Изобретение относится к обработке металлов давлением, а именно к получению прецизионных полых деталей типа тонкост енных изделий методом вьщавливания.
Цель изобретения - повышение качества получаемых изделий.
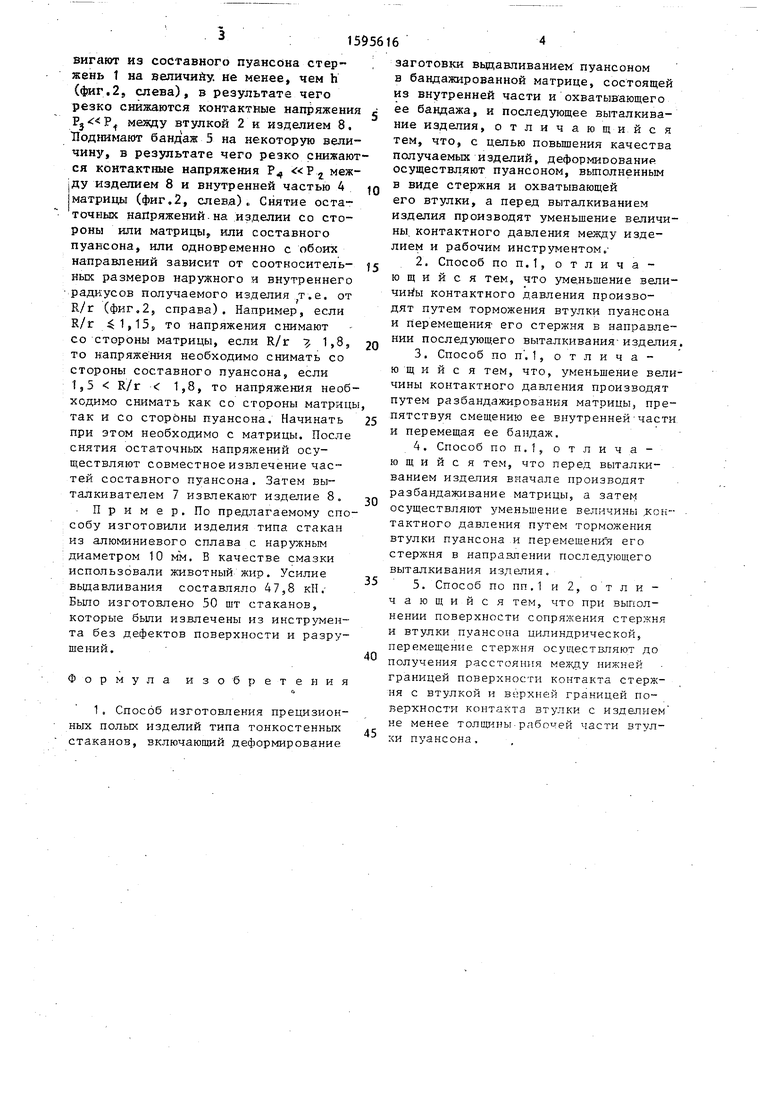
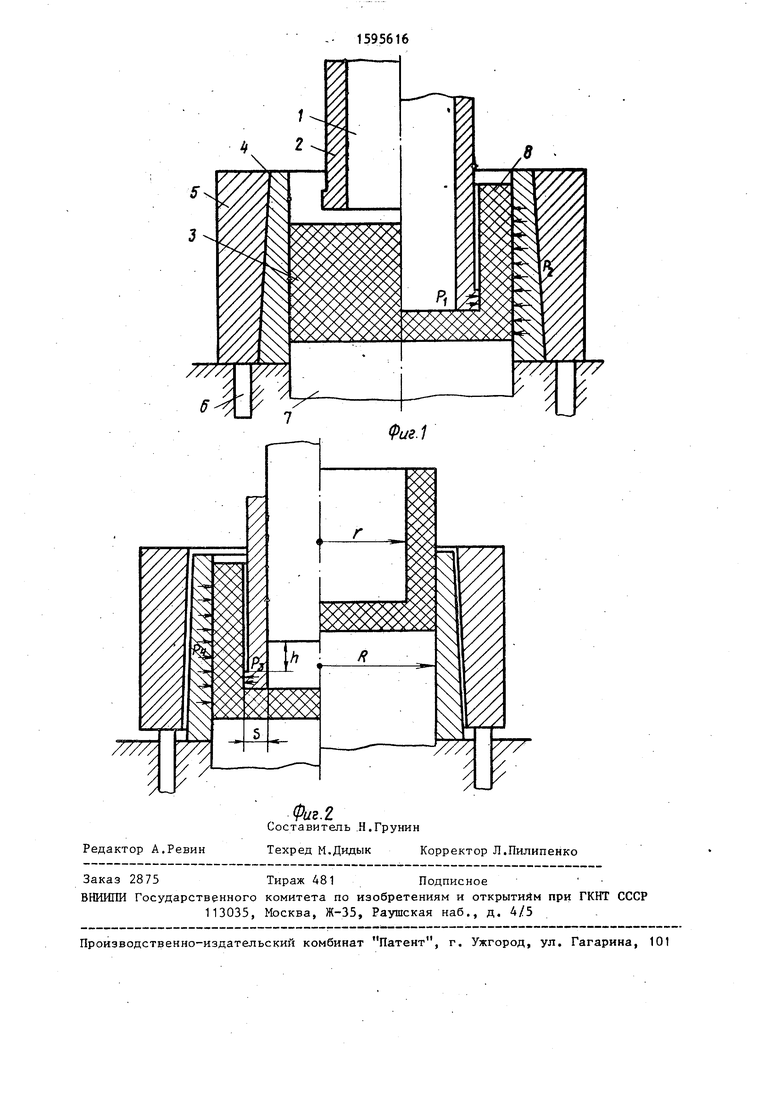
На фиг.1 изображено положение заготовки и инструмента перед началом вьщавливания (слева), справа - окончание вьщавливания, осевое се-. чение; на фиг.2 - положение инструмента и изделия перед началом извле- .чения пуансона из изделия (слева) , справа-извлечение изделия из матрицы.
Способ осутдвствляют следующим образом.
Составной пуансон, выполненный,. (фиг.1) в виде стержня 1 и охватывающей его втулки 2, подводят к матрице, в которую установлена заготовка 3, причем матрица состоит из внут-. ренней части 4 и охватывающего ее бандажа 5, контактирующих между собой по конической поверхности. Бандаж 5 снабжен толкателями 6, а заготовка 3 опирается на выталкиватель 7. Затем производят вьщавливание изделия 8. После окончания .процесса вьщавливаиия инструмент стремится восстановить свои размеры и между ним и изделием есть. остаточные давления Р. и Р (фнг.1, справа), препятствующие cBo6oziii(iNry извлечению качественного изделия. Яия выталкивания изделия без дефектов производят снятие напряженного гостояиие как со стороны составного пуансона, так и со стороны матрицы. . осуществляют отдельно, поочерецио ими одновременно. Вьщ:л
:о ел
05
05
вигают иэ составного пуансона стер- жень 1 на величийу. не менее, чем h (фиг,25 слева), в результате чего резко снижаются контактные напряжени РЗ«Р между втулкой 2 и изделием 8. ТЕодгшмают бандаж 5 на некоторую величину, в результате чего резко снижаюся контактные напряжения Р меж |ду изделием 8 и внутренней частью 4 матрицы (фиг,2, слева). Снятие остаточных напряжений.на изделии со стороны или матрицы, или составного пуансона, или одновременно с обоих направлений зависит от соотноситель- ных размеров наружного и внутреннего радиусов получаемого изделия т.е. от Pv./r (фиг,25 справа). Например, если R/r 41,15, то напряжения снимают со стороны матрицы, если R/r 1,8, то напряжения необходимо снимать со стороны составного пуансона, если 1,5 R/r 1,8, то напряжения необходимо снимать как со стороны матрицы так и со стороны пуансона. Начинать при этом необходимо с матрицы. После снятия остаточных напряжений осуществляют совместное извлечение частей составного пуансона. Затем выталкивателем 7 извлекают изделие 8.
П р и м е р. По предлагаемому способу изготовили изделия типа стакан из алюминиевого сплава с наружным диаметром 10 мм. В качестве смазки использовали животный жир. Усилие вьщавливания составляло 47,8 кН,- Было изготовлено 50 шт стаканов, которые были извлечены из инструмента без дефектов поверхности и разрушений.
Формула изобретения
1. Способ изготовления прецизионных полых изделий типа тонкостенньк .г
43
стаканов, включающий деформирование
с дjc 20 25 о
0
.г
3
заготовки выдавливанием пуансоном в бандажированной матрице, состоящей из внутренней части и охватывающего ее бандажа, и последующее выталкивание изделия, отличают и, йс я тем, что, с целью повьщ1ения качества получаемых изделий, деформирование осуществляют пуансоном, выполненным в виде стержня и охватывающей его втулки, а перед выталкиванием изделия производят уменьщение величины, контактного давления между изделием и рабочим инструментом.
2.Способ ПОП.1, отличающийся тем, что уменьшение вели- чин(ы контактного давления производят путем торможения втулки пуансона и перемещения его стержня в направлении последующего выталкивания-изделия.
3.Способ по п . 1, о т л и ч а ю щ и и с я тем, что, уменьшение величины контактного давления производят путем разбандажирования матрицы, препятствуя смещению ее внутренней-части и перемещая ее бандаж.
4.Способ поп,1, отличающийся тем, что перед выталки- ванием изделия вначале производят разбандаживание матрицы, а затем осуществляют уменьшение величины ,кок- . тактного давления путем торможения втулки пуансона и перемещения его стержня в направлении последующего выталкивания изделия.
5.Способ по ПП.1 и 2, отличающийся тем, что при выполнении поверхности сопряжения стержня и втулки пуансона цилиндрической, перемещение стержня осуидествляют до получения расстояния между нижней границей поверхности контакта стержня с втулкой и верхней границей поверхности контакта втулки с изделием не менее толщины-рабочей части втулки пуансона.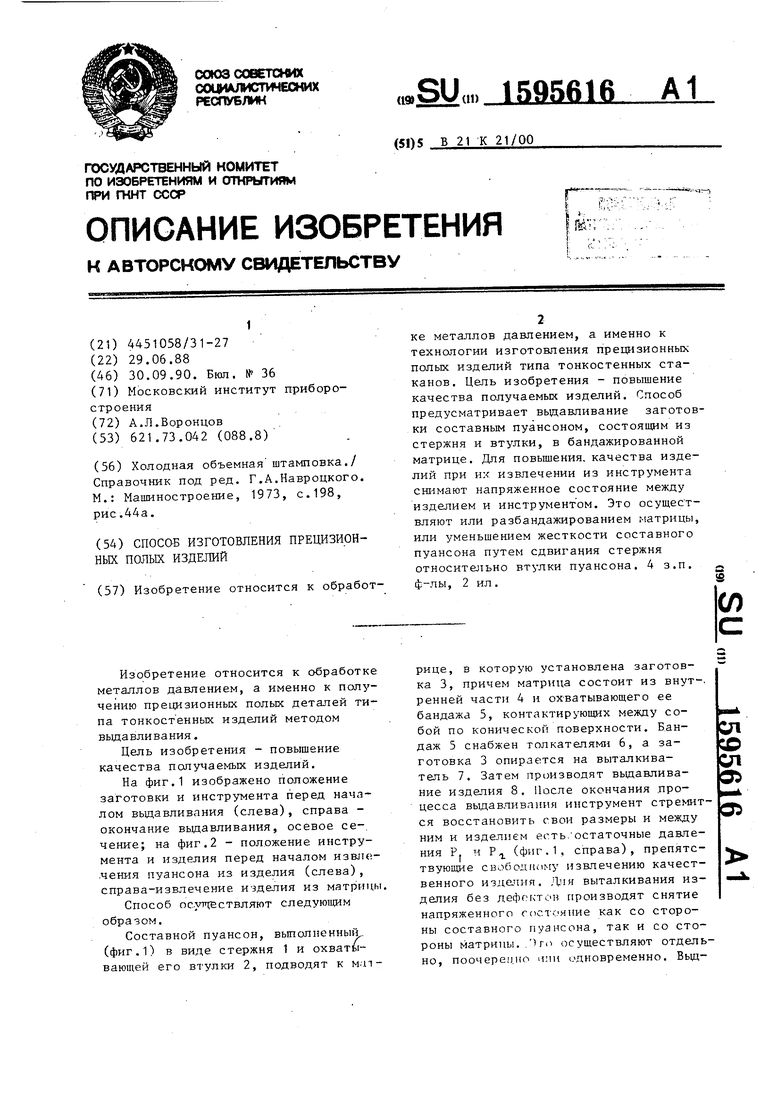
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий типа стержня с фланцем | 1979 |
|
SU1171174A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Штамп для выдавливания стержневых деталей | 1985 |
|
SU1303245A1 |
| Способ получения деталей с глубокими полостями | 1991 |
|
SU1821287A1 |
| Штамп для выдавливания полых деталей и способ его настройки | 1984 |
|
SU1181770A1 |
| Штамп для объемной штамповки | 1985 |
|
SU1232355A1 |
| Матричный узел к штампу для холодного выдавливания | 1980 |
|
SU1006024A1 |
| Штамп для выдавливания деталей типа ролика | 1985 |
|
SU1276415A2 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Способ изготовления бандажированных матриц | 1977 |
|
SU727276A1 |
Изобретение относится к обработке металлов давлением, а именно к технологии изготовления прецизионных полых изделий типа тонкостенных стаканов. Цель изобретения - повышение качества получаемых изделий. Способ предусматривает выдавливание заготовки составным пуансоном, состоящим из стержня и втулки, в бандажированной матрице. Для повышения качества изделий при их извлечении из инструмента снимают напряженное состояние между изделием и инструментом. Это осуществляют или разбандажированием матрицы, или уменьшением жесткости составного пуансона путем сдвигания стержня относительно втулки пуансона. 4 з.п. ф-лы, 2 ил.
| Холодная объемная штамповка./ Справочник под ред | |||
| Г.А.Навроцкого | |||
| М.: Машиностроение, 1973, с.198, рис.44а. |
