Изобретение относится к прокатному производству, в частности к технлогии получения травленого листовог проката.
Цель изобретения - улучшение качества поверхности травленой полосы путем стабилизации интенсивности стравливания окалины при постоянной скорости движения полосы через травильньй агрегат.
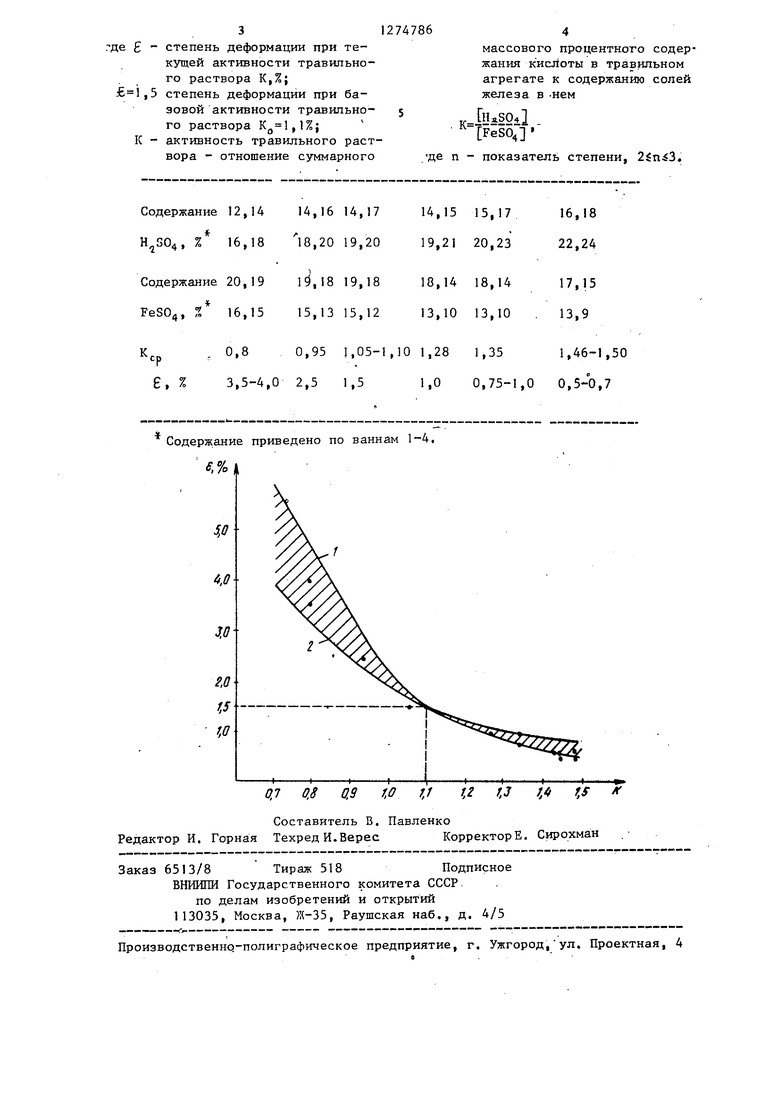
На чертеже показана зависимость необходимых значений степени деформации при дрессировке в процессе травления от текущих значений активности травильного раствора.
Способ осуществляется следующим образом.
При травлении горячекатаных низколегированных полос на постоянной .скорости в травил-ьном агрегате, состоящем из дрессировочной клети и травильных сернокислотных ванн, по мере изменения активности раствора в ваннах в пределах 1,8-0,7 (понижения или повышения) производят соответствующее изменение степени деформации при дрессировке в пре делах 0,5-5% (увеличение или снижение) в соответствии с зависимость
с f )
где - степень деформации при текзШ1ей активности травильного раствора . Q- степень деформации при базовой активности тра вильного раствора,.KQ, %; К - активность травильного раст вора - отнощение cyMivtapHoro массового процентного содержания кислоты во всех ваннах к содержанию солей железа в них
.iSOj
К CFeSO,
п показатель степени, . ;При травлении низкоуглеродистой полосовой стали целесообразно принять базовые значения ,1 и 1,3%.-Значение показателя степени п находится в пределах 2-3 (кривая 1 - кривая 2 - ).
При таком способе травления интенсивность стравливания: окалины по
747862
мере изменения акт:лвности. травильного раствора сохраняется постоянной. Способ травления подката толщиной |2-2/5 мм из сталей Ст.1 ки и 08 ки 5 опробовали в условиях травильного агрегата цеха холодной прокатки при скорости движения полосы через агрегат 120-125 м/мин.
Содержание серной кислоты и со10 лей железа в ваннах и соответствующие им степени деформации при дрессировке приведены на чертеже точками и в таблице.
Температура раствора поддерживает15 ся постоянной.
При осущ,ествлении процесса травления по .указанным режимам дефекты травления (недотрав,перетрав) на поверхности травяного горячекатано20 5ГО листа отсутств пот.
При активности раствора 0,8-0,85 и степени деформации в пределах f 1-1,5% наблюдаются недотравы. При ,4 и 3% возможны перетравы поверхности полосы.
Предлагаемый способ травления по. лосы позволяет получать качественную поверхность горячекатаной полосы в условиях необходимости срхранения постоянной скорости движения ее через травильный агрегат.
Формула изобретения
Способ травления горячекатаной низкоуглеродистой полосы, включающий дресс1 1ровку полосы со степенью
деформации в пределах 0,5-5,0%,
травление в растворе серной кислоты, коэффициент активности которого изменяется в пределах 1,8-0,7, отличающийся тем, что, с
целью улучщения качества поверхности тpaвo eнoй полосы путем стаби-. лизации интенсивности стравливания окалины при постоянной скорости дв-ижения полосы через травильный агрегат, в процессе травления степень деформации увеличивают (уменьшают) по мере соответственно снижения (повышения) коэффициента активности травильного раствора в соответствии
с зависимостью
р,р
7де - степень деформации при текущей активности травильного раствора К,%;
1,5 степень деформации при базовой активности травильного раствора ,1%; К - активность травильного раствора - отношение суммарного
массового процентного содержания кислоты в травильном агрегате к содержанию солей железа в -нем
„йизоч
iFeSOj
де п - показатель степени, 2$ni3,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДРЕССИРОВКИ СТАЛЬНЫХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2012 |
|
RU2492006C1 |
| СПОСОБ ДРЕССИРОВКИ ГОРЯЧЕКАТАНОГО СТАЛЬНОГО ЛИСТА | 2001 |
|
RU2183515C1 |
| СПОСОБ ПОДГОТОВКИ К ТРАВЛЕНИЮ ГОРЯЧЕКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2001 |
|
RU2183516C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2000 |
|
RU2191080C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 1999 |
|
RU2164248C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ОЦИНКОВАННОГО АВТОЛИСТА | 2007 |
|
RU2354466C1 |
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ: | 1973 |
|
SU378270A1 |
| Способ производства горячекатаной полосы из малоуглеродистой стали | 1990 |
|
SU1752793A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ВЫРУБКИ МОНЕТНОЙ ЗАГОТОВКИ | 2012 |
|
RU2487176C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2012 |
|
RU2479641C1 |
Изобретение относится к прокатuoiJry производству, в частности к технологии получения травленого листового проката. Целью изобретения является улучшение качества поверхности травленой полосы путем стабилизации интенсивности стравливания окаЛ1оа 1 при постоянной скорости движения полосы через травильный агрегат. Согласно изобретению процесс травления осуществляется в травильном агрегате, содержащем дрессировочную клеть и сернокислотные ванны. При этом в процессе травления полоса движется с постоянной скоростью, а по мере изменения активности раствора К в ваннах в пределах 1,8-0,7 (пония енйя или повьпления) произвоё дят соответствующее изменение степени деформации при дрессировке (Л впределах 0,5-5% (увеличение или снижение) в соответствии с зависимостью 1,5 
| Беняковский М.А., Иазур В.Л., Мелешко В.И | |||
| Производство автомобильного листа | |||
| - М.: Металлургия, 1979, с | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| Мелешко В.И | |||
| Качайлов А.П., МаЗУР В.Л | |||
| Прогрессивные методы прокатки и отделки листовой стали, - М.: Металлургия, 1980, с | |||
| Вагонный распределитель для воздушных тормозов | 1921 |
|
SU192A1 |
