Изобретение относится к обработке металлов давлением и может быть использовано для измерения углов загиба при гибке на валковых машинах. Цель изобретения - повышение точности гибки в результате возможности измерения yi-.TOB непрерывно в пропессе гибки-прокатки II чменьшение воздействия измерителя на изгибаемую деталь. На чертеже изображена схема установки измерителя углов гибки на гибочной валковой машине. На станине 1 машины установлены в неподвижных опорах 2 и 3 боковые валки 4 и 5, а также неподвижная часть 6 измерителя углов гибки. В дугообразном пазе 7 неподвижной части в направляющих роликах 8 установлен дугообразный ползунок 9 с контактным элементом 10, выполненным в виде свободно вращающегося ролика или Н1арика, контактирующего с изгибаемой заготовкой. В неподвижной части 6 смонтирован контактирующий с дугообразной поверхностью ползунка 9 фрикционный ролик 11, подпружиненный спиралевидной пружиной 12, один конец которой прикреплен к оси ролика 1 1, а другой - к неподвижной части 6. С осью ролика 11 жестко связан датчик 13 угловых перемещений, выполненный в виде новоротного трансформатора или индукционного редуксина. На неподвижной части 6 и на конце дугообразного ползунка 9 установлены опорные ролики 14 и 15, контактирующие с боковым валком. Измеритель углов гибки устанавливают в следующим образом. На боковые валки 4 и 5 кладут эта.юн плоскости, например плоский лист. К боковому валку 4 подводят измеритель до плотного линейного касания с поверхностью валка опорными роликами 14 и 15, при этом неиодвижную часть 6 измерителя ориентируют и крепят к станине машины так, чтобы при расфиксированном ду1Ообразном нолзупке 9 в момент касания его плоскости листа посредством контактного ;)лемента 10 датчик угловых перемещений показывал нулевое значение. В процессе гибки измерение углов iipoисходит следующим образом. Первоначально плоскую заготовку укладывают на боковые валки 4 и 5, при этом дугообразный ползунок приводят в нижнее положение. Носле этого нажимной валок опускают до определенного расстояния между валками и заготовка изгибается. Причем нод действием усилия раскручивания пружины 12, которая создает момент кручения ролика 11 относительно своей оси, и ввиду плотного прилегания его к дугообразной поверхности ползунка, последний пере.мещается вслед за заготовкой в верхнее положение. Величину углового перемещения дугообразного ползунка, соответствующую углу загиба а кромки заготовки, фиксируют, замеряя датчиком 13 угловых перемещений угловые перемещения ролика 11 относительно своей оси. Далее это значение умножают на коэффициент пропорциональности, равный откощению r/R (где R - радиус внешней дугообразной поверхности ползунка 9, г - радиус фрикционного ролика 11). Таким образом, в любой момент гибки при помощи предлагаемого измерителя можно определять углы загиба заготовки, что позволяет следить за процессом формообразования детали и активно им управлять, добиваясь нужного угла загиба. Точность измерения, от которой зависит точность гибки, в предлагаемом измерителе определяют выбранная схема перемещения измерительного контакта элемента вслед за объектом измерения и используемый в измерителе датчик угловых измерений. При этом не надо производить сложных преобразований замеренного датчиком значения углового смещения ролика 11 в угловые смещения дугообразного ползунка 9. Коэффициент пропорциональности r/R представляет собой постоянную величину. Поэто.му сигнал датчика угловых перемещений можно скорректировать просто, введя коррекцию в используемое устройство преобразования электрического сигнала датчика, например, в цифровые на цифровом табло или в двоично-десятичный код для использования его в системах управления. В качестве устройства преобразования электрического сигнала датчика можно применить аналого-цифровой омметр, который имеет индикаторное цифровое табловысвечивания результатов измерения и выходной канал для передачи сгенерированного сигнала в двоично-десятичном коде. В качестве датчика угловых перемещений можно использовать поворотные трансформаторы, редуктосипы, индуктосины и др. Точность измерения данных датчиков довольно высокая (погрешность измерения не более десяти угловых секунд). Поэтому предлагаемый измеритель, установленный на гибочной мащине, пов)1щает точность измерения углов гибки. Усилие давления контактного элемег;та на заготовку можно установить минимальным, регулируя его при помощи спиралевидной пружинки. Поэтому возникновение погрешности измерения за счет этого практически не наблюдается. Кроме того, простота установки и настройки предлагаемого угломера на гибочном оборудовании позволяет внедрить его в производство с наименьшими затратами, дает возможность автоматизации процесса управления. Формула изобретения Измеритель углов гибки д, НОИ машины с установленными в
ных опорах боковыми валками, содержащий закрепленную на опоре валка неподвижную часть и подвижную часть, установленную с возможностью контактирования с заготовкой и поворота вокруг оси бокового валка, отличающийся тем, что, с целью повышения точности измерения, подвижная часть измерителя выполнена в виде подпружиненного ползунка дугообразной формы, установленного с возможностью качательного перемещения вокруг оси бокового валка, а в неподвижной части выполнен криволинейный паз, эквидистантный поверхности валка, для размещения этого ползунка, при этом измеритель снабжен датчиком угловых перемещений и фрикционным
роликом, на оси которого жестко закреплен датчик и который установлен с возможностью взаимодействия с ползунком.
2.Измеритель по п. 1, отличающийся тем, что, с целью сокращения времени его установки, он снабжен двумя опорными роликами, выполненными с возможностью взаимодействия с боковым валком, один из которых смонтирован на неподвижной части, а другой - на ползунке.
3.Измеритель по п. 1, отличающийся тем, что контактирующий элемент выполнен в виде ролика, а датчик угловых перемещений - в виде поворотного трансформатора.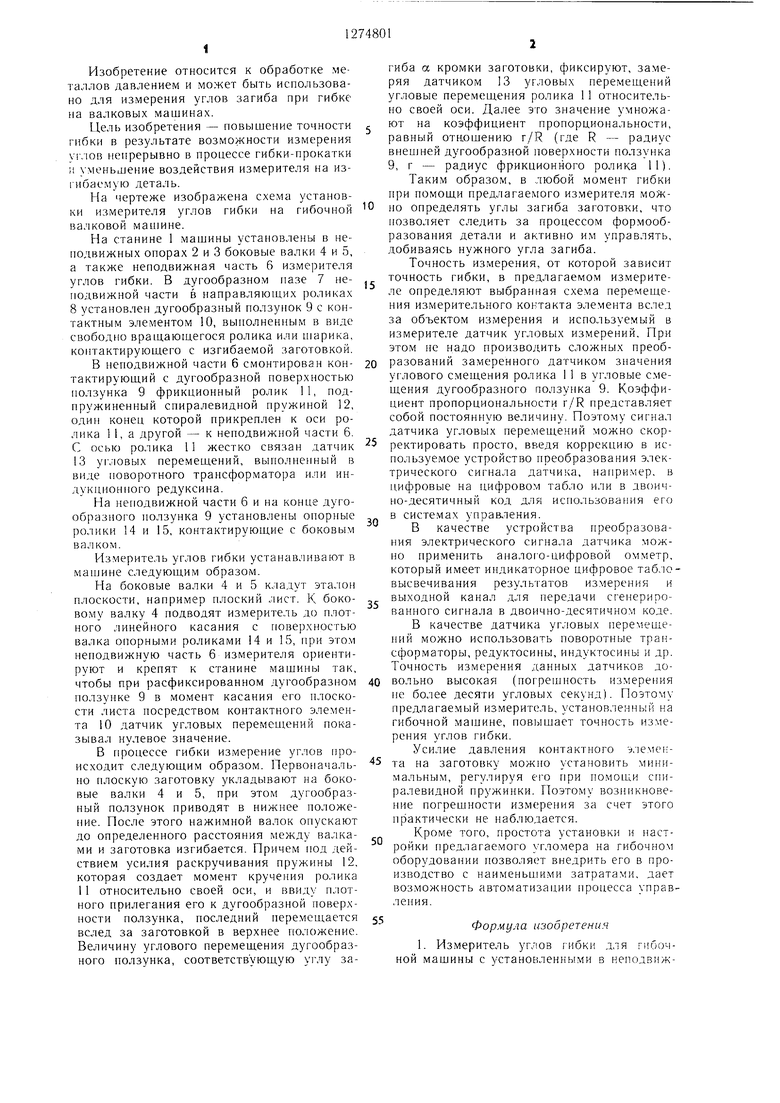
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2095174C1 |
| Способ автоматического управления процессом гибки листов | 1984 |
|
SU1232327A1 |
| Листогибочная валковая машина | 1976 |
|
SU715173A1 |
| Устройство для измерения углов | 1985 |
|
SU1278061A1 |
| Устройство для измерения углов | 1984 |
|
SU1214272A1 |
| СПОСОБ УПРАВЛЕНИЯ ВАЛКОВЫМ ГИБОЧНЫМ СТАНКОМ ДЛЯ НЕПРЕРЫВНОЙ ГИБКИ УДЛИНЕННОЙ ЗАГОТОВКИ С ПЕРЕМЕННЫМ РАДИУСОМ КРИВИЗНЫ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2497620C2 |
| Способ формообразования гибкой-прокаткой изделий из листового металла и устройство для его осуществления | 1988 |
|
SU1569053A1 |
| Способ гибки изделий переменной кривизны и устройство для его осуществления | 1985 |
|
SU1355318A1 |
| Способ определения радиуса остаточной кривизны заготовки, изгибаемой на валковых машинах | 1988 |
|
SU1542661A1 |
| Устройство для измерения полярных координат точек поверхности детали | 1976 |
|
SU580031A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для измерения углов загиба при гнбке на валковых машина.х. Целью изобретения является повышение точности гибки. Дугообразный ползунок 9, установленный в неподвижной части 6, совершает качательное перемещение вслед за изгибаемой заготовкой и поджимается фрикционным роликом 11, подпружиненным спиралевидной пружиной 12. Ось ролика 11 связана с датчиком 13 угловых перемещений. 2 з. п. ф-лы, 1 ил. (Л с: го 4: 00 о
| Листогибочная валковая машина | 1976 |
|
SU715173A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
