1
(21)4368065/25-27
(22)22,01,88
(46) 15.02,90. Бюл. № 6
(71)Научно-производственное объединение по кузнечно-прессовому оборудованию и гибким производственным системам для обработки давлением ЭНИКмаш
(72)Ю.П. Леоненко, Р.Ц. Лапскер, А.Т, Лепилин и А.И. Ворошилин
(53)621.981.1(088.8)
(56)Авторское свидетельство СССР
N 653801, кл. В 21 D 7/12, 09.04.76.
(54)СПОСОБ ОПРЕДЕЛЕНИЯ РАДИУСА ОСТАТОЧНОЙ КРИВИЗНЫ ЗАГОТОВКИ, ИЗГИБАЕМОЙ НА ВАЛКОВЫХ МАШИНАХ.
(57)Изобретение относится к обработке металлов давлением и может быть использовано в валковых гибочных машинах, Цель изобретения - повышение
точности определения радиуса крив изш заготовки. Способ заключается в одновременном замере в зоне упругопласти- ческого изгиба заготовки I, прокатываемой между валками 2,3,4 и 5 толщины S заготовки, длины 1НО участка поверхности заготовки, измеренной на выходе из зоны изгиба, а длины 1ср участка заготовки, измеренной на входе в зону изгиба, Замеры производят за один промежуток времени посредством боковых валков 3,4, являющихся измерительными роликами, связанными с преобразователями угловых перемещений 6,7, Радиус RHO остаточной кривизны заготовки по выпуклой поверхности определяют по приведенной в описании формуле. Вычисление производится при помощи вычислительного устройства 9, 1 з.п. ф-лы, J ИЛ) 1 табл.
i
(Л
С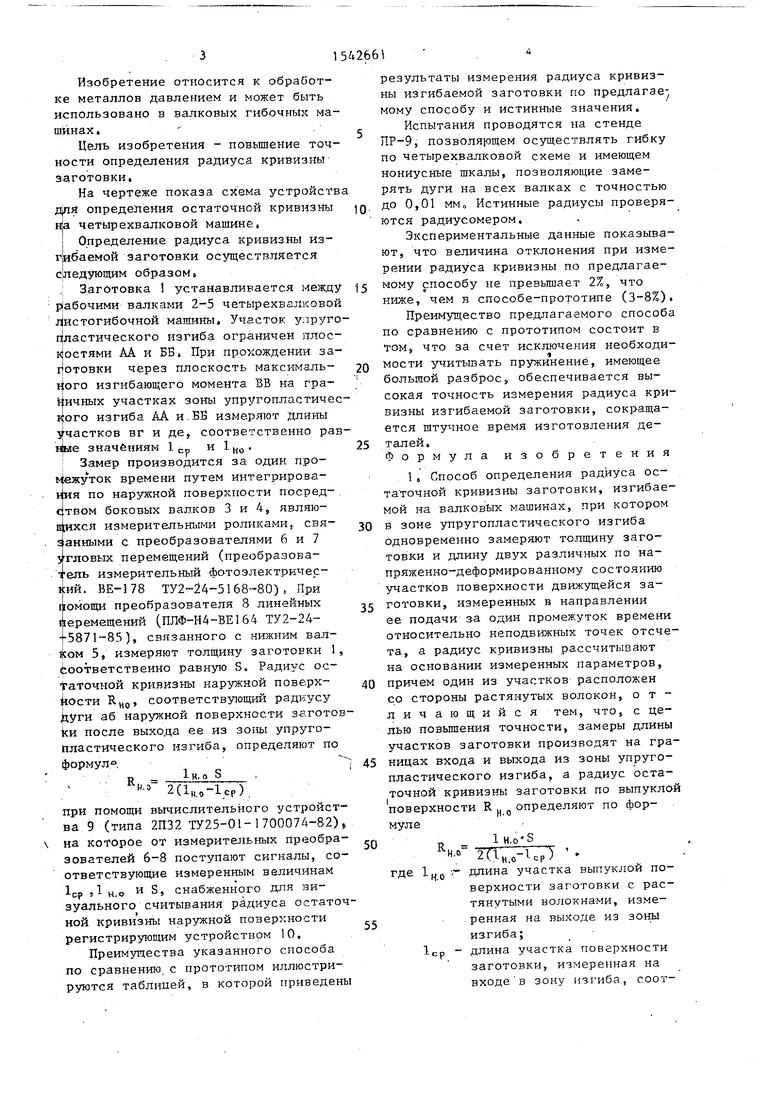

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения радиуса кривизныизгибАЕМОй зАгОТОВКи | 1976 |
|
SU653801A1 |
| Способ автоматического управления процессом гибки листов | 1984 |
|
SU1232327A1 |
| Способ автоматического управления процессом гибки | 1987 |
|
SU1540896A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ИЗ МЕТАЛЛИЧЕСКОГО ЛИСТА | 2006 |
|
RU2336965C2 |
| СПОСОБ ИЗМЕРЕНИЯ ДЛИНЫ УЧАСТКОВ ЗАКРУГЛЕНИЙ ВЫПУКЛОЙ ПОВЕРХНОСТИ ИЛИ ВОГНУТОЙ ПОВЕРХНОСТИ УДЛИНЕННОЙ ЗАГОТОВКИ И СООТВЕТСТВУЮЩИЙ ИНСТРУМЕНТ ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ | 2010 |
|
RU2443972C1 |
| СПОСОБ ГИБКИ ДЕТАЛЕЙ С БОЛЬШИМ РАДИУСОМ (ВАРИАНТЫ) | 2002 |
|
RU2243049C2 |
| Способ правки длинномерных заготовок с плоскими поверхностями | 1990 |
|
SU1779430A1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1993 |
|
RU2015772C1 |
| Способ изготовления сварных труб | 1988 |
|
SU1516164A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в валковых гибочных машинах. Цель изобретения - повышение точности определения радиуса кривизны заготовки. Способ заключается в одновременном замере в зоне упругопластического изгиба заготовки 1, прокатываемой между валками 2, 3, 4 и 5, толщины S заготовки, длины Lн.о участка поверхности заготовки, измеренной на выходе из зоны изгиба, и длины Lср участка заготовки, измеренной на входе в зону изгиба. Замеры производят за один промежуток времени посредством боковых валков 3, 4, являющихся измерительными роликами, связанными с преобразователями угловых перемещений 6, 7. Радиус Rн.о остаточной кривизны заготовки по выпуклой поверхности определяют по приведенной в описании формуле. Вычисление производится при помощи вычислительного устройства 9. 1 з.п. ф-лы, 1 ил, 1 табл.
ел
Јь
го
о
О
t
Изобретение относится к обработке металлов давлением и может быть использовано в валковых гибочных машинах , Цель изобретения - повышение точности определения радиуса кривизны заготовки.
На чертеже показа схема устройст для определения остаточной кривизны
четырехвалковой машине, j Определение радиуса кривизны изгибаемой заготовки осуществляется следующим образомt
Заготовка 1 устанавливается межд рабочими валками 2-5 четырехвалково Листогибочной машины. Участок улруг гщастического изгиба ограничен ллос к(остями АА и ББ4 При прохождении заготовки через плоскость максималь- и:ого изгибающего момента ВВ на гра- 1-::ичных участках зоны упругопластиче кого изгиба АА и ББ измеряют длины Участков вг и де, соответственно ра цые значениям 1 ср и lho.
Замер производится за один лро- Цежуток времени путем интегрирования по наружной поверхности посредством боковых валков 3 и 4, являю- измерительными роликами, свя- аанными с преобразователями 6 и 7 угловых перемещений (преобразователь измерительный фотоэлектрический. ВЕ-178 ТУ2-24-5168-80). При помощи преобразователя 8 линейных перемещений (ПЛФ-Н4-ВЕ164 ТУ2-24- (5871-85), связанного с нижним вал- IJCOM 5, измеряют толщину заготовки 1 Соответственно равную S. Радиус ос- Даточной кривизны наружной поверх- }юсти RHO соответствующий радиусу дуги аб наружной поверхности ззгото 1ш после выхода ее из зоны упруго- пластического изгиба, определяют по формул0,
о 1,4,01 S ,
ЛМ.З )(- 1
k-i-н.о ср./
при помощи вычислительного устройства 9 (типа 2П32 ТУ25-01-1700074-82) на которое от измерительных преобразователей 6-8 поступают сигналы, соответствующие измеренным вехшчинам 1ср 1 н.о и S, снабженного для визуального считывания радиуса остатоной кривизны наружной поверхности регистрирующим устройством 10.
Преимущества указанного способа по сравнению, с прототипом иллюстрируются таблицей, в которой приведен
g
5 0 5
0 о 5
Где
5
результаты измерения радиуса кривизны изгибаемой заготовки по предлагаемому способу и истинные значения.
Испытания проводятся на стенде ПР-9, позволяющем осуществлять гибку по четырехвалковой схеме и имеющем нониусные шкалы, позволяющие замерять дуги на всех валках с точностью до 0,01 мм0 Истинные радиусы проверяются радиусомером.
Экспериментальные данные показывают, что величина отклонения при измерении радиуса кривизны по предлагаемому способу не превышает 2%, что ниже, чем в способе-прототипе (3-8%).
Преимущество предлагаемого способа по сравнению с прототипом состоит в том, что за счет исключения необходимости учитывать пружинение, имеющее большой разброс,, обеспечивается высокая точность измерения радиуса кривизны изгибаемой заготовки, сокращается штучное время изготовления деталей. Формула изобретения
0
R
Н.о
Н.о
iH.o S
w;;e-icpT)
5
,- длина участка выпуклой поверхности заготовки с растянутыми волокнами, измеренная на выходе из зоны изгиба;
- длина участка поверхности заготовки, измеренная на входе в зону изгиба, соот515426616
ветствующая длине средней стка поверхности заготовки, распололинии;S - толщина заготовки, 2. Способ по п. 1, о т л и ч а ю- щ и и с я тем, что замер длины учаженного на входе в зону упругопластйГ ческого изгиба, осуществляемся со стороны, где будут находиться растянутые волокна
Результаты измерения радиуса изгибаемых заготовок по предлагаемому способу
Составитель С, Шибанов Редактор И. Касарда Техред М.Ходанич Корректор м. Максимишинец
Заказ 364
Тираж 603
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
женного на входе в зону упругопластйГ ческого изгиба, осуществляемся со стороны, где будут находиться растянутые волокна
Подписное
