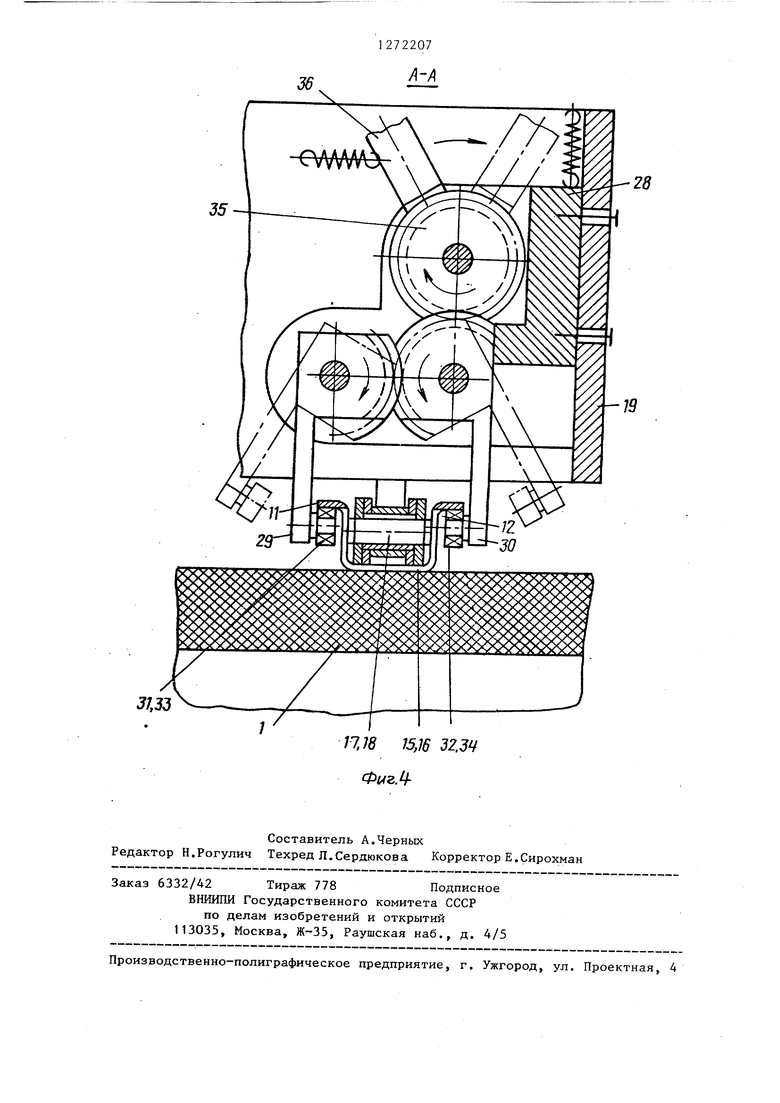
15и 16 роликовых цепей 17 и 18 с приводом 7 перемещения наружной тележки 5, механизм 20 кольцевого вращения внутренней тележки 6 с приводом 21. Механизм 20 кольцевого вращения выполнен в виде трехзвенной, шарнирной П-образной рамы 22, на которой установлен узел 23 прижима тележки 6 к зоне контроля, радиальные звенья рамы 22 посредством скользящих направляющих 24 и 25 связаны с приводом 21 и двумя регулируемыми в радиальном направлении треногами 26 и 27, центры которых закреплены на валу привода 21. Механизм 19 захват выполнен в виде размещенного на наружных направляюш;их 2 и 3 корпуса 28, в котором установлены связанные между собой зубчатьми секторами два рычага 29 и 30, свободные концы которых через ролики 31 - 34 взаимодействуют с направляющими полками 11-14 кольцевых желобов 15 и 16, и зубчатое колесо 35, кинематически связанное с зубчатым сектором одного из рычагов 30. Колесо 35 жестко соединено с подпружиненным рычагом 36. Перемещение кареток 9 и 10 осуществляется приводами 37 и 8.
Устройство работает следующим образом.
На наружную поверхность цилиндрического контролируемого изделия 1 устанавливают две наружные направляющие 2 и 3, выполненные в Виде кольцевых желобов 15 и 16, и на них размещают тележку 5, при этом рычаги 29 и 30 с зубчатыми секторами механизма 19 захвата разведены в раз-ные стороны. После зацепления ведущих звездочек (не показаны) приводы 7 с роликовыми цепями 17 и 18 и рычаги 29 и 30 за-счет перемещения рычага 36 и соединенного с ним зубчатого колеса 35 поворачиваются до , контакта роликов 31 - 34 с полками 11 - 14 желобов 15 и 16. Таким- образом, тележка 5 удерживается на наружной поверхности контролируемого изделия 1. Внутренняя тележка 6 устанавливается во внутренней полости контролируемого изделия 1 при помощ двух треног 26 и 27, соединенных ва лом привода 21. Центрирование и настройка, на другие диаметры контроли руемого изделия 1 осуществляется пр помощи винтовых пар радиальных элементов треног 26 и 27. По окончании установки тележек 5 и 6 посредством узла 23 прижима и скользящих направляющих 24 и 25 вну ренняя тележка 6 подводится к контролируемой поверхности изделия 1 с необходимым зазором между преобразо вателем средства контроля и поверхностью изделия 1. По команде система ориентации осу ществляет ориентирование средства контроля, т.е. совмещение продольных осей преобразователей дефектоскопа (не показаны). Тележка 5 пере мещается по изделию 1 с помощью привод 7, а тележка 6 - с помощью механизм 20 кольцевого вращения. Каретки 9 и 10 тележек 5 и 6 перемещаются с помощью приводов 37 и 8 соответс венно.;. По завершении ориентирования преобразователей средств контроля проводится контроль в одной точке изделия 1, после чего вновь включаются приводы 7, 8 и 37, механизм 20 кольцевого вращения тележек 5 и 6 и каретки 9 и 10 с преобразователями средств контроля перемещаются в новую точку поверхности контролируемого изделия 1, где проводится контроль Далее процессы контроля в пос ледукщих точках поверхности из делия I протекают аналогично опи санному. Таким образом, контроль всей поверхности контролируемого цилиндрического изделия 1 осуществляется последовательной перестановкой устройства вдоль изделия 1. За счет сокращения времени перестановок устройства по контролируемому изделию, сокращению подготовительных операций предлагаемое устройство позволяет повысить произво22074дительность контроля цилиндрических изделий различных диаметров. Формула изобретения 1. Устройство для неразрушающего контроля крупногабаритных цилиндрических изделий, содержащее предназначенные для установки на противоположных сторонах стенки контроли;руемого изделия с возможностью перемещения по наружным и внутренним направляющим тележки с приводами их перемещения и размещенные на телеч ках каретки с преобразователями средств контроля и системой ориентации преобразователей, отличающееся, тем, что, с целью повышения производительности и обеспечения возможности контроля изделий различньсх диаметров, наружные направляющие вьтолнены с полками в виде двух кольцевых желобов с размещенными в них роликовыми цепями, а устройство снабжено механизмом захвата наружных направляющих для кинематической связи через направляющие полки кольцевьк желобов роликовых цепей с приводом перемещения наружной тележки, механизмом кольцевого вращения внутренней тележки с приводом, выполненным в виде трехзвенной шарнирной П-образной рамы, на которой установлен узел прижима тележки к зоне контроля, при этом радиальные звенья рамы посредством скользящих направляющих связаны с приводом и двумя регулируемыми в радиальном направлении треногами, центры которых закреплены на валу привода. 2. Устройство по п. 1, о т л и чающеесятем, что механизм захвата наружных направляющих выполнен в виде размещенного на них корпуса, в котором установлены связанные между собой зубчатыми секторами ва рычага, свободные концы которых через ролики взаимодействуют с направляющими полками кольцевых желобов, и зубчатое колесо, кинематически связанное с зубчатым сектором одного из рычагов.
26,21
| Устройство для неразрушающего контроля материалов и изделий | 1972 |
|
SU439748A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для неразрушающего контроля изделий | 1982 |
|
SU1173294A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
