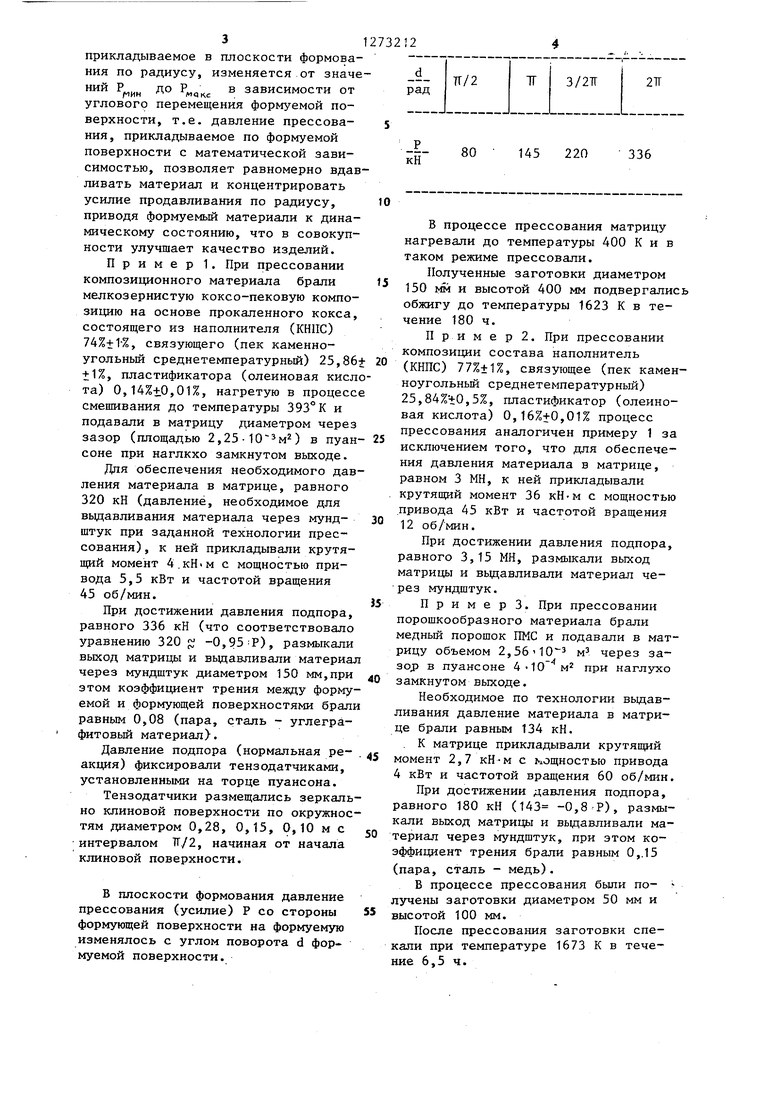
00 1чЭ Изобретение относится к порошковой металлургии, в частности к способам непрерывного прессования порошкообразных композиционных материалов, таких как медный порошок, мелкозернистая коксо-пековая композиция и другие. Цель изобретения - повьш1ение качества изделий. На фиг. 1 схематично изображено устройство для осуществления предлагаемого способа, обш;ий вид; на фиг. 2 - зависимость равномерно при кладываемого по радиусу R вдавливаю щего усилия Р от углового перемещения формующей поверхности. Устройство для осуществления пре лагаемого способа непрерывного прес сования порошкообразных и композици онных материалов состоит из матрицы 1 и пуансона 2 с заклинивающей поверхностью в виде клина. Матрица 1 вьшолнена с возможностью вращательного движения относительно пуансона 2, торец которого выполнен в виде клиновой поверхност с началом и концом, сходящимися ;: по радиусу. Клиновая поверхность между концо и началом снабжена зазором по радиу су для подачи материала. Способ реализуют следующим об-разом. Материал подают во вращающуюся матрицу 1 через зазор в торце пуансона 2. При замкнутом наглухо выходе из матрицы материал, заполняя ее, обра зует сплошную основную массу с формуемой поверхностью, скользящую по неподвижной формующей (клиновой) поверхности. В матрице происходит уплотнение за счет непрерывного вдавливания в основную массу формуемого материала поступающего на формуемую цоверхность через зазор в клиновой поверх ности непрерывно, т.е. в плоскости формования (плоскость, ограниченная формуемой и формующей поверхностями) образуется полость между концом и началом клиновой поверхности, уменьшающаяся в объеме от начала, в которую непрерывно подается материал по радиусу, уплотняясь за счет изменения объема полости мелсду формуемой и формующей поверхностями. 122 Непрерывно вдавливаемый материал основную массу увеличивает плотость основной массы в матрице, при том создается давление А массы ма-ериала на клиновую (формующую) поерхность торца пуансона. Клиновая (формующая) поверхность с таким же давлением - Р давит на основную массу(т.е. отталкивает формуемую поверхность основной массы в противоположную сторону) и при достижении давления подпора, равного А (0,8-0,95) Р, вькод матрицы размыкают и основная масса в матрице вьщавливается через мундштук. В зависимости А -(0,8-0,95)Р А p-S давление, заданное технологией вьщавливания конкретного материала,Н; удельное давление вьщавливания, поперечное сечение матрицы, м ; давление формующей поверхности на формуемую (нормальная реакция),Н; 0,8-0,95 коэффициент подпора; F k-A усилие, препятствующее перемещению формуемой поверхности относительно формующей, Н; k 0,080,15 коэффициент трения в плоскости формования; - усилие, перемещающее формуемую поверхность относительно формующей, Н; крутящий момент, приложенньм к матрице, Н.м; диаметр матрицы, м. Создание на выходе матрицы подпора, равного А -(0,8-0,95)Р, позволяет устранить поверхностные дефекты, так как при неподвижных поступательно инструментах (матрица, пуансон) выравнивается разница в скоростях истечения материала в центральной части и в периферии, при зтом при А И -Р :произойдет заклинивание, формуемой поверхности относительно формующей, а при А -(О,8-0,95)Р уменьшение давления истечением материала через мундштук, вызывающее уменьшение плотности заготовок. Кроме этого, за счет изменения объема (полости) между формуемой и формующей поверхностями давление. 3 прикладываемое в плоскости формования по радиусу, изменяется от значе ний Р, до Р„„ в зависимости от pIMHЧ КС углового перемещения формуемой поверхности, т.е. давление прессования, прикладываемое по формуемой поверхности с математической зависимостью, позволяет равномерно вдав ливать материал и концентрировать усилие продавливания по радиусу, приводя формуемьй материали к динамическому состоянию, что в совокупности улучшает качество изделий. Пример 1. При прессовании композиционного материала брали мелкозернистую коксо-пековую композицию на основе прокаленного кокса, состоящего из наполнителя (КНПС) 74%+1%, связующего (пек каменноугольный среднетемпературный) 25,86 +1%, пластификатора (олеиновая кисл та) 0,14%+0,01%, нагретую в процесс смешивания до температуры и подавали в матрицу диаметром через зазор (площадью 2,25 ) в пуан соне при наглкхо замкнутом выходе. Для обеспечения необходимого дав ления материала в матрице, равного 320 кН (давление, необходимое для выдавливания материала через мундштук при заданной технологии прессования) , к ней прикладывали крутящий момент 4.кН м с мощностью привода 5,5 кВт и частотой вращения 45 об/мин. При достижении давления подпора, равного 336 кН (что соответствовало уравнению 320 у -0,95:Р), размыкали выход матрицы и вьщавливали материал через мундштук диаметром 150 мм,при этом коэффициент трения между форму емой и формующей поверхностями брали равным 0,08 (пара, сталь - углеграфитовый материал). Давление подпора (нормальная реакция) фиксировали тензодатчиками, установленными на торце пуансона. Тензодатчики размещались зеркаль но клиновой поверхности по окружнос тям диаметром 0,28, 0,15, 0,10 м с интервалом ТГ/2, начиная от начала клиновой поверхности. В плоскости формования давление прессования (усилие) Р со стороны формующей поверхности на формуемую изменялось с углом поворота d формуемой поверхности. 12 80 145 220 336 В процессе прессования матрицу нагревали до температуры 400 К и в таком режиме прессовали. Полученные заготовки диаметром 150 Mi и высотой 400 мм подвергались обжигу до температуры 1623 К в течение 180 ч. П р и м е р 2. При прессовании композиции состава наполнитель (КНПС) 77%±1%, связующее (пек каменноугольньш среднетемпературный) 25,84%±0,5%, пластификатор (олеиновая кислота) 0,16%+0,01% процесс прессования аналогичен примеру 1 за исключением того, что для обеспечения давления материала в матрице, равном 3 МН, к ней прикладывали крутящий момент 36 кН-м с мощностью .привода 45 кВт и частотой вращения 12 об/мин. При достижении давления подпора, равного 3,15 МН, размыкали выход матрицы и выдавливали материал через мундштук. П р и м е р 3. При прессовании порошкообразного материала брали медный порошок ПМС и подавали в матрицу объемом 2,5610 м через зазор в пуансоне 4-10 м при наглухо замкнутом выходе. Необходимое по технологии выдавливания давление материала в матрице брали равным 134 кН. . К матрице прикладывали крутящий момент 2,7 кН-м с мощностью привода 4 кВт и частотой вращения 60 об/мин. При достижении давления подпора, равного 180 кН (143 -0,8 Р), размыкали выход матрицы и вьщавливали материал через мундштук, при этом коэффициент трения брали равным О,.15 (пара, сталь - медь). В процессе прессования были поучены заготовки диаметром 50 мм и высотой 100 мм. После прессования заготовки спекали при температуре 1673 К в течение 6,5 ч. Результаты прессования известным и предлагаемым способами приведены в табл. 1 и 2 (в табл. 1 приведены значения прессования известным и предлагаемым способами композиционного материала, в табл. 2 - порошко образного материала). Как следует из приведенных данных при прессовании изделий предлагаемым способом значительно повышаются механические свойства заготовок, т.е. по сравнению с известным способом предел прочности на сжатие увеличился-в первом примере в 14,4 раза, а во втором - в 8,5, кроме этого, тепло и электропроводность 36,5 и 2,5 раза соотувеличились в ветственно. Использование изобретения позволяет улучшить качество изделий за счет повьш1ения механических свойств таких как прочность на сжатие, изгиб и других, а также за счет повышения тепло- и электропроводности, что обеспечивает снижение брака отпрессованных изделий на 30-40% после спекания (обжига) заготовок. 126 Формула изобретения Способ напрерывного прессования порошков, включающий загрузку порошка в полость матрицы и выдавливание пуансоном, отличающийся тем, что, с целью повьш1ения качества изделий, загрузку порошка осуществляют непрерьшно через пуансон со сквозной полостью при вращении матрицы, перед выдавливанием на выходе матрицы осуществляют подпор, а выдавливание проводят при прикладывании давления по радиусу, причем давление выбирают по формуле 2ТГ R f P(Q)-da, где W - работа, совершаемая в плоскости вьщавливания за один полньш оборот формуемой поверхности относительно формующей, Дж а - угловое перемещение формуемой поверхности относительно формующей, рад; Р(а) - давление выдавливания, прикладываемое по радиусу на бесконечно малую длину, Е; R - радиус пуансона, м. Т а б л и ц а 1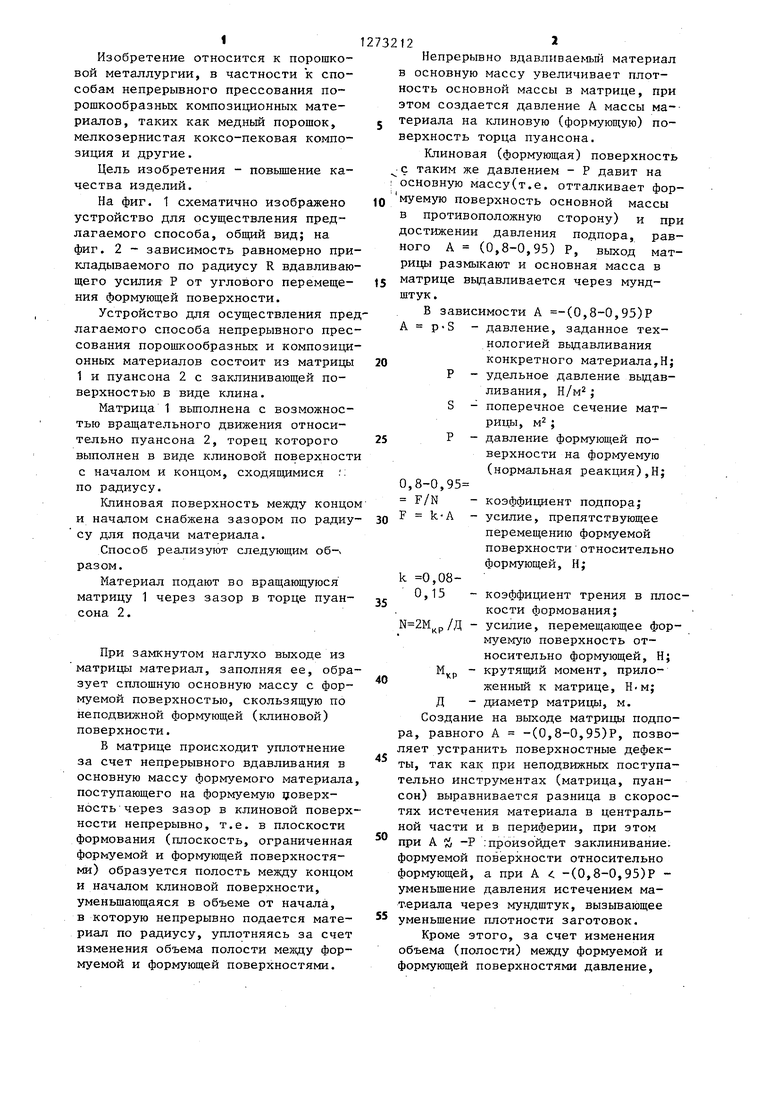
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1987 |
|
RU2101134C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1990 |
|
RU2068750C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1989 |
|
RU2082555C1 |
| Устройство для выдавливания длинномерных изделий из порошка | 1985 |
|
SU1337195A1 |
| Способ изготовления прецизионных полых изделий | 1988 |
|
SU1595616A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1990 |
|
RU2089346C1 |
| Узел штампа для выдавливания | 1985 |
|
SU1348049A1 |
| Пуансон для выдавливания | 1979 |
|
SU876247A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1989 |
|
RU2089345C1 |
| Способ формования заготовок из порошка в оболочке и устройство для его осуществления | 1987 |
|
SU1574370A1 |
изобретение относится к способу непрерьшного прессования порошков. Цель изобретения - повьшение качества изделий. Композиционный материал подают в матрицу через зазор в пуансоне при наглухо замкнутом выходе. К матрице прикладьшают крутящий момент с частотой вращения 45 об/мин. При достижении давления подпора 336 кН размыкают выход матрицы и выдавливают материал. Повьппение качества изделия достигается тем, что загрузку порошка.осуществляют.непрерывно через пуансон со сквозной полостью при вращении матрицы, перед вьщавливанием на выходе матрицы осуществляют подпор, а вьщавливание проводят при прикладывании давления по радиусу, причем давление выбирают 2ГГ § по формуле W R Р{а) da, 2 ил., 2 табл. о СП
00 I V, Р,
Способ м кН
Извест2,56.10- 78 3,1 -10 2,1 -Ю ный
Предлагаемый 2,56-10- 180 8-10 1,8 ю
Примечание, V- объем матрицы; Р усилие вцдавливания; & , 6 - пределы точности на иэгив и сжатие после спекания;6„ , 6 - пределы прочности на изгиб и сжатие до спекания;Л,, Rj - телло и электропроводность после спекания (обжига) соответственно; Д ,R тепло и электропроводность до спекания.
Таблица 2
«,1 Н/м Н/м
| 1971 |
|
SU417242A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ непрерывного прессования порошков и устройство для его осуществления | 1982 |
|
SU1049188A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
