Изобретение относится к об/1асти литейного произволства, а именно к устройствам для продувки литейных форм и стержней газом-отвердите.тем (COg - )ме1илами11 и др.), и может использоваться в .титейных цехах при изготовле1н-1и форм и стержней «но-сырому, с носледукяцей продувкой газом-отверднтелем.
Це.пью изобретепня является повышение пронзводител1)Пости п расп1ирение технологических возможностей.
На с)иг. I схематично изображено предлагаемое устройство, вид спереди; па фиг. 2 -- сечение А-А на фиг. ; па фиг. 3 сечеиие Б --Б на фиг. 2.
Уетройство содержит опорный элемент с фланцем и отвердителем 2 для подвода газа, 1-ергчетпз1(руюп1ую прок.тадку Л металлическую njn-rry 4 с пептрал1) верстием 5 для подачи газа и ряд чара,:лельпых и псонспдикулярпых кана.лов 6. Bisiлолнепных с пижней стороны п,лпты 4, пластину 7 из эластичного материала, например, пористой )езины, is кото)ой имеются на пересечении капалов 4 отверстия 8 для подвода газа к полости стержня или формы, крепежные планки 9, скрепляюпше между собой иластину 7, н.аиту 4 и опорн1 1Й элемепт 1.
Уетройство работает следую1пим образом.
Сте|)1;иевой ящнк п.ми ()орма 10, установленная па побьем ное ycTpoiicTBO 11, прижимается к плнте 4. с;кимая по riepiiметру стержпсвогч) ящика или форумы э.ластичную пластину 7, которая в этом случае перекрывает ка11ал1)1 (i п отверстия 8. тем самым закрывая вы.код 1аза в отверстия, расположеппь1е па н.тастипе 7 за габаритами стержневого Я1П11ка или (ро)мы. После поджима стержпе1 ого япшка или (рормы через патрубок в отверстие 2 подается газ, который поступает через пептральпое отзерсгие 5 и да.тее но каналам 6 -- в открытые для выхода |-аза отверстия 8. В эластичной пластпие 7 по, огве)стнем 5 n,;iMThii 4 отА-А
верстия 8 не делятся с целью равномерного распределения газа по плоскости продувки стержня или формы. Чем чаще располагаются на плите 4 каналы 6, тем более равномерно газ ноетупает к плоскости продувки стержня. Для обеспечения плотного нри.чегапия пластины 7 к плите 4 при поджиме стержневого ящика или фор.мы плаетипа из высокоэластичного материала должна иметь толщину, превышающую глубину канала.
Выиолнение устройства предлагаемым образом обеепечивает увеличение производительноети ввиду отсутствия переналаживаемых элементов, простоту схемы автом;:гизации пропесеа подачи газа ио данnoTi -.мерхпости продувки стержня или г)с1рмы, отсутствие каклх-либо мехапическпм элементов, даже с элементарными ки; 1C мат и чески ми схемами для закрытия и открытия иодачи газа и крепления промежуточпых плит.
Формула изобретен ил
Устройство для продувки литейных стержней и фор.м газсхм-отвердителе.м, содержа niee опорный э. и составную прижимную нлиту, включающую жесткую металлическую нлиту с центра.пьным отверстием для нрохода газа и эластичную пластину, отличающееся тем, что, с целью повышения производительноети и расширения технологических воз.можностей. оно снабжено герметизирующей прокладкой, размеп1енной между опорны.м э;1ементом и прижимной плитой, в пижней части мета.тлической плиты выполнен ряд глухих взаимно перпендикулярных каналов, эластичная п.шстина вьпюлиепа толщиной, превьпнаюптей глубину каналов, и в ней выпо.тнены отверетия в местах, соответствующих нересечепию каналов металлл1ческой глиты, а опорный элемент выполнен куно.тообразным и жестко соединен но периметру с прижимной плитой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отверждения литейных стержней и форм газом и устройство для его осуществления | 1990 |
|
SU1678502A1 |
| Пескодувная машина и стержневой ящик для нее | 1979 |
|
SU863149A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 1994 |
|
RU2080956C1 |
| Способ отверждения уплотненных литейных форм и стержней газом | 1987 |
|
SU1519823A1 |
| Установка для изготовления стержней в нагреваемых ящиках | 1969 |
|
SU441091A1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
| Стержневой ящик для изготовления стержней с двухсторонней продувкой газом-отвердителем | 1987 |
|
SU1526883A1 |
| Способ изготовления литейных форм и стержней и устройство для его осуществления | 1988 |
|
SU1579629A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 1999 |
|
RU2153949C1 |
| Способ изготовления литейных стержней и форм | 1982 |
|
SU1311841A1 |
Устройство для продувки литейны.х стержней и газом-отвердителем, содержащее опорный куполообразный элемент с отверстием для подвода газа и составную прижимную плиту, состоящую из металлической плиты с г,лухими взаи.мнонсрнендикулярными каналами, и эластичную плгкгнпу с отверстиями, расположенными в места.х пресечений каналов металличесKjii П.1ПТЫ. Цель изобретения - повышение ; по.мзводительпости и расширение те.хноло1 лческих возможностей. При поджиме оспасгки разных типоразмеров стенки ее, воздействуя на эластичную пластину и утаплиная ее в кана.пы металлической плиты, герметизируют рабочую полость формы при подаче газа-отвердителя. Устройство позво.|яет без переналадки работать с оснасткой различных т1П1Ораз.меров. 3 ил. Ф Т (О 1чЭ 4 00 4;: СП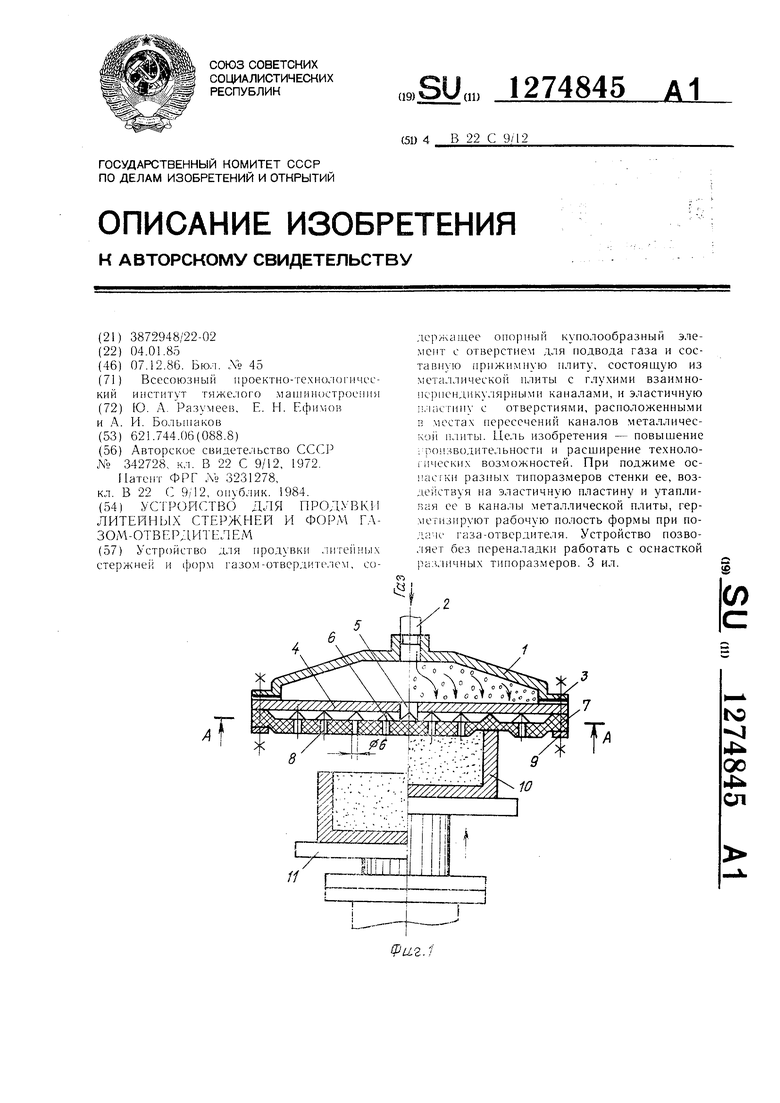
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ СТЕРЖНЕЙ И ФОРМ | 0 |
|
SU342728A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент ФРГ ЛЬ 3231278, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
