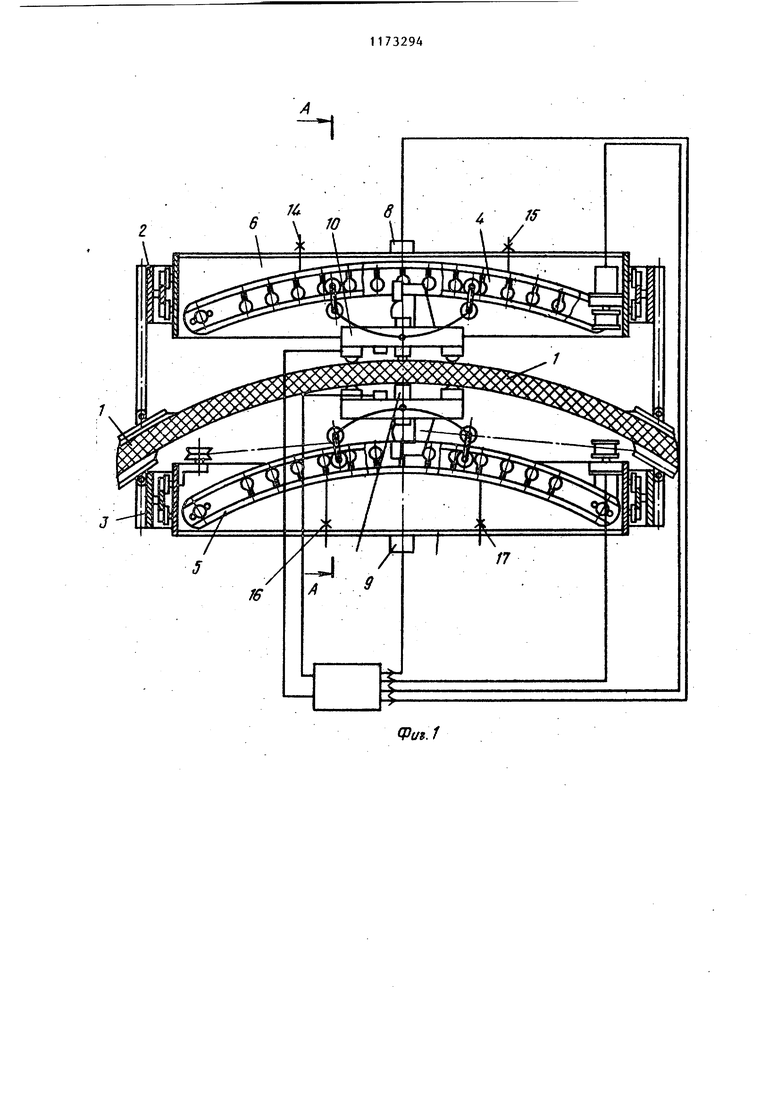
1 Изобретение относится к средствам неразрушающего контроля изделий и может быть использовано в дефектоско пии крупногабаритных изделий, ограниченных цилиндрическими поверхностя ми, например, листов, труб фасонного профиля и т.д. Целью изобретения является обеспе чейие.контроля изделий сложной формы На фш. 1 схематически изображено предпагасмое уст|ройствв, общий вид, на фиг. Л - сечение А-А на фиг. 1. Устройство содержит расположенные на противоположных сторонах конт ролируемого изделия 1 накладные рамы 2 и 3 с направляющими 4 и 5, в каждой из которых установлены с возможностью продольного перемещения по направляющим Л и 5 тележки 6 и 7 с приводами 8 и 9 их перемещения, размещенные на тележках 6 и 7 каретки 10 и 11 с преобразователями 12 и 13 дефектоскопов и системой (не показана) взаимоориентации кареток 10 и 11,-направляющие 4 и 5 выполнены в виде П-образного профиия, в стенке которого вьтолнены равномерно расположенные по всей длине отверстия (не показаны), связанные пазами (не показаны) с внешней поверхностью одной из полок П-образно го профиля, при этом направляющие 4 и 5 соединены с соответствующими тележками 6 и 7 через шарнирно-регу лировочные винты 14-17. Устройство работает следукидим об разом. По известным значениям радиусов кривизны контролируемого изделия 1 42 шарнирно-регулИ15овочными винтами 14-17 придают соответствующую форм направляющим 4 и 5 изменяемой кривизны. В общем случае регулировочных винтов 14-17 может быть П-е количество с тем, чтобы имелась возможность получения сложного профиля направляющим 4 и 5. Устанавливают и закрепляют на противопсшожных сторонах изделия 1 рамы 2 и 3. По командам датчиков системы взаимоориентации осуществляется ориентирование преобразователей 12 и 13 дефектоскопов, т.е. совмещение продольных осей преобразователей 12 и 13. Преобразователи 12 и 13, закрепленные на каретках 10 и 11, перемещаются тележками 6 и 7 с помощью приводов 8 и 9. Тележки 6 и 7 имеют возможность перемещения по направляющим 4 и 5 изменяемой кривизны. По завершению операции ориентирования преобразователей 12 и 13 проводится контроль в одной точке изделия 1, после чего вновь включаются приводы 8 и 9 перемещения тележек 6 и 7 и каретки 10 и 11 с преобразователями 12 и 13 перемещаются в новую точку поверхности контролируемого изделия 1, где проводится контроль. При этом система взаимоориентации вновь осуществляет совмещение осей преобразователей 12 и 13 дефектоскопов. Далее процессы контроля во второй точке контролируемой поверхности изделия 1 и последующих точках протекают аналогично описанному.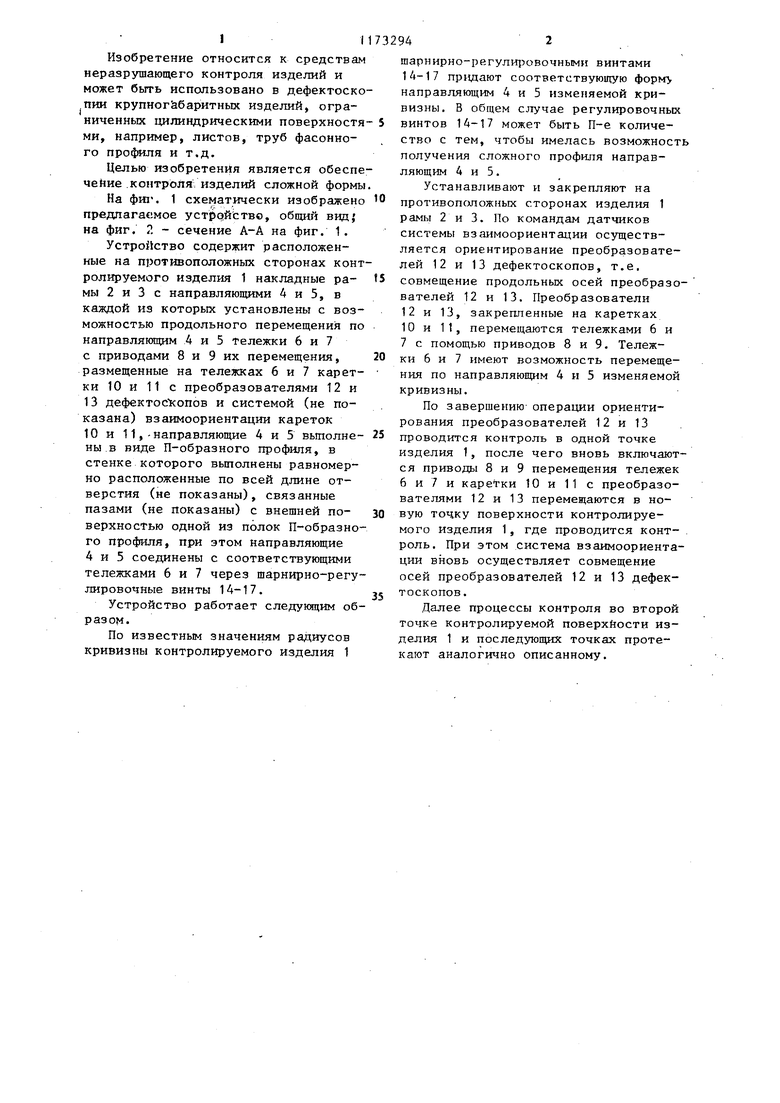
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для неразрушающего контроля крупногабаритных цилиндрических изделий | 1985 |
|
SU1272207A1 |
| Устройство для неразрушающего контроля крупногабаритных цилиндрических изделий | 1986 |
|
SU1415162A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ | 2001 |
|
RU2184372C1 |
| Сканирующее устройство к дефектоскопу | 1979 |
|
SU974250A1 |
| Дефектоскоп для контроля кольцевого проката | 1990 |
|
SU1805378A1 |
| СКАНИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ТОНКОСТЕННЫХ ТРУБ | 1992 |
|
RU2044315C1 |
| СЛЕДЯЩЕ-СТАБИЛИЗИРУЮЩЕЕ УСТРОЙСТВО СКОРОСТНОГО ВАГОНА-ДЕФЕКТОСКОПА | 2014 |
|
RU2581343C2 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
| Сканирующее устройство к установке для неразрушающего контроля длинномерных изделий цилиндрической формы | 1987 |
|
SU1462186A1 |
| Сканирующее устройство к дефектоскопу | 1982 |
|
SU1033961A2 |
УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЩЕГО КОНТРОЛЯ ИЗДЕЛИЙ, содержащее располагаеьа 1е на противоположных сторонах контролируемого изделия накладные рамы с направляющими, в каждой из которых установлены с возможностью продольного перемещения по направляющим тележки с приводом, размещенные на тележках каретки с преобразователями дефектоскопа и системой взаимоориентации кареток, отличающееся тем, что, с целью обеспечения контроля изделий сложной формы, направляющие выполнены в виде П-образного профиля, в стенке которого выполнены равномерно расположенные по всей дпине отверстия, связанные пазами с внешней поверхностью одной из полок П-образного профиля, при этом направляющие соединены с соответствующими тележками через шарнирно-регулировочные винты.
| Патент США № 4304133, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для неразрушающего контроля материалов и изделий | 1972 |
|
SU439748A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
