Изобретение относится к обработке металлов давлением, в частности к способам управления гибочными процессами.
Цель изобретения - повышение точное- ти регулирования кривизны при гибке на переменный радиус.
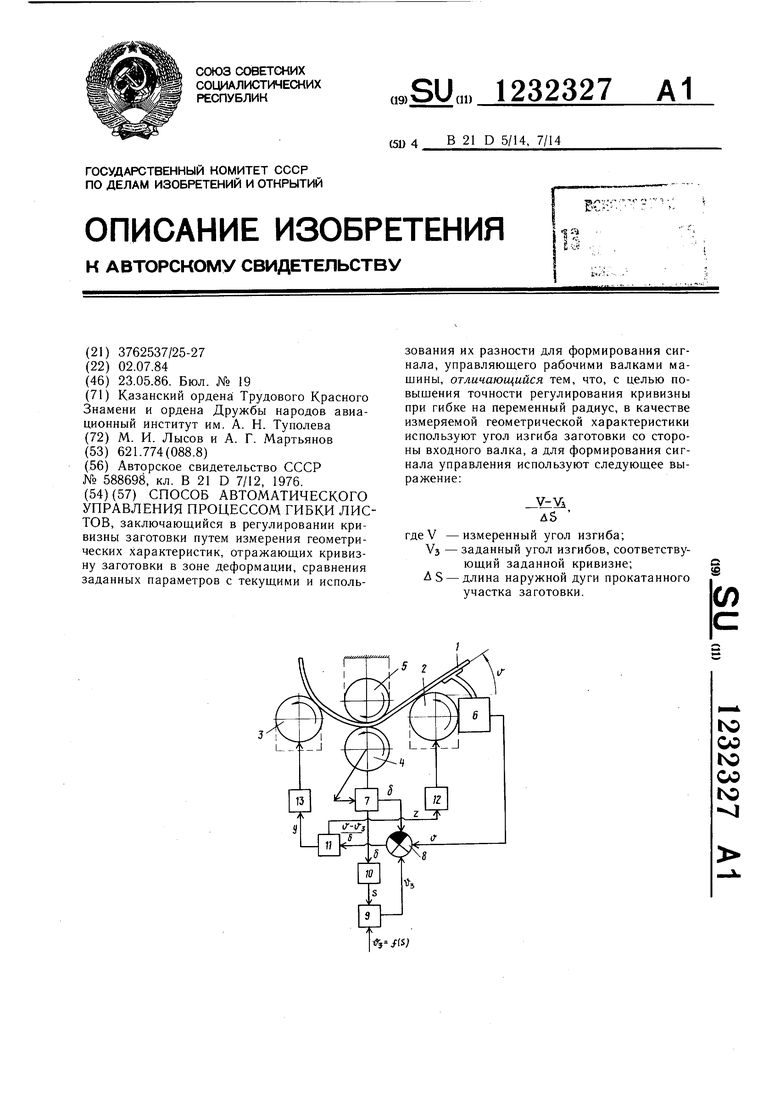
На чертеже изображена система автоматического управления процессом гибки-про- катки на четырехвалковой машине.
При гибке заготовки 1 между валками 2-5 датчик 6 измеряет угловые отклонения поверхности заготовки на входном валке 2 от горизонтальной плоскости первоначального положения заготовки перед гибкой и преобразует измеренные величины в сиг- нал V, а датчик 7 измеряет длину наружной дуги прокатанного между валками 4 и 5 участка изогнутой заготовки и преобразует ее в сигнал S.
В сравниваюшее устройство 8 поступают сигналы V, 5 и сигнал Vj из блока 9 памяти, соответствующий заданному углу загиба для конца данного прокатанного участка. Одновременно от датчика 7 сигнал б поступает в суммирующее устройство 10, где происходит суммирование данных сигналов в процессе гибки, а результирующий сигнал S, соответствующий величине длины дуги, прокатанной от начала гибки части заготовки, подается в блок 9 памяти, где по нему выбирается (или вычисляется, если зависимость Vj f(R(S)) задана аналитически, здесь R(S) - требуемый радиус кривизны регулируемой поверхности обрабатываемой заготовки) заданный угол загиба УЗ.
Таким образом, приводятся в соответствие измеряемый и заданный активные уг- лы загиба для данного участка изогнутой заготовки, выраженные в системе управления сигналами соответственно V и V. Далее, в сравнивающем устройстве 8, куда поступают сигналы Vj, V и (У, формируется сигнал, соответствующий разности V/5 - УЗ/б, который затем подается в регулятор ll, где происходит формирование сигналов управления Y и Z, поступающих на исполнительные устройства 12 и 13, приводящие в движение валки 2 и 3.
Эффективность способа объясняется тем, что кривизна заготовки определяется радиусом кривизны, а замер на малом участке заготовки радиусов кривизны с большой точностью не реализуем ввиду неидеальности плоскостной и цилиндрической поверхнос- тей изгибаемых заготовок, что существенно затрудняет эффективное применение в способах регулируемого параметра радиуса кривизны. В процессе гибки имеется однозначная взаимосвязь получаемых во время гибки углов загиба свободного конца изгибае
ВНИИПИ Заказ 2496/9 Тираж 783 Подписное Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
0
0
5
МОЙ заготовки с радиусом кривизны в максимальной области деформаций изогнутого при гибке участка под гибочным инструментом. Данную зависимость устанавливают либо экспериментально, либо теоретически. При этом измерять угловые смещения технически достаточно просто, точность их измерения не зависит от величины прокатанного участка, а градиент изменения радиусов ,в процессе гибки-прокатки не сильно отличается от градиента изменения соответствующих им углов загиба, который, в свою очередь, можно определить гораздо точней на малом прокатанном участке изогнутой заготовки, чем градиент изменения радиусов известными методами и средствами.
Это позволяет использовать в системе управления в качестве регулируемого параметра угол загиба, получаемый заготовкой на входе в зону гибки.
При известных методах интерполяций, реализуемых на ЭВМ, не требуется большого труда выразить аналитически (например, сплайнами) зависимость угла загиба от радиуса кривизны для поверхности конкретной детали, получаемой гибкой (или создать экспериментально массивы этих значений для определенных изгибаемых материалов и толщин.
В качестве датчика 7 используют серийные приборы, например поворотные трансформаторы типа ВТМ-1Г, дающие высокую точность измерений, в качестве датчика 6 - например, угломер. Все решающие и другие вычислительные устройства. (8-11) набирают из блоков отечественной вычислительной техники и устройств ЧПУ. Так, для реализации способа применяют вычислительное устройство мини-ЭВМ 15 ВСМ-5, которое по своим функциональным, возможностям полностью обеспечивает названные операции решающих и вычислительных блоков, или устройство ЧПУ типа НЗЗ-2М. В качестве исполнительных устройств 12, 13 используют отечественные шаговые двигатели, применяемые в станках с ЧПУ (например, в станках типа 6Н13).
Таким образом, предлагаемый способ автоматического управления процессом гибки листов на переменный радиус, который можно реализовать из набора стандартных отечественных блоков вычислительной техники и приборов измерения на существующем гибочном оборудовании (например, на листогибочных валковых машинах типа ЛГС), при внедрении дает положительный экономический эффект, который выражается в повышении точности получаемых деталей, уменьшении трудоемкости изготовления.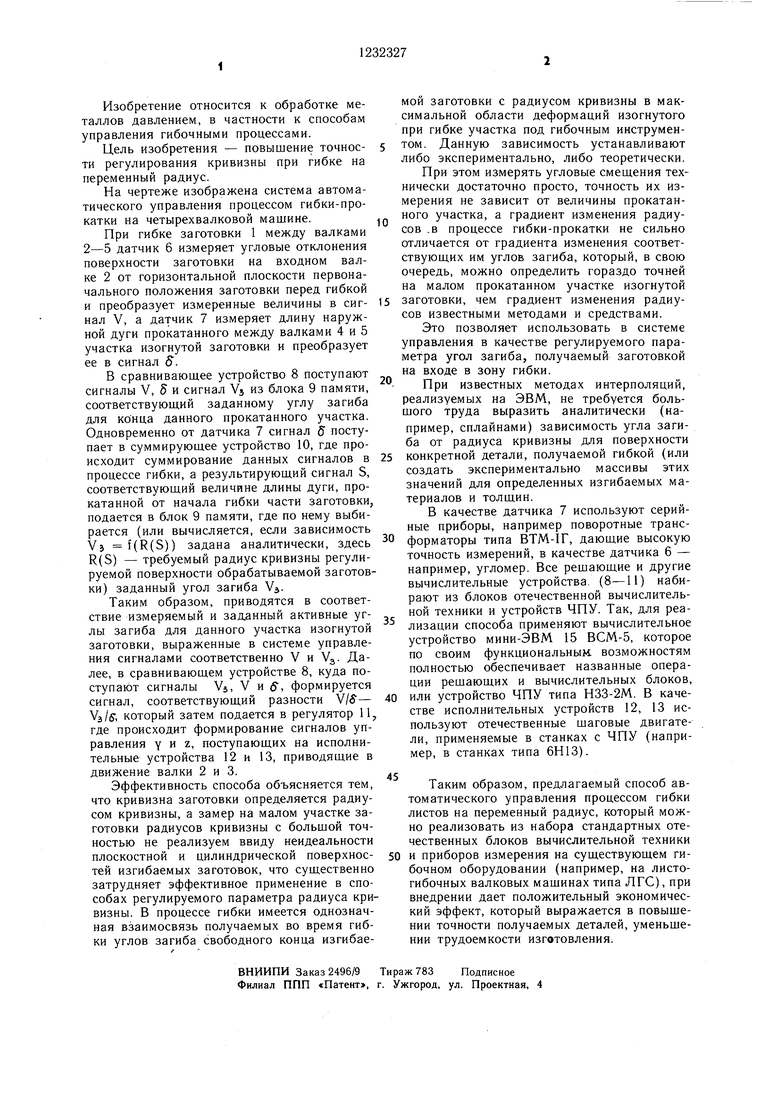
| Способ автоматического управления процессомгибКи | 1976 |
|
SU588698A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
