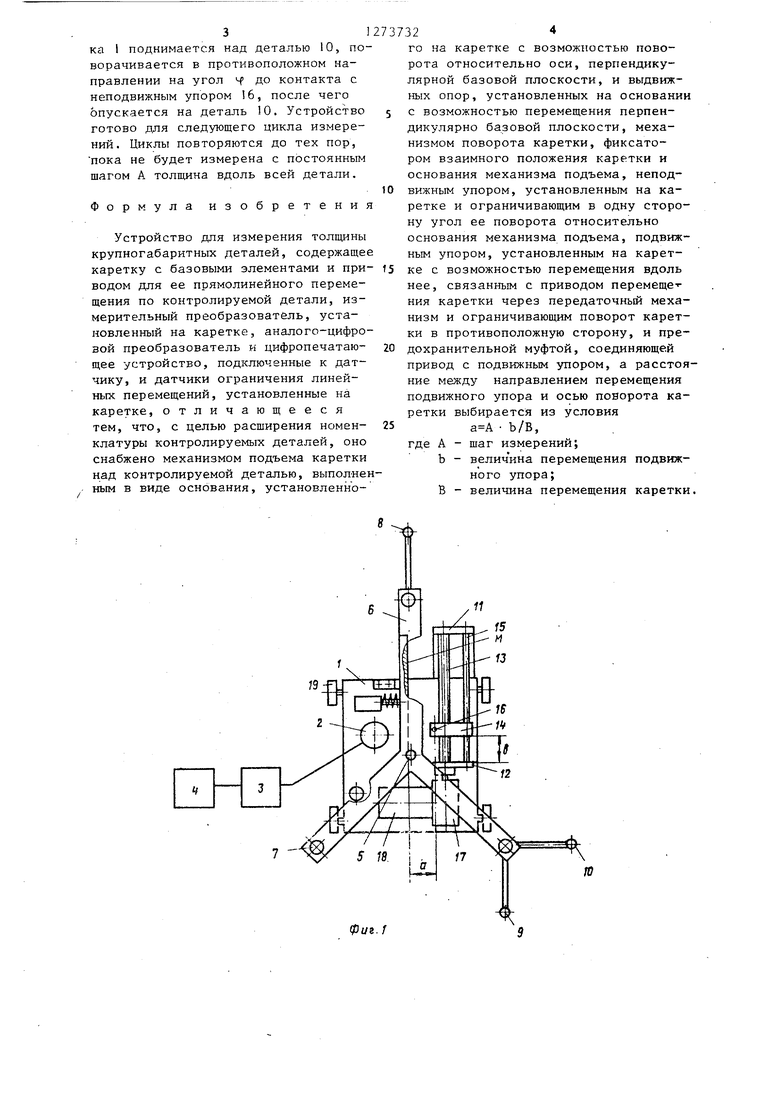
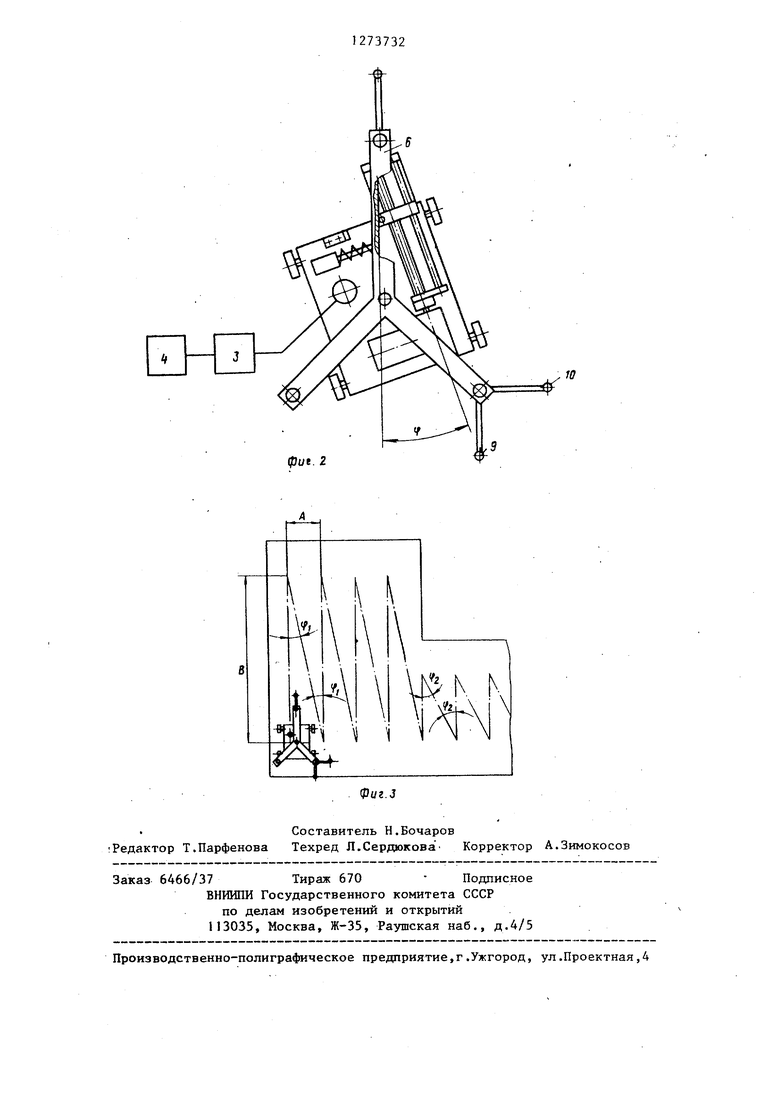
Изобретение относится к техническим измерениям, а именно к измерению линейных размеров (толщины или ширины) на детали через определенньй шаг. Целью изобретения является расширение номенклатуры контролируемых деталей за счет возможности измерения крупногабаритных деталей сложной формы с изменяюш;ейся толщиной. На фиг.1 представлено предлагаемое устройство, общий вид;нафиг.2то же, с повернутой кареткой; на фиг.З - схема перемещения устройства по детали при измерении. Устройство содержит каретку 1 с базовыми элементами 2, которыми в данном случае являются -колеса, и при водом 3, обеспечивающим совместно с базовыми элементами прямолинейное перемещение каретки 1. На каретке 1 установлен измерительный преобразователь 4, который в случае измерения толщины детали является датчико неразрушающего контроля толщины, а случае измерения ширины детали явля ется датчиком линейных перемещений подключенными к, нему аналого-цифровым преобразователем 5 и цифропечатающим устройством 6. С кареткой 1 соединены датчики 7-9 ограничения линейных перемещений. Устройство снабжено механизмом подъема каретки над контролируемой деталью 10 (фиг.З), выполненным в виде бснования 11, установленного н каретке 1 с возможностью поворота относительно оси 12, с выдвижными опорами 13. Устройство также снабже но механизмом 14 поворота каретки, фиксатором 15 взаимного положения каретки 1- и основания 11 механизма подъема, неподвижным упором 16, под вижным упором 17, установленнымс возможностью перемещения вдоль каретки 1 от привода 3 через предохр нительную муфту I8 и винтовой пере даточный механизм 19. Расстояние а между направлением перемещения подвижного упора 17 и осью 12 поворота каретки 1 выбирае ся из условия а А Ь/В, где А - шаг измерений; b - величина перемещения подви ного упора; В - величина перемещения карет 2 Устройство работает следующим образом . Перед измерением устройство устанавливают в углу измеряемой детали 10 таким образом, чтобы перемещение каретки 1 было или параллельно краю етали, или перпендикулярно той стороне детали, от которой измеряется толщина (или ширина) детали. Включат привод 3, и каретка 1 прямолинейно перемещается по детали 10 до тех пор, пока датчик 8 не достигает края детали, после чего каретка 1 останавивается. Во время прямолинейного движения каретки 1 преобразователем 4 измеряется толщина детали (или веичина перемещения каретки 1 по измеряемой детали). Сигнал с преобразователя поступает на аналоговый преобразователь 5 и далее на цифропечатающее устройство 6. Одновременно с движением каретки 1 происходит перемещение подвижного упора 17, связанного через винтовой передаточный механизм 19 и предохранительную муфту 18 с приводом 3. Перемещение упора прямо пропорционально перемещению каретки. После останова каретки 1 у противоположной стороны детали 10 выдвигаются опоры 13, и основание 1I механизма подъема каретки вместе с кареткой 1 поднимается над деталью 10, включается механизм 14 поворота каретки и происходит ее поворот на угол Ч до соприкосновения подвижного упора 17 с опорной плоскостью М основания 11. Угол поворота Y функционально зависит от расстояния В, пройденного кареткой, и обеспечивает постоянство шага А при проведении измерений . После поворота на угол4 взаимное положение каретки и основания закрепляется фиксатором 15, опоры 13 вдвигаются в основание II, и каретка 1 опускается на деталь 10. Включается привод 3, на который предварительно подается команда Реверс, и начинается прямолинейное перемещение каретки в обратном направлении до тех пор, пока датчик 9 не достигнет края детали и каретка 1 не остановится . Так как длина обратного пути каретки 1 больше прямого (по гипотенузе треугольника), то после возвращения подвижного упора 17 на исходные , позиции срабатывает предохранительная муфта 18. Остановившаяся каретка 1 поднимается над деталью 10, по ворачивается в противоположном направлении на угол ч до контакта с неподвижным упором 16, после чего опускается на деталь 10. Устройство готово ДД1Я следующего цикла измерений. Циклы повторяются до тех пор, пока не будет измерена с постоянным шагом А толщина вдоль всей детали. Формула изобретени Устройство для измерения толщины крупногабаритных деталей, содержаще каретку с базовыми элементами и при водом для ее прямолинейного перемещения по контролируемой детали, измерительный преобразователь, установленный на каретке, аналого-цифро вой преобразователь и цифропечатающее устройство, подключенные к датчику, и датчики ограничения линейных перемещений, установленные на каретке, отличающееся тем, что, с целью расщирения номенклатуры контролируемых деталей, оно снабжено механизмом подъема каретки над контролируемой деталью, выполне ным в виде основания, установленного на каретке с возможностью поворота относительно оси, перпендикулярной базовой плоскости, и выдвижных опор, установленных на основании с возможностью перемещения перпендикулярно базовой плоскости, механизмом поворота каретки, фиксатором взаимного положения каретки и основания механизма подъема, неподвижным упором, установленньм на каретке и ограничивающим в одну сторону угол ее поворота относительно основания механизма подъема, подвижным упором, установленным на каретке с возможностью перемещения вдоль нее, связанным с приводом перемещения каретки через передаточный механизм и ограничивающим поворот каретки в противоположную сторону, и предохранительной муфтой, соединяющей привод с подвижным упором, а расстояние между направлением перемещения подвижного упора и осью поворота каретки выбирается из условия Ь/В, где А - шаг измерений; b - величина перемещения подвижного упора; В - величина перемещения каретки.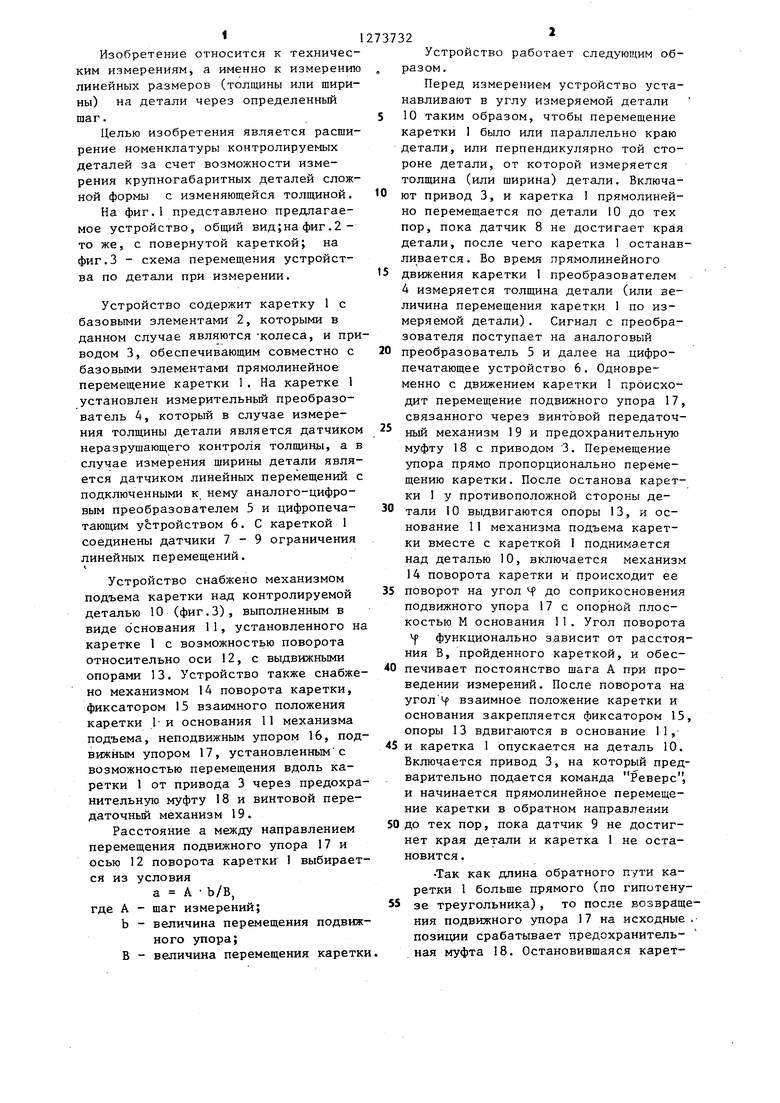
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и сортировки многогранных пластин | 1981 |
|
SU1079309A1 |
| Устройство для контроля толщины стравливаемого слоя | 1986 |
|
SU1326883A1 |
| СПОСОБ КОНТРОЛЯ БИКОНИЧЕСКИХ ПОВЕРХНОСТЕЙ НА ДЕТАЛИ | 1994 |
|
RU2086910C1 |
| Устройство для контроля линейных размеров детали | 1989 |
|
SU1657938A1 |
| Устройство для погруппового завинчивания предварительно наживленных деталей | 1982 |
|
SU1093463A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РОТОРНЫМ ЭКСКАВАТОРОМ | 2023 |
|
RU2817340C1 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2178140C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ НОМИНАЛЬНО КРУГЛОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158895C1 |
| ОПТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2000 |
|
RU2181190C2 |
| Установка контроля базового среза полупроводниковых пластин | 1991 |
|
SU1771006A1 |
Изобретение относится к техническим измерениям. Целью изобретения является расширение номенклатуры контролируемых деталей за счет возможности измерения крупногабаритных деталей сложной формы с изменяющейся толщиной. Устройство содержит каретку с базовыми элементами и установленным на ней датчиком линейных перемещений. Каретка, помещенная на край измеряемой детали в начальную точку отсчета, перемещается прямолинейно при помощи привода, установленного на ней. Перемещение происходит до тех пор, пока каретка, достигнув противоположного края детали, не остановится по сигналу датчика ограничения перемещений. Далее каретка поднимается над деталью при помощи механизма подъема и поворачивается механизмом- поворота на угол Ч , функционально связанный с пройденным кареткой расстоянием. Угол поворота ограничивается подвижным упором, установленным на каретке, перемещение которого связано с перемещением каретки. Далее каретка опускается на ю деталь и перемещается в обратную сто(Л рону под углом Ч к первоначальному направлению перемещения, пока не достигнет края детали и не остановится. Затем происходит подъем каретки, ее поворот в противоположном направлении на тот же угол Ч , опускание на деталь, и весь цикл измерения повts:) торяется требуемое число раз. 3 ил. оо i |СО |ГО
| Технический отчет по работе, инв | |||
| Микрометр для точных измерений | 1931 |
|
SU26445A1 |
| Научно-исследовательский институт технологии и организации производства НИАТ. | |||
