Область техники, к которой относится изобретение
Настоящее изобретение относится к способу контроля и управления валковым гибочным станком для непрерывной гибки удлиненной заготовки с переменным радиусом кривизны. Кроме того, изобретение относится к валковому гибочному станку, управляемому таким способом.
Уровень техники
В патенте США №4761979, выданном Mitsubishi Denki (г.Токио, Япония), описано валковое гибочное устройство с пирамидальным расположением валков, содержащее блок измерения кривизны, выполненный с возможностью измерения радиуса кривизны заготовки, содержащий по меньшей мере три контактных измерительных головки, установленных на держателе контактных измерительных головок, при этом по меньшей мере одна из контактных измерительных головок является перемещаемой контактной измерительной головкой, линейное перемещение которой выдает соответствующий выходной электрический сигнал, а остальные контактные измерительные головки являются неподвижными контактными измерительными головками. Приводной цилиндр блока измерения кривизны перемещает держатель контактных измерительных головок к заготовке до тех пор, пока все контактные измерительные головки не вступят в плотный контакт с поверхностью заготовки, при котором выходной электрический сигнал подается в вычислительный и отображающий блок в виде измеренной величины, которую оператор вводит в виде входной величины в компьютер. Компьютер вычисляет величину хода верхнего валка станка, которая требуется для получения требуемого радиуса кривизны заготовки.
Кроме того, в Европейском патенте №4777 52, выданном Promau s.r.l. (г.Чезана, Италия), описан валковый гибочный станок для гибки железных листов, в котором используется трехточечное механическое измерительное устройство для заготовки, выходящей из валкового гибочного станка. Это устройство обеспечивают контроль радиуса, придаваемого станком железному листу, позволяя оператору вмешиваться в работу для выполнения необходимых коррекций.
В заявке на Европейский патент 1644140 на имя ORTIC АВ (г.Бурленге, Швеция) описан способ мониторинга и управления непрерывной гибкой удлиненной заготовки до заданного радиуса с использованием трех параллельных бесконтактных измерителей расстояния типа лазерных передатчиков и посредством измерения расстояний до изогнутой поверхности удлиненной заготовки, вычисления фактического радиуса кривизны, основанного на фиксированных расстояниях между датчиками и измеренных расстояниях, и регулирования гибочного станка в ответ на отношение между вычисленным действительным радиусом и требуемым радиусом.
Понятно, что в вышеуказанных документах измеряют фактический радиус секции удлиненной заготовки, но станок корректируют или регулируют при гибке секции заготовки, отличающейся от измеренной. Однако, если радиус изгиба, который необходимо получить, является заданным фиксированным радиусом изгиба, то способ может быть удовлетворяющим требования, поскольку при его использовании можно обеспечить условия, при которых фактический радиус изгиба только первой изогнутой секции заготовки отличается от требуемого радиуса изгиба. В этом случае ущерб может состоять в выбрасывании в отходы этой первой изогнутой секции.
С другой стороны, если необходимо изогнуть удлиненную заготовку с переменным радиусом кривизны, где, например, секции заготовки с фиксированным радиусом кривизны отделены соединениями с отличающимся радиусом кривизны, или где, в общем, изогнутые секции имеют непрерывно изменяющийся радиус кривизны, то предпочтительно измерять радиус кривизны секции удлиненной заготовки, которая имеет радиус кривизны, близкий к радиусу кривизны секции, которую изгибают на станке в данный момент или непосредственно в следующий за ним момент.
Следовательно, основной задачей изобретения является измерение радиуса кривизны изогнутой секции, который не является фактическим радиусом кривизны реальной изогнутой секции, которая уже сформирована, но который является радиусом кривизны изогнутой секции, формируемой на станке.
Другой задачей изобретения является измерение радиуса кривизны в точке, ближайшей к точке деформации изгиба, выполняемого на станке, которая, в общем, является третьим валком для заготовки, выходящей из станка.
Раскрытие изобретения
Таким образом, согласно первому аспекту изобретения предложен способ управления валковым гибочным станком для непрерывной гибки удлиненной заготовки с переменным радиусом кривизны, использующим ряд ведущих валков для гибки, включающий этапы, на которых:
измеряют расстояние удлиненной заготовки в одной точке, расположенной после ряда ведущих валков для гибки и лежащей в направлении одного измерителя расстояния, причем измерение расстояния осуществляют для получения расстояния между указанной одной точкой и фиксированным положением измерителя расстояния в последующие моменты;
вычисляют радиус кривизны каждой изогнутой секции удлиненной заготовки;
сравнивают вычисленный радиус кривизны с требуемым радиусом кривизны в изогнутой секции, имеющей положение и длину, которые измеряют концентрично удлиненной заготовке посредством измерителя длины, и определяют разницу между вычисленным радиусом кривизны и требуемым радиусом кривизны;
вычисляют изменение положения, которому должен быть подвергнут валок для исключения разницы между вычисленным радиусом кривизны и требуемым радиусом кривизны;
приводят в действие валок на основании вычисленного изменения положения.
В первом варианте осуществления способа согласно настоящему изобретению вычисление радиуса кривизны каждой изогнутой секции удлиненной заготовки осуществляют на основании изменения положения по отношению к удлиненной заготовке, подлежащей гибке, по меньшей мере одного валка из ряда валков для гибки, и расстояния, измеренного измерителем расстояния. В частности, кривую, вдоль которой осуществляют гибку удлиненной заготовки, задают посредством последовательности полиномиальных функций третьего порядка, при этом указанные функции являются естественными кубическими сплайнами, требующими по меньшей мере три точки, чтобы они были математически заданы, причем по меньшей мере три точки получают на основании изменения положения по отношению к удлиненной заготовке, подлежащей гибке, валка, изменяемого по положению, и расстояния, измеренного измерителем расстояния, которые обеспечивают две точки, а третью точку получают в декартовой диаграмме как изменение кривизны или углового коэффициента хорды, измеренное относительно предыдущего определения.
Во втором варианте осуществления способа согласно настоящему изобретению вычисление радиуса кривизны каждой изогнутой секции удлиненной заготовки представляет собой вычисление промежуточного радиуса кривизны изогнутой секции, формируемой во время указанных по меньшей мере трех последующих моментов, при этом промежуточный радиус находится между радиусом изгиба в первый из указанных по меньшей мере трех моментов и радиусом изгиба в последний момент из указанных по меньшей мере трех моментов.
Согласно второму аспекту изобретения предложен станок для непрерывной гибки удлиненной заготовки с переменным радиусом кривизны, использующий ряд ведущих валков для гибки и включающий средства для управления, содержащие:
один измеритель расстояния для измерения расстояния удлиненной заготовки, расположенный после ряда валков для гибки;
компьютер, соединенный, помимо прочего, с измерителем расстояния для вычисления радиуса кривизны изогнутой секции на основании измерения расстояния в последующие моменты и сравнения вычисленного радиуса кривизны с требуемым радиусом кривизны изогнутой секции;
при этом компьютер также соединен с измерителем длины для измерения длины изогнутой секции концентрично удлиненной заготовке и с приводными средствами, выполненными с возможностью приведения в действие валка из ряда ведущих валков для гибки для его регулирования посредством измерителя длины на основании разницы между измеренным радиусом кривизны и требуемым радиусом кривизны в изогнутой секции.
В дополнение к преимуществу, заключающемуся в получении более точной величины коррекции, в частности, со ссылкой на операции гибки для получения изогнутых секций с переменным радиусом кривизны, способ и станок согласно настоящему изобретению обладают преимуществом, по сравнении с известными, заключающимся в том, что не требуется три измерителя расстояния, например, лазерных передатчика, а требуется только один. Таким образом, в результате достигается снижение стоимости.
Кроме того, благодаря использованию трех измерителей расстояния с точечным контактом достигаются различные преимущества, наиболее важным из которых является большая точность, так как измерение выполняют в одной точке и в одном направлении.
Краткое описание чертежей
Настоящее изобретение будет описано ниже со ссылкой на предпочтительные варианты его осуществления, рассматриваемые в сочетании с приложенными чертежами, на которых:
фиг.1 представляет собой очень схематичный и частичный вид сбоку валкового гибочного станка, в котором воплощен способ контроля и управления валковым гибочным станком для непрерывной гибки с переменным радиусом кривизны удлиненной заготовки согласно настоящему изобретению; и
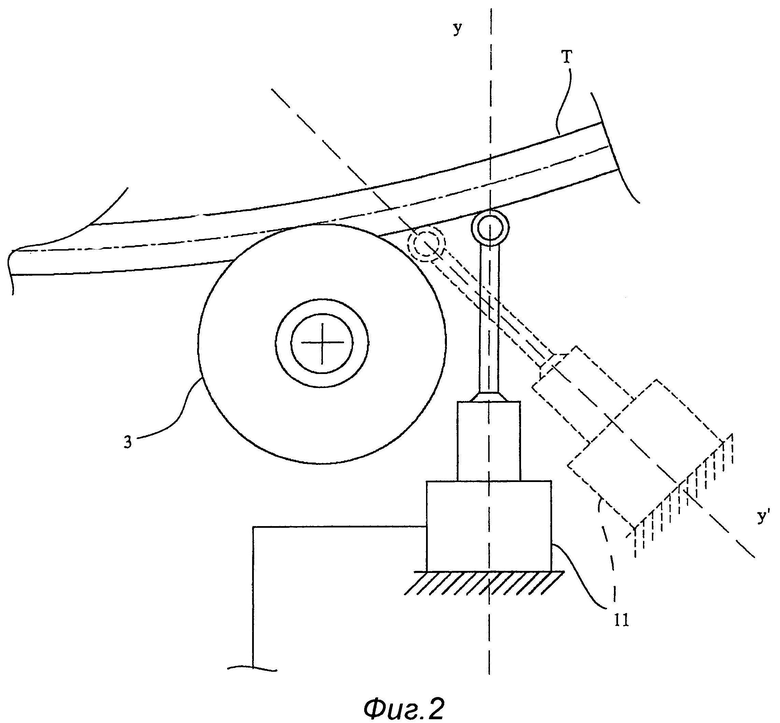
фиг.2 представляет собой подробный увеличенный вид детали станка, показанного на фиг.1, в модифицированном состоянии.
Описание вариантов осуществления изобретения
Со ссылкой сначала на фиг.1, станок, в котором посредством примера воплощено изобретение, представляет собой гибочный и формующий станок с пирамидальным расположением валков, содержащий ряд из трех ведущих валков 1, 2 и 3, при этом по меньшей мере один из валков является деформирующим валком. Удлиненную заготовку, подлежащую гибке, например трубу Т, пропускают через ведущие валки в направлении, указанном стрелкой F. Для удобства описания валки 1 и 3 зафиксированы в их положениях, а валок 2 является регулируемым в вертикальном направлении, и его положение можно регулировать на станке для перемещения на основании управления с обратной связью в вертикальном направлении. С регулируемым в вертикальном направлении валком 2 соединен кодовый датчик 4 положения, а кодовый датчик положения для измерения перемещения трубы T через ряд валков 1, 2 и 3 обозначен позицией 5.
Бесконтактный измеритель расстояния обозначен, в общем, позицией 6, который зафиксирован в его положении, например, содержащий лазерный передатчик, которым измеряют расстояние d по отношению к изгибу удлиненной заготовки, выходящей из станка. Целевое направление y лазерного измерителя расстояния 6, в виде бесконтактного измерителя расстояния, описанное ниже, показано для удобства вертикальным на плоскости чертежа. Однако целевое направление может быть выбрано также в зависимости от радиуса трубы, выходящей после валка 3, предпочтительно таким образом, чтобы оно было как можно более приближено к точке выхода с валка 3, например, вдоль линии, обозначенной как y' на фиг.1.
Станок согласно описанному чертежу дополнительно содержит центральный компьютер 7 для управления и обработки данных, назначение которого заключается в обеспечении согласования между перемещениями станка и чертежом изгиба, который можно в графическом виде вводить через видеоустройство 8, также возможно типа «сенсорного экрана». Это согласование осуществляют посредством цифрового аналогового устройства ввода и вывода и формирователя сигналов, функция которого заключается в фильтрации и стабилизации цифровых аналоговых сигналов, поступающих от различных механических, гидравлических и электронных элементов станка. Эти элементы известны и поэтому не описаны или описаны в очень общем виде.
Гидравлический цилиндр 9 и пропорциональный клапан 10 являются частями системы для перемещения валка 2, которой управляют с помощью компьютера 7 в зависимости от определения кодового датчика 4 положения относительно горизонтального перемещения трубы, определяемого кодовым датчиком 5 положения, и в зависимости от определения изгиба, определяемого кодовым датчиком 4 положения, кодовым датчиком 5 положения и лазерным измерителем 6.
Станок может работать без какого-либо контроля и обратной связи, с использованием ручного управления.
В этом случае на основании графического/числового рисунка, например чертежа кривой, полученного путем использования известных геометрических первичных кривых, например круга, эллипса и т.д., получают функцию, описывающую определенный изгиб, который необходимо придать удлиненной заготовке, например трубе или балке. Используя эту функцию, определяют полную длину изгиба и длину небольших секций, или дуг, и соответствующую величину радиуса кривизны.
Например, периметр эллипса вычисляют по формуле YNOT (Roger Maertens, 2000) P=4(ay+by)1/y, где y=logn(2)/logn(π/2). Для других оригинальных кривых вычисление является более сложным, например, для сплайновых функций, где вычисления должны быть выполнены для интервалов, для определения каждого многочлена. Из этого можно определить длину балки из материала, которая необходима, например, для получения требуемой изогнутого заготовки. Эллипс использован ниже в качестве примера осуществимости, так как он является компромиссом между совсем простым кругом и сложным вычислением при применении других оригинальных кривых.
Ниже приведены расчеты длин дуг, составляющих части требуемого изгибаемого изделия. Эти длины названы «контрольными точками». Величина радиуса соприкасающейся окружности связана с каждой контрольной точкой. В примере, касающемся эллипса (в данном случае вычисление дуг между двумя углами было выбрано путем использования метода Симпсона для решения интеграла):
R = большая полуось
r = малая полуось
Δϕ=(ϕ2-ϕ1)÷20
y1=√[(Rsinϕ1)2+(rcosϕ1)2]
y2=√[(Rsin(ϕ1+Δϕ))2+(rcos(ϕ1+Δϕ))2]
y3=√[(Rsin(ϕ1+2×Δϕ))2+(rcos(ϕ1+2×Δϕ))2]
…
y21=√[(Rsin(ϕ1+20×Δϕ))2+(rcos(ϕ1+20×Δϕ))2]
P=(Δϕ÷3)×(y1+4y2+2y3+4y4+2y5+…+2y19+4y20+y21) =(равно) длине дуги
между φ1 и φ2.
С каждой дугой, которая является секцией кривой, связан радиус, который необходимо получить путем использования следующей формулы, также со ссылкой на угол:
(R2∗sin2(ϕ)+r2∗cos2(ϕ))3/2/(R∗r).
Далее, в направлении длины балки, подлежащей гибке, размечают интервалы, равные изогнутым секциям, или дугам, эллипса, который необходимо получить из той же балки. Радиус соответствующей изогнутой секции эллипса связан с каждым интервалом балки. Во время работы осуществляют опускание центрального валка 2 станка, а балку перемещают таким образом, чтобы каждый интервал балки достигал высоты, подходящей для соответствующего радиуса кривизны. Таким образом, процесс продолжают до тех пор, пока весь периметр эллипса ни будет охвачен.
При использовании обратной связи согласно настоящему изобретению на основании как изменения высоты центрального валка 2, так и измерения лазерным датчик 6 создают последовательность точек, принадлежащих изгибу в последующем определении.
Изгиб задают через последовательность полиномиальных функций третьего порядка. Для таких функций, являющихся естественными кубическими сплайнами, требуется по меньшей мере три точки, чтобы они были математически заданы. Точки получают как из изменения положения центрального валка, так и лазерных измерений. Далее, при двух заданных точках третью точку получают в декартовой диаграмме как изменение кривизны или углового коэффициента хорды, как измерено относительно предыдущего определения. Процесс вычисления сплайновых функций обеспечивает однозначное решение путем наложения ограничения нулевого значения второй производной в крайних точках последовательности точек (помимо прочего, является существенным то, что соединения трубы находятся в этих точках). Используемый способ измерения позволяет измерять и проверять дуги переменного радиуса с высокой точностью, начиная с одной контрольной точки (см. , в частности, параграфы, касающиеся «интерполяция кубических сплайнов», «минимальность кубических сплайнов» и «интерполяция с использованием естественных кубических сплайнов»).
Таким же способом, как для какой-либо другой кривой, конечно, процесс требует по меньшей мере три точки, которые заданы последовательными измерениями, в дополнение к двум ограничениям второй производной. В конце рабочего процесса кривая полностью составлена из n точек с очень высокой точностью. Таким образом, этот способ не должен быть спутан со способом измерения, в котором используют трехточное измерение дуги.
Из многочленов, которые постепенно формируются, радиус кривизны в определенных точках x кривой может быть вычислен. В каждой секции радиус кривизны или радиус соприкасающейся окружности вычисляют по формуле
Кроме того, если известны величины радиусов кривизны относительно величин x, то кривую можно определить однозначно, вторая производная которой не изменяет ее знак, но при работе станка не может произойти изменение вогнутости/выпуклости.
Таким образом, результат, сравнимый с работой, выполняемой исходным графическим рисунком, может быть получен.
Это возможно как во время выполнения работы, так и в заключительном результате. Достаточно сравнить величины радиусов, полученных на обрабатываемой балке, с радиусами секций кривой исходного графического рисунка. Если эти величины совпадают, то кривая воспроизводится точно, как с рисунка, в противном случае вычисляют разницу и снова вычисляют новую высоту для канавки центрального валка в зависимости от указанной разницы.
На фиг.2 подробно показана часть станка, представленного на фиг.1, согласно его конструктивной модификации. Вместо бесконтактного измерителя 6 расстояния использован контактный измеритель 11 расстояния. Этот контактный измеритель расстояния может быть любого известного типа, например, копирный щуп или кодовый датчик положения, или другое устройство, с помощью которого можно непрерывно измерять расстояние трубы T, обрабатываемой после ряда ведущих валков. Достаточной является возможность с помощью контактного измерителя 11 расстояния определять расстояние трубы T относительно фиксированной точки в одном направлении. Это направление может быть выбрано наиболее подходящим способом, например, в направлений y или y', как это показано на чертеже.
Станок согласно изобретению, вариант осуществления которого или модификация которого описаны и изображены на чертежах, может работать в соответствии с вариантом способа согласно настоящему изобретению. Согласно этому варианту вычисление радиуса кривизны каждой изогнутой секции удлиненной заготовки выполняют для получения промежуточного радиуса кривизны изогнутой секции, формируемой во время по меньшей мере трех последующих моментов, при этом промежуточный радиус кривизны находится между радиусом кривизны в первый момент из по меньшей мере трех моментов и радиусом кривизны в последний момент из по меньшей мере трех моментов. Этот способ аналогичен способу, согласно которому используют измеритель длины дуги, но его осуществляют, используя один лазерный измеритель расстояния или копирный щуп в одном направлении.
Описанный выше способ измерения и обратного действия можно применять следующим образом:
если известна одна точка измерения, то направление изгиба при изготовлении и любая коррекция, которую следует внести, если заменен используемый материал или внесены механические модификации в рабочие фазы, могут быть точно измерены.
Способ позволяет компенсировать как ошибки, имеющие место из-за упругости используемого материала, так и любое электромеханическое изменение, возникающее при использовании других элементов.
Использование коэффициента пропорциональности, зависящего от упругости, коэффициента, вычисляемого на этапе предварительной настройки, позволяет повысить общую точность системы.
Операция установки удлиненной заготовки при контролировании лазерным измерителем расстояния позволяет автоматически сокращать излишки материала при изготовлении. Та же операция позволяет оператору самостоятельно решать вопрос, касающийся установочной длины материала. Понятно, что все ошибки, вызываемые расположением материала, подлежащего обработке на станке, исключаются.
Кроме того, следствием одной точки считывания является значительное облегчение работы станка.
Способ позволяет обрабатывать множество последовательно подаваемых труб для получения очень длинных дуг.
В приведенном выше описании рассматриваемый станок, предназначенный для осуществления способа, является валковым гибочным станком с пирамидальным расположением валков, в котором верхний ведущий валок является деформирующим роликом. В качестве альтернативы, деформирующий ролик может представлять собой выходной ролик станка.
Следует понимать, что могут быть внесены другие дополнения и изменения, охватываемые объемом изобретения, определенным приложенной формулой изобретения.
Изобретение относится к области обработки металлов давлением и может быть использовано для непрерывной гибки удлиненной заготовки с переменным радиусом кривизны. Осуществляют управление валковым гибочным станком, содержащим ряд ведущих валков и средства для управления, при помощи компьютера, соединенного с измерителем расстояния. При этом измеряют расстояние удлиненной заготовки в одной точке, расположенной после ряда валков для гибки в последующие моменты. Вычисляют радиус кривизны каждой изогнутой секции удлиненной заготовки, сравнивают вычисленный радиус кривизны с требуемым радиусом кривизны и определяют разницу между ними. Вычисляют изменение положения, которому должен быть подвергнут валок для исключения такой разницы. Приводят в действие валок на основании вычисленного изменения положения. Расширяются технологические возможности и повышается точность управления. 2 н. и 8 з.п. ф-лы, 2 ил.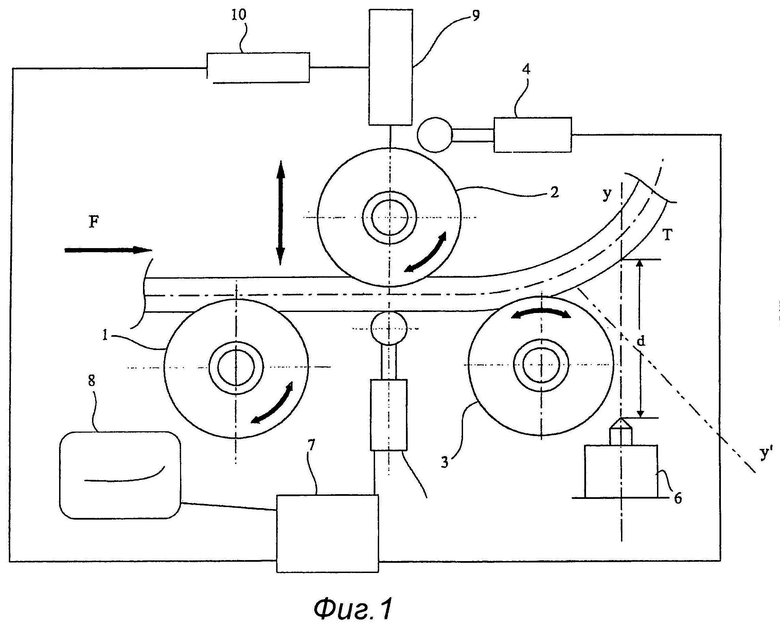
1. Способ управления валковым гибочным станком для непрерывной гибки удлиненной заготовки с переменным радиусом кривизны, использующим ряд ведущих валков для гибки, отличающийся тем, что он включает этапы, на которых:
измеряют расстояние удлиненной заготовки в одной точке, расположенной после ряда ведущих валков для гибки и лежащей в направлении одного измерителя расстояния, причем измерение расстояния осуществляют для получения расстояния между указанной одной точкой и фиксированным положением измерителя расстояния в последующие моменты;
вычисляют радиус кривизны каждой изогнутой секции удлиненной заготовки;
сравнивают вычисленный радиус кривизны с требуемым радиусом кривизны в изогнутой секции, имеющей положение и длину, которые измеряют концентрично удлиненной заготовке посредством измерителя длины, и определяют разницу между вычисленным радиусом кривизны и требуемым радиусом кривизны;
вычисляют изменение положения, которому должен быть подвергнут валок для исключения разницы между вычисленным радиусом кривизны и требуемым радиусом кривизны;
приводят в действие валок на основании вычисленного изменения положения.
2. Способ по п.1, отличающийся тем, что вычисление радиуса кривизны каждой изогнутой секции удлиненной заготовки осуществляют на основании изменения положения по отношению к удлиненной заготовке, подлежащей гибке, по меньшей мере одного валка из ряда валков для гибки и расстояния, измеренного измерителем расстояния.
3. Способ по п.2, отличающийся тем, что кривую, вдоль которой осуществляют гибку удлиненной заготовки, задают посредством последовательности полиномиальных функций третьего порядка, при этом указанные функции являются естественными кубическими сплайнами, требующими по меньшей мере три точки, чтобы они были математически заданы, причем по меньшей мере три точки получают на основании изменения положения по отношению к удлиненной заготовке, подлежащей гибке, валка, изменяемого по положению, и расстояния, измеренного измерителем расстояния, которые обеспечивают две точки, а третью точку получают в декартовой диаграмме как изменение кривизны или углового коэффициента хорды, как измерено относительно предыдущего определения.
4. Способ по п.1, отличающийся тем, что вычисление радиуса кривизны каждой изогнутой секции удлиненной заготовки представляет собой вычисление промежуточного радиуса кривизны изогнутой секции, формируемой во время указанных по меньшей мере трех последующих моментов, при этом промежуточный радиус находится между радиусом изгиба в первый из указанных по меньшей мере трех моментов и радиусом изгиба в последний момент из указанных по меньшей мере трех моментов.
5. Станок для непрерывной гибки удлиненной заготовки (Т) с переменным радиусом кривизны, содержащий ряд ведущих валков (1, 2, 3) для гибки и средства для управления, отличающийся тем, что средства для управления содержат:
один измеритель (6, 11) расстояния для измерения расстояния удлиненной заготовки (Т), расположенный после ряда валков для гибки;
компьютер (7), соединенный, помимо прочего, с измерителем (6, 11) расстояния для вычисления радиуса кривизны изогнутой секции на основании как измерения расстояния в последующие моменты, так и сравнения вычисленного радиуса кривизны с требуемым радиусом кривизны изогнутой секции;
при этом компьютер (7) также соединен с измерителем (5) длины для измерения длины изогнутой секции концентрично удлиненной заготовке (Т) и с приводными средствами (9, 10), выполненными с возможностью приведения в действие валка (2) из ряда ведущих валков (1, 2, 3) для гибки для его регулирования посредством измерителя (4) длины на основании разницы между измеренным радиусом кривизны и требуемым радиусом кривизны в изогнутой секции.
6. Станок по п.5, отличающийся тем, что измеритель (6) расстояния представляет собой бесконтактный измеритель расстояния.
7. Станок по п.6, отличающийся тем, что бесконтактный измеритель расстояния представляет собой измеритель расстояния, содержащий один лазерный передатчик в одном направлении.
8. Станок по п.5, отличающийся тем, что измеритель (11) расстояния представляет собой контактный измеритель расстояния в одной точке и в одном направлении.
9. Станок по п.5, отличающийся тем, что измерители (4, 5) длины представляют собой кодовые датчики положения.
10. Станок по п.5, отличающийся тем, что измеритель (6, 11) расстояния зафиксирован в его положении так, что его направление измерения пересекает удлиненную заготовку вблизи выходного валка станка.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Устройство для гибки профилей | 1990 |
|
SU1784344A1 |
| Валковый гибочный листовой станок | 1957 |
|
SU116035A1 |
| ШТАМП ГИБОЧНОЙ МАШИНЫ С ЗАЖИМНЫМ ПРИСПОСОБЛЕНИЕМ ДЛЯ ЗАЖИМА УДЛИНЕННОЙ ДЕТАЛИ, ПОДЛЕЖАЩЕЙ ГИБКЕ | 2005 |
|
RU2299776C2 |

