1 Изобретение относится к электротехнике и может быть использовано для индивидуального привода валков клети листового прокатного стана, работающего в режиме так называемой асимметричной прокатки. Целью изобретения является улучшение плоскостности прокатываемых полос путем повьшения точности регулирования. На чертеже представлена схема электропривода. Электропривод содержит ведущий и ведомый двигатели постоянного тока 1 и 2, соответственно подключенные к тиристорным преобразователям 3 и 4, входы которых соединены с выходами регуляторов 5 и 6 тока, одними входами связанных с выходами датчиков тока 7 и 8 якоря упомянутых двигателей, а вторым входом регулятор тока 5 соединен с выходом регулятора 9 частоты вращения, первый Вход которого подключен к первому входу одноименного регулятора 10 и к выходу общего для обоих двигателей задат чика 11 частоты вращения, а вторые входы регуляторов 9 и Ю подсоединены соответственно к выходам датчиков частоты вращения 12 и 13 ведомо го и ведущего электродвигателей. В многодвигательный электропривод дополнительно введены два блока пер ключения 14 и 15 задания тока, датчик 16 статической нагрузки, множительный блок 17, задатчик долевого коэффициента 18, причем второй и тр тий входы регулятора тока 6 соответ ственно соединены с выходами блоков переключения 14 и 15, одни входы которых подключены к датчику 16, другим входом блок 14 подсоединен к выходу регулятора 10 частоты вращ ния, а блок 15 другим входом связан с выходом множительного блока 17, первый вход которого соединен с выходом задатчика 18, а второй вход с выходом регулятора 9 частоты вращения . Электропривод работает следующим образом. На холостом ходу системы управле ния ведущим и ведомым электродвигателями идентичны. С помощью блока переключения 14 второй вход регулятора 6 тока подключен к выходу регу лятора 10 частоты вращения. При это третий вход регулятора 6 посредство блока переключения 15 отсоединен от 13.2 выхода множительного блока 17. Уставка частоты вращения обоих электродвигателей задается одинаковой с помощью задатчика 11, к выходу которого подключены задающие входы регуляторов 9 и 10 частоты вращения. В итоге, на холостом ходу оба двигателя управляются индивидуальными системами регулирования частоты вращения, каждая из которых содержит контур скорости и подчиненный ему внутренний контур тока якоря. При этом частота вращения холостого хода обоих двигателей одинакова, а уровень ее определяется величиной общей уставки на задающих входах регуляторов 9 и 10. При появлении статической нагруз ки блок переключения 14 отключает второй вход регулятора 6 тока от регулятора 10 частоты вращения, одноН временно блок переключения 15 подключает к третьему входу 15егулятора 6 выход множительного блока 17. Управляются блоки 14 и, 15 датчиком 16 нагрузки. В результате на задающем входе регулятора 6 тока действует выходной сигнал множительного блока 17, представляющий собой долю от заданного значения тока двигателя ведущего электропривода. Эта доля устанавливается задатчиком 18. В зависимости от сортамента прокатываемого материала (геометрических размеров проката, физико-химические свойства металла) рассчитывается нужное соотношение мощностей ведущего и ведомого электродвигателей, а это определяет долю тока задания ведомого электродвигателя. Таким образом, система управления двигателем ведомого валка при прокатке работает в режиме регулирования тока. При этом поддерживается постоянство отношения токов электродвигателей, соответствующее заданному отношению их мощностей. Формула изобретения Способ управления многодвигательным электроприводом постоянного тока лист.ового прокатного стана, заключающийся в том, что задают и поддерживают требуемое отношение мощностей ведомого и ведущего электродвигателей в системах подчиненного регулйрования частоты вращения, отличающийся тем, что, с целью повьшения точности регулирования, предварительно формируют уставку тока ведомого электродвигателя в 5 виде доли от заданного значения тока ведущего электродвигателя, а в момент 1274 134 приложения статической нагрузки к электроприводу выводят из работы контур регулирования частоты вращения ведомого электродвигателя и одновременно в контур регулирования тока ведомого электродвигателя вводят указанную, уставку.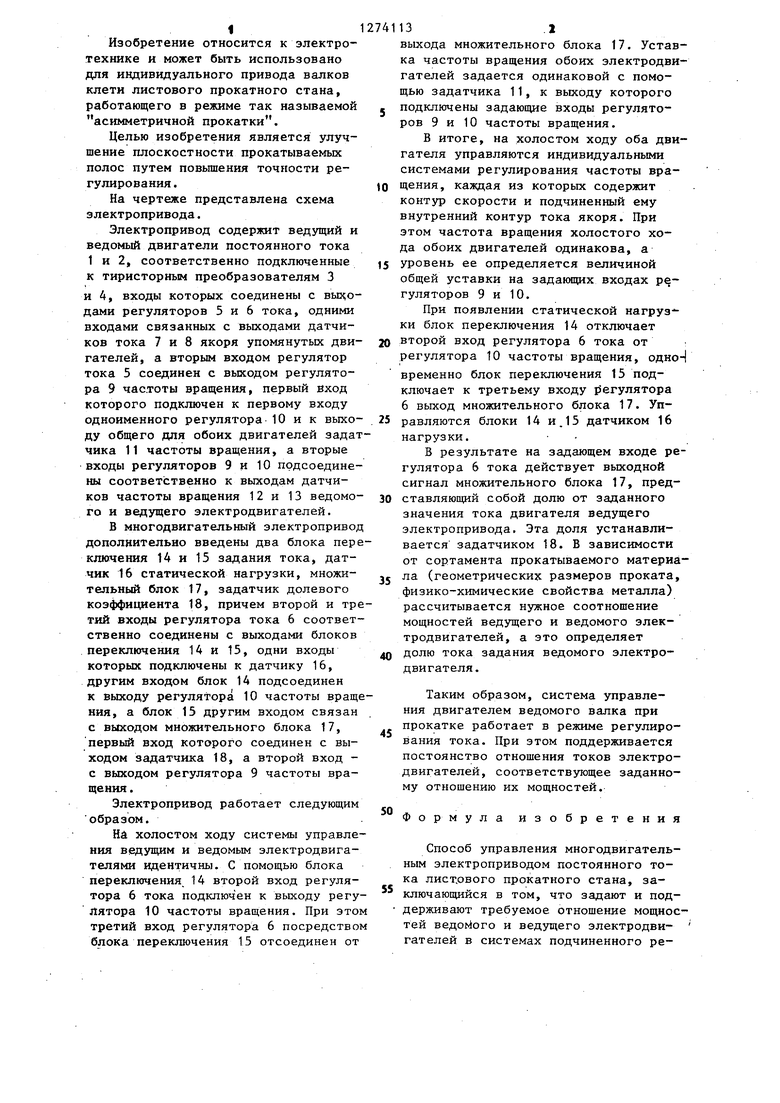
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ МНОГОДВИГАТЕЛЬНЫМ ЭЛЕКТРОПРИВОДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2074503C1 |
| Устройство для позиционного управления электроприводом постоянного тока | 1981 |
|
SU1003286A1 |
| Многодвигательный электропривод | 1985 |
|
SU1348979A1 |
| Устройство для регулирования натяжения полосового материал | 1976 |
|
SU568471A1 |
| Многодвигательный электропривод | 1991 |
|
SU1774457A1 |
| Многодвигательный электропривод поточной линии | 1977 |
|
SU858196A1 |
| Многодвигательный электропривод | 1984 |
|
SU1166649A1 |
| Устройство для автоматического запуска и регулирования уровня жидкого металла в кристаллизаторе машины непрерывного литья стали | 1978 |
|
SU730460A1 |
| МНОГОДВИГАТЕЛЬНЫЙ ЧАСТОТНО-РЕГУЛИРУЕМЫЙ ЭЛЕКТРОПРИВОД | 2006 |
|
RU2326488C1 |
| Устройство управления электроприводом обжимного реверсивного прокатного стана | 1976 |
|
SU671890A1 |
Изобретение относится к электротехнике и может быть использовано в системах регулирования прокатных станов. Улучшение плоскостности прокатываемых полос путем повьппения точности регулирования обеспечивается за счет того, что предварительно формируют уставку тока, ведомого электродвигателя в виде доли от заданного значения тока ведущего электродвигателя, а в момент приложения статической нагрузки к электроприводу выводят из работы контур регулирова-. W НИН частоты вращения ведомого электродвигателя и одновременно в контур регулирования тока ведомого электродвигателя вводят указанную уставку. 1 ил. 1С 4
| Устройство для автоматического регулирова-Ния фОРМы МЕТАлличЕСКОй пОлОСы | 1978 |
|
SU845758A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Митьев А.П | |||
| и др | |||
| СПОСОБ И АППАРАТ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ ЩЕЛОЧНЫХ МЕТАЛЛОВ | 1924 |
|
SU3600A1 |
| Сб.: Усовершенствование технологии производства толстолистовой стали | |||
| М.: Металлургия, 1981 | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
