э| .5
Изобретение относится к производству спиралей, служащих для изготовения демпфирующего материала МР (металлический аналог резины), получаемого холодным -прессованием проволоч- 5 ной спирали в пресс-формах в готовьй по форме и размерам упругодеформирующий элемент.
Цель изобретения - повьшение качества навиваемой спирали и расшире- 10 ние технических возможностей станка за счет обеспечения регулировки геометрических параметров спирали без остановки станка.
На фиг. 1 изображена кинематичес- 15 кая схема станка; на фиг. 2 - сечение А-А на фиг. 1 .
Станок для навивки непрерывной вращающейся спирали состоит из шпинделя 1, установленного в передней 2 20 и задней 3 опорах станины 4, керна 5., помещенного в отверстие шпинделя и опирающегося в передней части в подшипнике 6 скольжения и в задней части в шариковом подшипнике 7, синх- 25 ронизирующего устройства, состоящего из маховика 8, свободно на подшипниках посаженного на втулку 9 задней опоры шпинделя, диска 10, жестко напрессованного на втулку задней опоры ЗО шпинделя, тормоза 11, шарнирно закрепленного на диске и связанного с маховиком поводком 12, запрессованным в торце маховика, тормозного барабана 13, являющегося щекой шпули 14 для катушки с проволокой IS, регулирующего устройства, состоящего из шкива 16, жестко закрегшенного на заднем .конце керна 5, фрикционно взаимодействующего с конической поверхностью о приводного шкива 17, который может поступательно перемещаться по шпильке вдоль своей оси гайкой 18, регулировочного винта 19, размещенного в съемной стенке 20 станины и являющегося торцовой опорой керна, ведомого шкива 21, фиксируемого стопорным винтом 22.
В головной части, шпинделя вмонтирован механизм прижимных роликов, 50 состоящей из прннсимных роликов 24 и 25, напрессованных на вал 26,свободно вращающийся в подшипниках 27., которые в радиальном направлении могут перемещаться в пазах головной 55 части шпинделя коромыслом 28 посредством винта 29. Иа головной части шпи1-зделя жестко закреплены: на торце
направляющая вилка 30, на тыльной стороне - водило 31. Навиваемая спираль обозначена позицией 32.
Подготовку станка для навивки спирали к работе осуществляют следующим образом.
Снимают съемную пластину 20 станины, вытаскивают керн 5 вместе со шкивом 16,освобождают шпиндель 1 вывертыванием стопорного винта 22 и вытаскивают его в сторону головной части. Снимают шпулю 14, отвинчивают с цевья шпули тормозной барабан 13, надевают на цевье шпули катушку с проволокой 15, навинчивают тормозной барабан на цевье шпули, вставляют шпулю с катушкой в станок и дальнейшую сборку проводят в обратной последовательности .
Станок работает следующим образом.
Проволока 15 с катушки продевается через отверстия водила 31 и головной части шпинделя 1, через прорезь направляющей вилки 30, жестко закрепленной на торце головной части шпинделя, заправляется между керном 5 и прижимным роликом 24 и наматывается двумя-тремя витками на керн.
Крутящий момент от электродвигателя (не показан) приводньш ремнем 23 передается шкиву 21, жестко зафиксированному стопорным винтом 22 на конце шпинделя 1 через резьбовое отверстие втулки 9 задней опоры шпинделя.
При вращении шпинделя прижимной ролик 24 обкатывает проволоку 15 вокруг керна 5, Кроме того, прижимной ролик 24, напрессованньш на вал 26, свободно вращается вокруг своей оси в подшипниках 27. Проволока 15, обкатываемая вокруг керна 5, навивается в спираль 32 плотно виток к витку и сходит с керна.
При сходе с керна витки спирали за счет упругих свойств заставляют спираль медленно вращаться вокруг ее оси.
Регулировка останова вращения спирали осуществляется при работе станка осевым перемещением приводного шкива 17 (вправо-влево) гайкой 18.
Синхронизация оборотов шпинделя 1 и.катушки с проволокой 15 происходит автоматически следующим образом.
При падении напряжения в электросети шпиндель 1, жестко соединенный с ведомым шкивом 21, приводимым во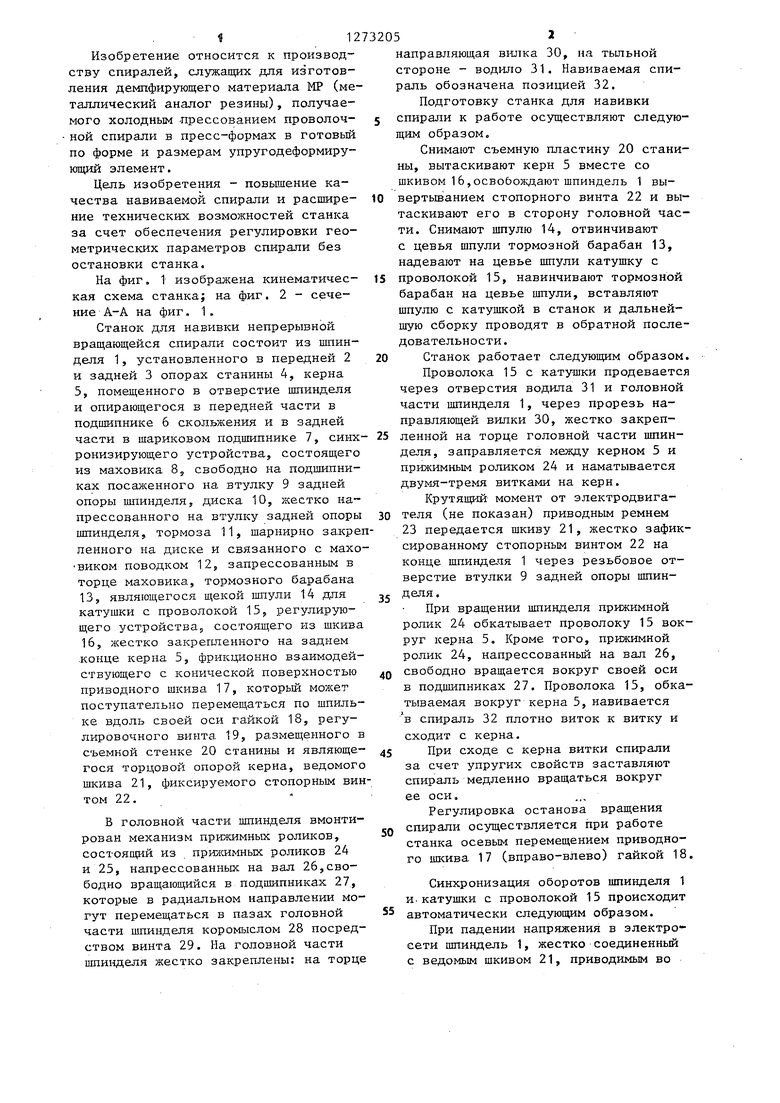

| название | год | авторы | номер документа |
|---|---|---|---|
| Навивочная головка к машине спирализации для изготовления спиралей с тире | 1978 |
|
SU733815A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1985 |
|
SU1266624A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1986 |
|
SU1378996A1 |
| Способ навивки бесконечных многопроволочных спиралей и станок для его осуществления | 1986 |
|
SU1493368A1 |
| Станок для навивки бесконечных многопроволочных спиралей на невращающуюся оправку | 1976 |
|
SU640795A1 |
| Устройство для навивки спирали | 1977 |
|
SU671906A1 |
| Головка к машине спирализации для изготовления спиралей с тире | 1973 |
|
SU486840A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКИХ ВАЛОВ | 1927 |
|
SU7350A1 |
| Станок для намотки проволочных спиралей на трубу | 1938 |
|
SU55305A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |
Изобретение относится к области производства дe fflфиpyющeгo материала МР, Синхронизирующее устройство станка выполнено в виде маховика 8, свободно посаженного на подшипниках на втулке 9 задней опоры шпинделя 1 с жестко закрепленным на ней диском 10, на котором шарнирно закреплена тормозная колодка 11, соединенная поводком с маховиком 9, причем диск 10 и тормозная колодка 11 помещены в полость тормозного барабана 13, являющегося щекой шпули. Регулирующее устройство выполнено в виде конического шкива 16, имеющего возможность поступательного движения на шпильке и фрикционно связанного со шкивом,, который жестко закреплен на конце керна 5, торцовой опорой которого является регулировочный винт. 2 ил. &
| Устройство для навивки спирали | 1975 |
|
SU536870A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
